О X)
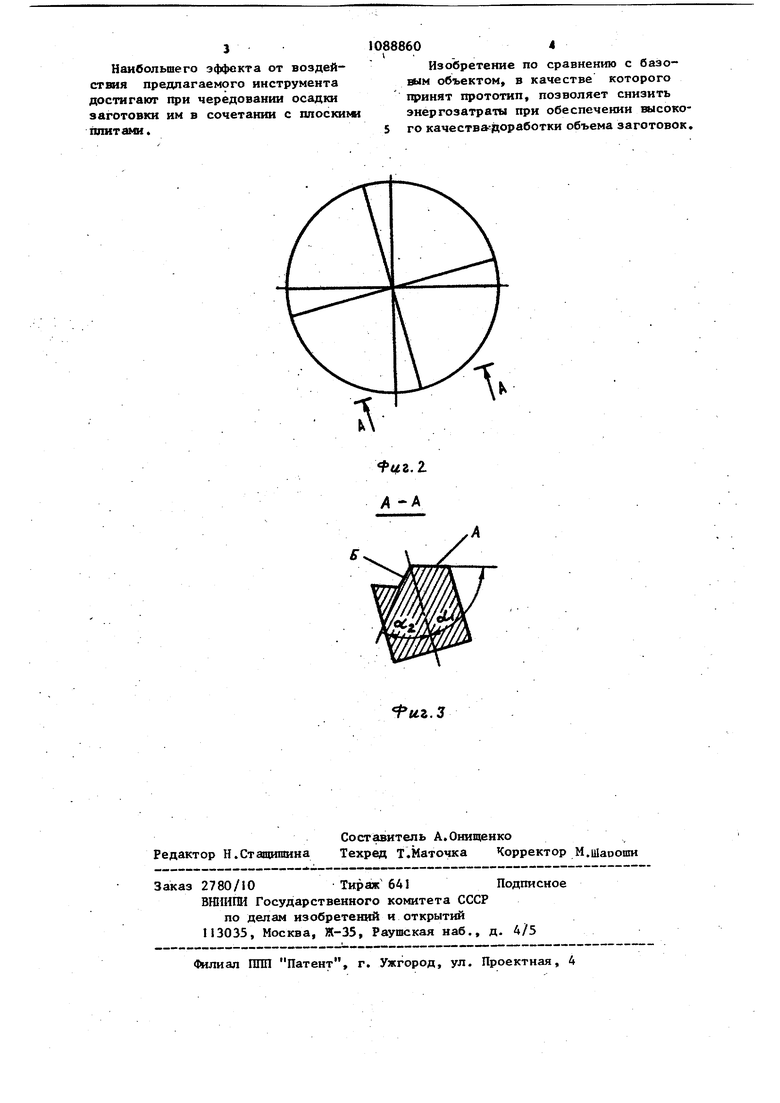
эо эо Изобретеш е относится к обработ ке металлов давлением, а именно к инструменту для ковки. Известен инструмент для осадки заготовоку состоящий из верхней нижней осадочных плит, а также механизма поворота их в процессе осадки ij. Недостатком инструмента является его сложность, достаточно высокая металлоемкость. Наиболее близким к предлагаемом по технической супщости является и струмент для осадки заготовок, содержащий верхнюю и шшнюю плиты, на рабочих поверхностях которых выполнены чередующиеся выступы,каж дый из которых образован двумя чими граня№1 и впадины ,2J . Недостатком известного инструме та является высокое усилие деформи вания при о,садке,в результате чего повышаются энергозатраты. Цель изобретения - снижение .энергозатрат за счет уменьшения по ребного усилия деформирования. Постайленнад цель достигается тем,что в инструменте для осадки заготовки, содержащем верхн1сю и нижнюю плиты, на рабочих поверхностях которых выполнены чередукяцие ей выступы, каждьп из которых образован двумя рабочими гранями и впадины выступы выполнены радиальными, а рабочие грани каждого выступа расположены относительно плоскости, проходящей через ось симметрии плит, под разными угла№1, при этом грани выступов верхней и нижней плит, имеющие одинаковый угол наклона, ориентированы в разные стороны относительно плоскости проходящей через оси симметрии плит На фиг.1 показан инстр5гмент,общий вид; на фиг.2 - виц, на плиту со стороны ее рабочей поверхности; на фиг.З - сечение А-А на фиг.2. Инструмент для пластического деформирования в виде гшит 1 и 2 выполнен с выступами 3 рабочей по- верхности в виде вытянутых в радиальном направлении, обращенных верш нами к плоскости, проходящей через вертикальную ось симметрии Р плит 1 и 2, треугольных в сечении пираМИД со скрученными ребрами. Каждый выступ 3 имег.т рабочие грани А и Б.н,чклоненные соответственно под углами oi и oCg ,причем грани верхнего и нижнего деформируемых элеьшнтов с одинаковым углом наклона ориентированы в разные стороны относительно плоскости, проходящей через ось симметрии плит. Заготовку 4 помещают между плитами 1 и 2 и деформируют (осаживают) ее. В процессе осадки прилегающие к торцовым поверхностям заготовки 4 объекы металла смещаются выступами 3 как в радиальном, так и в тангенциальном направлениях. За счет выполнения каждого выступа 3 с раэнонаклонныьш гранями в тангенциальном направлении смещаются,соответственно, разные объемы металла. Расположение рабочих граней А на одной гоште обеспечивает смещение больщих объемов в одном направленни, а от выступов на плите 2 - в противоположном. Такое совокупное смещение объемов металла приводит к возникновению момента сил, который стре1датся к закручиванию заготовки 4. В результате его действия в металле появляются новые плоскости сдвига,за счет чего интенсифицируется деформирование исходной структуры заготовки 4. При осадке указанным инструментом происходит преимущественное скручивание торцов заготовки, которые прилегают к донной и прибыльной частям, и в которых в большей мере проявляются металлургические несовершенства слитка (неравномерное распределение углерода, легирующих элементов, ликвационные зоны и т.д.). П р и м е р . Деформированию подвергли слитки массой 6 т, предназначенные для изготовления дисков. В начале деформирования слитка происходит внедрение металла в рельефные впадины инструмента, затем скручивание торцов слитка, причем высота скручиваемого слоя, составляет 1,3-1,6 высоты выступов инструмента. При дальнейшей осадке скручивания не осуществлялось. Поэтому профильные осадочные плиты были сняты и слиток деформировал на столе пресса верхним штатньтм осадочным бойком до выравнивания торцовых повер-иостей заготовки. Затем яаготовку снова осаживали в указанном ннструментй.
