:п
:о
:о
9
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для сферодвижной штамповки | 1987 |
|
SU1500417A1 |
| Способ сферодвижной штамповки | 1989 |
|
SU1639840A1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1984 |
|
SU1225657A1 |
| Способ изготовления кольцевых деталей | 1990 |
|
SU1750807A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Сферодвижный механизм | 1988 |
|
SU1613223A1 |
| Пуансон для штамповки обкатыванием на сферодвижном прессователе | 1983 |
|
SU1088857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КОЛЕЦ | 1992 |
|
RU2041003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА БРОНЕБОЙНОГО ПАТРОНА | 2009 |
|
RU2398649C1 |
| Способ изготовления круглых в плане изделий | 1988 |
|
SU1655623A1 |
Изобретение относится к обработке металлов давлением и позволяет расширить технологические возможности инструмента. Пуансон (П) 1 инструмента имеет ступенчатую рабочую поверхность 2, выполненную в полости 3 на торце П 1. Шаг ступени равен 0,03...0,4, а высота - 0,005...0,025 диаметра П 1. Диаметр одной из ступеней равен диаметру отверстия матрицы 6, вследствие чего заготовка занимает устойчивое положение при обкатывании. Такое выполнение рабочей поверхности 2 обеспечивает равномерное течение металла при его обкатывании. 1 з.п. ф-лы, 2 ил.
Изобретение относится к обраЬотке металлов давлением и позволяет расширить технологические возможности инструмента.5
Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры получаемых изделий.
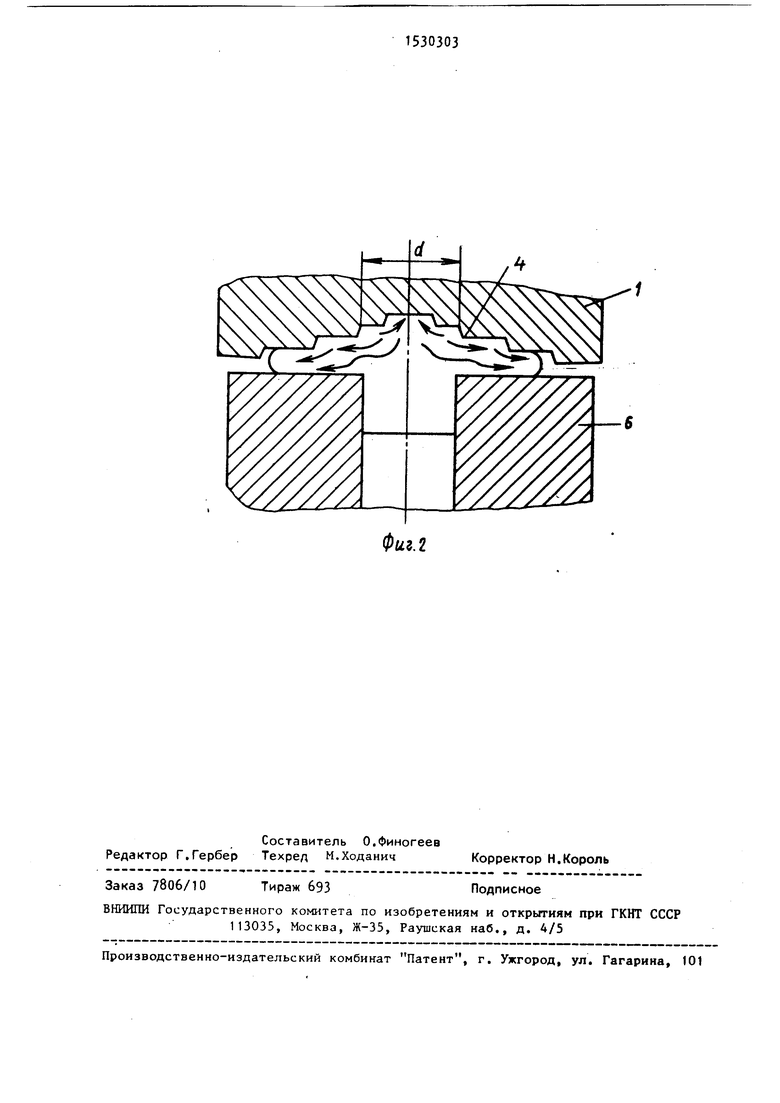
На фиг. 1 показан пуансон, положе- Ю ние перед началом обкатки; на фиг.2 - то же, в процессе раскатки и характер течения металла.
