Изобретение относится к обработк металлов давлением и может быть использовано при получении деталей с хлубокими полостями. Известен пуансон для штамповки обкатыванием нф сферодвижном прессо вателе. Боковая рабочая поверхность пуансона выполнена в виде усеченног конуса с вершиной, направленной к рабочему торцу, т.е. большим основа нием, обращенным к держателю Cl3. Недостатком известного пуансона является низкая стойкость ввиду поломок от действия крутящих и изгиба щих моментов, возникакицих вследстви наличия больших сил трения и боковы распорныхусилий иа боковой поверхности пуансона, контактирующей со стенкой выдавливаемого изделия. Практически из-за неизбежных поломок известный пуансон непригоден для штамповки деталей с глубоки ми полостями. Цель изобретения - повышение сто кости пуансона и расширение ассорти мента штампуемых изделий. Поставленная цель достигается тем, что в пуансоне для штамповки обкатыванием на.сферодвижном прессо ва1ч Яе боковая рабочая поверхность выполнена в виде двух усеченных кон сов с общим большим основанием, расположенным на уровне центра кача ний т-гг-ансона. Высоту каяодого усеченного конуса целесообразно устанавливать не мене чем в 2 раза превышающей величину подачи пуансона за одно качание при штамповке. На фиг. 1 показан предлагаемый пуансон; на фиг. 2 - то же, в работ Пуансон для штамповки обкатыванием на сферодвижном прессователе имеет крепежную часть 1, которая служит для крепле1 ия пуансона на зодиле сферодвижного механизма, :Часть 2 пуансона определяет глубину выдавливаемой полости изделия, поло жение центра качаний при штамповке и служит для передачи деформирующего усилия. Боковые рабочие поверхности А и Б пуансона выполнены в виде двух усеченных .. KOHVCCOB . 3 и 4 с общим большим основанием, расположенным на уровне центра качаний,- а высота каждого усеченного конуса не менее, чем в 2 раза превышает величину подачи пуансона на одно качание при штамповке. Угол при вершине усеченных конусов равен удвоенному углу откло нения водила для обеспечения надежной работы обоих усеченных конусов и исключения поломки пуансона. Торцовая коническая часть 5 пуансона также является рабочей и воспринимает осевое усилие. Пуансон работает следуклцим образом. При поступательном и круговом качательном движении пуансона происходит его внедрение в деформированную заготовку б, образуется полость при создании в зоне торца 5 пуансона сосредоточенного давления. Одновременно осуществляется калибровка внутренней поверхности В полости двумя коническими противолежащими поверхностями А и Б пуансона при небольших радиальных деформациях, удельных усилиях и полных силах трения на этих поверхностях. В связи с выполнением рабочей част пуансона в виде двух усеченных конусов с общим