Наибольшего эффекта от воздействия предлагаемого инструмента достигают при чередовании осадки заготовки им в сочетании с плоскими плитами.
Изобретение по сравнению с базовым объектом, в качестве которого 1ФИНЯТ прототип, позволяет снизить энергозатраты при обеспечении высокого качества р9(Оработки объема заготовок.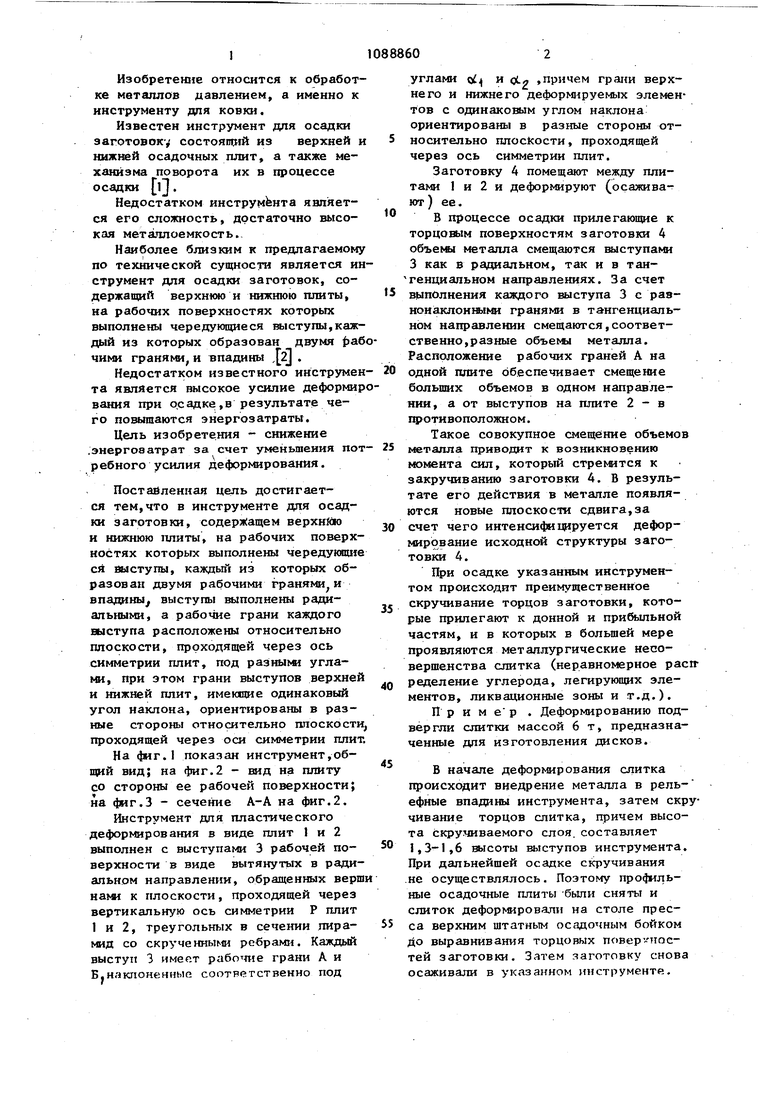
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндрическая плита для осадки | 1989 |
|
SU1761368A1 |
| Ковочный комплекс | 1987 |
|
SU1532305A1 |
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ТИПА ДИСКОВ | 2009 |
|
RU2412018C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ОСАДКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2006326C1 |
| Устройство для деформирования слитков | 1979 |
|
SU871982A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2659558C2 |
| Способ деформирования заготовок и устройство для его осуществления | 1981 |
|
SU1168312A1 |
| Способ осадки | 1985 |
|
SU1292893A1 |
| Штамп для штамповки поковок с отростками | 1987 |
|
SU1445846A1 |
ИНСПРУМЕНТ ДЛЯ ОСАДКИ АГОТОВОК, содержащий верхнюю и нижнюю Ш1ИТЫ, на рабочих повепхностях которых выполнены чередующиеся выступы, каждый из которых образован двумя рабочз 1 Ф1 гранями, и впадины, отличающий с я тем, что, с целью снижения энергозатрат за счёт уменьшения потребного усилия деформирования, выступы выполнены радиальными, а рабочие каждого выступа расположены относительно плоскости, проходящей через ось симметрии плит, под разными углами, при этом грани выступов верхней и нижней плит, имеющие одинаковый угол наклона,ориентиро§ ваны в разные стороны относительно плоскости,проходящей через ось (Л симметрии плит. с:
иг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Леванов А.Н., Колмогоров В,Л Буркин С.П | |||
| Контактное трение в процессах обработки металлов .давлетаем | |||
| М., Металлургия, 1976,с.323 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для деформирования слитков | 1979 |
|
SU871982A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