Пуансон 1 для штамповки обкатыванием имеет ступенчатую формообразую- 15 щую поверхность 2 в полости 3, образованной на его торце. Шаг ступени а равен 0,03-0,, высота ступени b - 0,005-0,025 диаметра пуансона. Диаметр одной из ступеней равен диаметру отверстия матрицы 6. Угол наклона 0 боковой поверхности ступени к оси инструмента .
Инструмент работает следующим образом.
Заготовку 5 устанавливают в матрицу 6. Обкатывающий пуансон 1 захватывает верхний торец заготовки 5 полостью ступени k рабочей поверх(длина заготовки принята до 78 мм) с рубленым торцом, с перекосом до 10°. Сферодвижный прессова- тель - Р-1 ООС. Пуансон из стали Х12М. Диаметр d одной ступени ( 4) 28 мм, шаг ступени 17,5 мм, диаметр второй ступени 63 мм, высота ступени 1 мм, угол о +5 .
Заготовка размером Я 28 67 мм, зажатая в жесткой матрице сферодвиж- ного прессователя P W-P-IOOC, захватывалась полостью ступени 28 мм пуансона и, удерживаемая ею, раскатывалась до размеров готовой детали: диаметр фланца б7 мм, высота фланца о 0.5 -0,25
27 0,1 мм.
Проведенная отработка техпроцесса показывает стабильную работу инструмента при хорошем качестве раскатанной поверхности. Деталь полностью соответствует техническим требовани- 25 ям, согласно чертежу.
общая высота детали
20
Формула изобретения 1. Инструмент для штамповки обкатыванием на сферодвижном прессоватености 2. Диаметр ступени i равен диа- 30 содержащий матрицу с внутренним метру отверстия матрицы 6. Этим обес- отверстием и установленный под углом
печивается устойчивое положение заготовки в начальный момент раскатки и стабильность процесса раскатки. Совершая обкатывающие движения Эаго- товки, пуансон 1 за счет ступенчато рабочей поверхности 2 обеспечивает равномерное радиальное течение металла торцовой поверхности к периферийной части заготовки. Раскатан- ная поверхность приобретает форму фланца.
Пример. В качестве примера выполнения принят техпроцесс изготовления дeтaл 1 № 13-130702 4 - сту- пица шкива водяного насоса с использованием предлагаемой конструкции инструмента. Материал заготовки - Ст.20, размер 28 о 67 o,t5
5
Ю
15
530303
(длина заготовки принята до 78 мм) с рубленым торцом, с перекосом до 10°. Сферодвижный прессова- тель - Р-1 ООС. Пуансон из стали Х12М. Диаметр d одной ступени ( 4) 28 мм, шаг ступени 17,5 мм, диаметр второй ступени 63 мм, высота ступени 1 мм, угол о +5 .
Заготовка размером Я 28 67 мм, зажатая в жесткой матрице сферодвиж- ного прессователя P W-P-IOOC, захватывалась полостью ступени 28 мм пуансона и, удерживаемая ею, раскатывалась до размеров готовой детали: диаметр фланца б7 мм, высота фланца о 0.5 -0,25
27 0,1 мм.
Проведенная отработка техпроцесса показывает стабильную работу инструмента при хорошем качестве раскатанной поверхности. Деталь полностью соответствует техническим требовани- 25 ям, согласно чертежу.
общая высота детали
20
к ней пуансон с конической ступенчатой рабочей поверхностью на его торце, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения номенклатуры получаемых изделий, на торце пуансона выполнена полость, а коническая ступенчатая рабочая поверхность образована на ее внутренней поверхности, при этом шаг ступени рабочей поверхности равен 0,03 О,, а высота ступени 0,005-0,025 диаметра пуансона.
Составитель О.Финогеев Редактор Г.Гербер Техред М.Ходанич
Заказ 7806/10
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
0uz.2
Корректор Н.Король
Подписное
| Инструмент для раскатки круглых заготовок | 1977 |
|
SU711732A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
