.4;
4
СП
Изобретение относится к обработке металлов давлением и может быть использовано в автотракторной промышленности и MaioHHocTpoeHHH при изготовлении штампованных поковок с отростками, например, в виде крестовин, тройников и уголков.
Цель изобретения - снгскение металлоемкости, повышение производительности и расширение технологических возможностей.
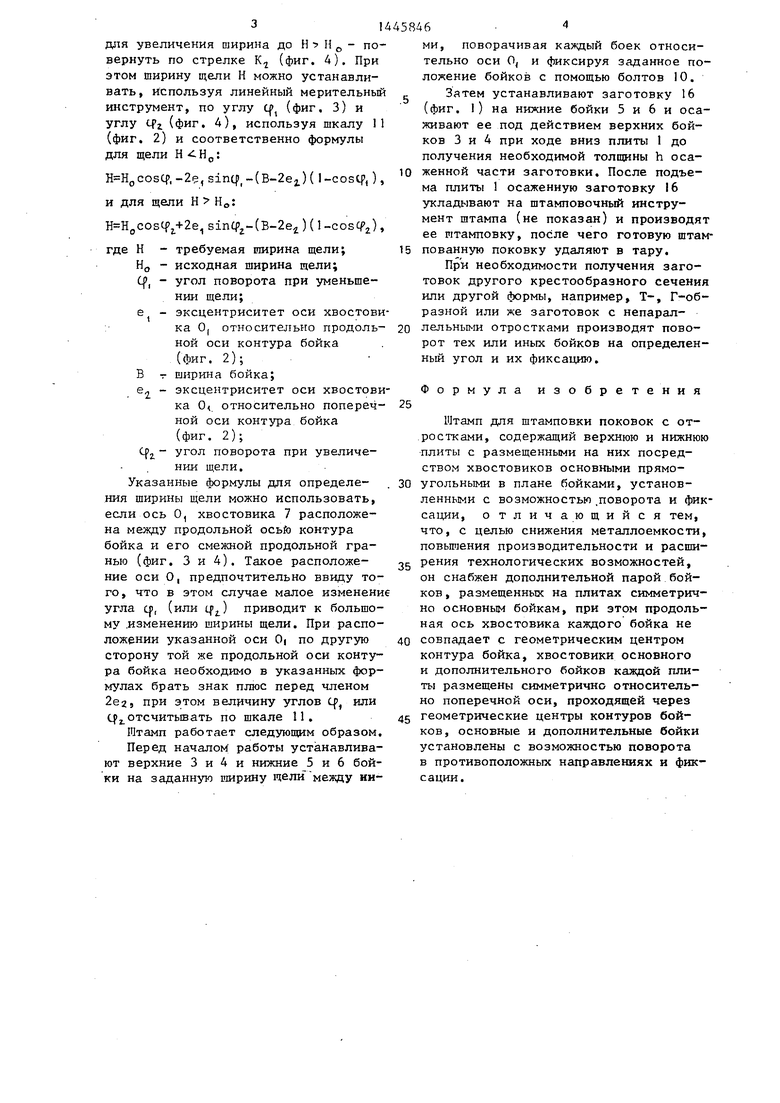
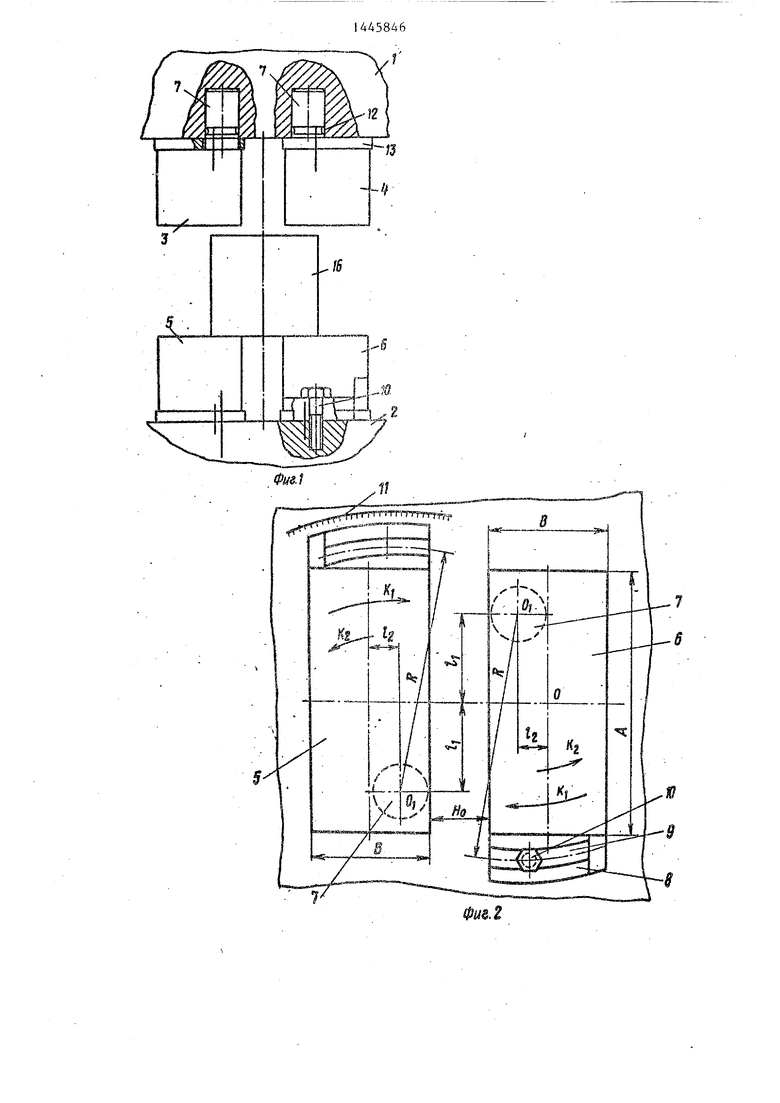
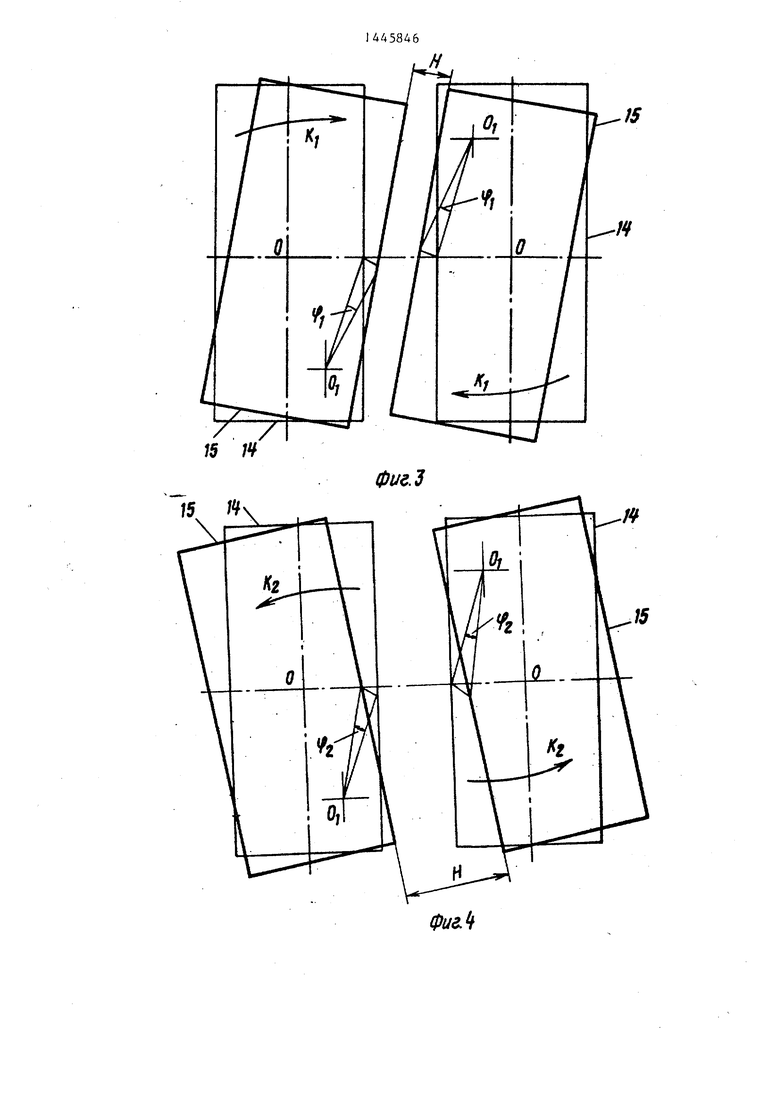
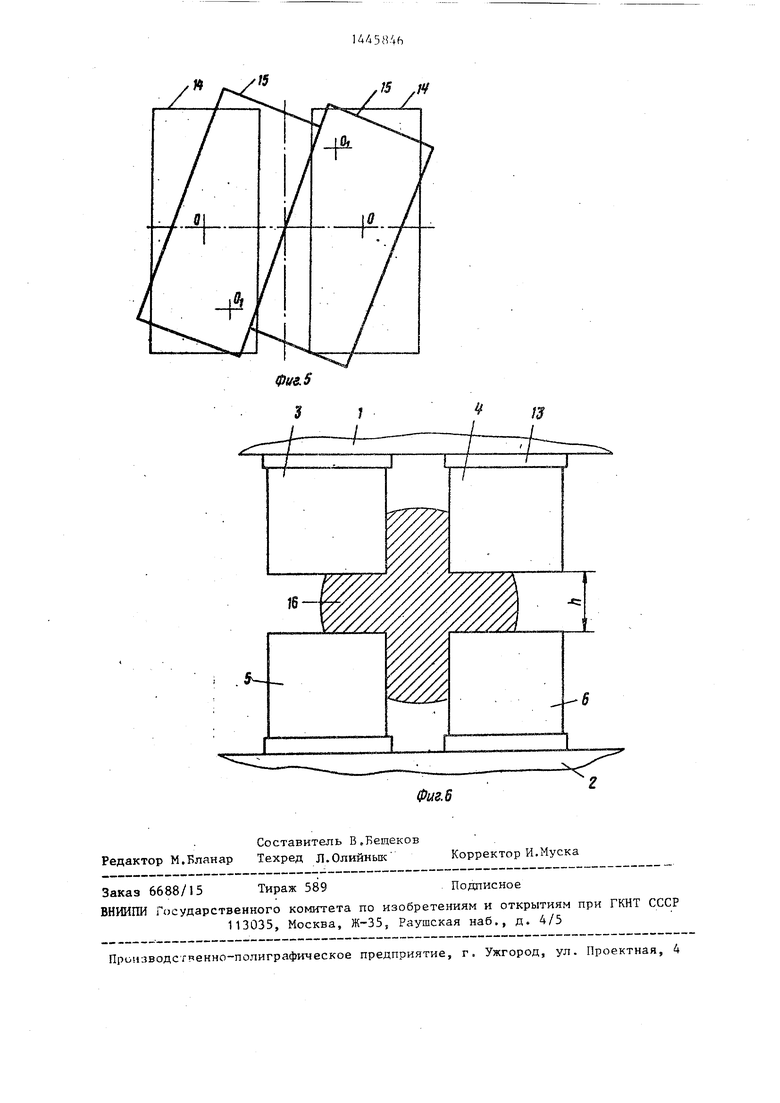
На фиг. 1 представлен штамп, общий вид; на фиг. 2 - нюшие бойки в исходном положенииj на фиг. 3 - то же, в промежуточном положенииi на фиг. 4 - то же, в диаметрально противоположном положении; на фиг. 5 - то же, при сомкнутых бойках; на фиг. 6 - конечное положение штампа.