большим основанием на противолежащих поверхностях В и Г (фиг.2) пуансона возникают противоположно направленные силы, уравновешивающие друг друга, что уменьшает величину изгибающего момента, действующего на п ансон, и потому повышает его стойкость. Расположение общего основания конусов на уровне центра качаний пуансона исключает заклинивание пуансона и его поломку в процессе деформирования и результате качательного движения. Таким образом, стало возможным удлинить передающую часть 2 (фиг.1) пуансона, выполнять ее цилиндрической и тем самым увеличить глубину полости штампуемой детали. Выполнение боковых рабочих поверхностей коническими с высотой, не менее, чем в 2 раза превышающей величину подачи пуансона на одно качание, обеспечивает сглаживание на боковой поверхности полости детали кольцевых рисок,оставляемых местом перехода торцовой части пуансона в боковую в результате его поступательного и кругового карательного движения и имеющих шаг;, равный величине подачи пуансона, а также значительно снижает силы трения и налипание металла на пуансон, что позволяет получать штампованные детали с качественной внутренней поверхностью. Таким образом, по сравнению с базовым объектом, в качестве которого принят прототип, повышается стойкость пуансона и расширяется ассорти мент штаг шуемых изделий в результате выдавливания более глубоких полостей в заготовках.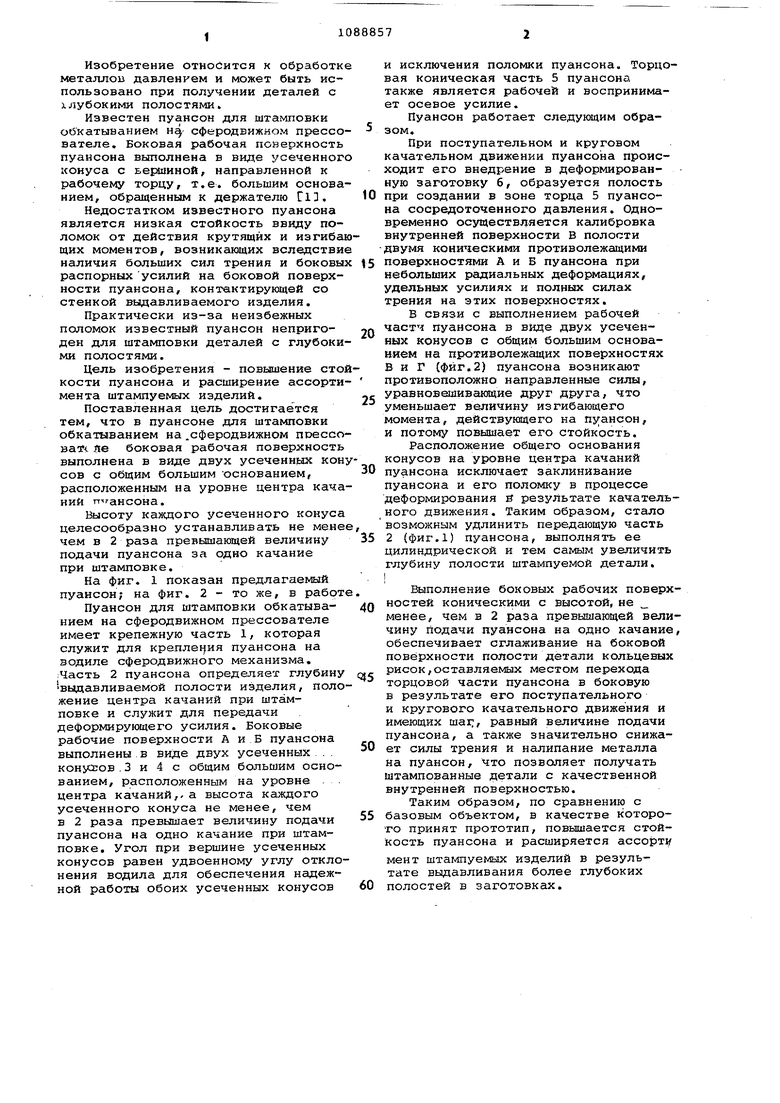
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для штамповки обкатыванием на сферодвижном прессователе | 1984 |
|
SU1163940A1 |
| Пуансон для штамповки на сферодвижном прессователе | 1975 |
|
SU566661A1 |
| Пуансон для штамповки обкатыванием на сферодвижном прессователе | 1989 |
|
SU1648605A1 |
| Способ изготовления поковок фланцевых валов | 1986 |
|
SU1412868A1 |
| Инструмент для штамповки обкатыванием | 1987 |
|
SU1530303A1 |
| Пресс для сферодвижной штамповки | 1987 |
|
SU1500417A1 |
| Устройство для сферодвижной штамповки деталей | 1986 |
|
SU1344467A1 |
| МАШИНА ДЛЯ СФЕРОДВИЖНОЙ ШТАМПОВКИ | 1994 |
|
RU2071856C1 |
| Сферодвижный механизм | 1978 |
|
SU889218A1 |
| Устройство для сферодвижной штамповки | 1978 |
|
SU740351A1 |
ПУАНСОН ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ НА СФЕРОДВИЖНОМ ПРЕССОВАТЕЛЕ, отличающийся тем, что, с целью повьииения его стойкости и расширения ассортимента штампуемых изделий, его рабочая боковая поверхность выполнена в виде двух усеченных конусов с общим большим основанием, расположенным .ра уровне Центра качаний пуансона. (/ 00 ОО 00 СП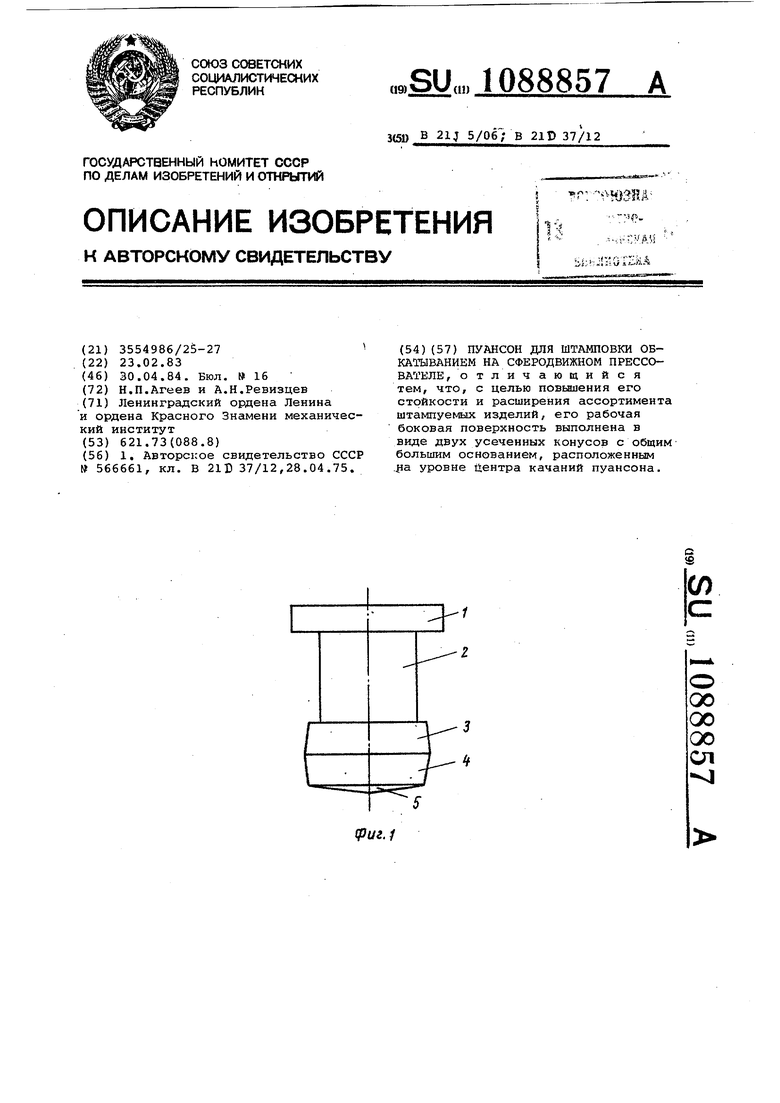
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пуансон для штамповки на сферодвижном прессователе | 1975 |
|
SU566661A1 |
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