Штамп для штамповки отростковых поковок содержит верхнюю I и нижнюю
2плиты, на которых закреплены штам- повый инструмент для .штамповки поковок (не показан), верхние 3 и А и нижние 5 и 6 бойки прямоугольного контура, установленные в посадочных отверстиях плит 1 и 2 своими хвостовиками 7 с возможностью поворота относительно каждой своей оси 0 , Каждый боек 3-6 имеет, возможность фиксации в повернутом положении за сч.ет узла фиксации, выполненного на каждом бойке в виде прилива 8 на малой грани бойков с ра,циусным пазом 9, проведенным из оси О, хвостовика 7 радиусом R, и болта 10, ввернутого в плиту штампа и проходящего, через радиусный паз 9. Узлы фиксации для бойков, например, 5 и б расположены относительно поперечной оси прямоугольного контура бойка по другую сторону от оси О, хвостовика 7. На плитах 1
и 2 нанесены шкалы 11, расположенные напротив каждого из приливов 8, на боковой стороне которых нанесено по одной риске (не показаны).
Ось О, каждого хвостовика 7 смещена относительно геометрического центра О этого контура на величину продольного е и поперечного .е эксцентриситетов. Хвостовики 7 бойков
3и 5 и 4 и 6 соосны между собой, при этом оси хвостовиков указанных пар -бойков расположены по разные стороны от поперечной оси, проходящей через прямоугольные контуры бойков
и их оси О в исходном положении (фиг. 2). Дня предотвращения выпадания бойков из посадочных отверстий на каждом бойке выполнен кольцевой паз 12, в который входит крепежный
элемент (не показан) в виде, например , болта.
В случае установки штампа на штамповочном оборудовании с фиксированным рабочим ходом предусмотрено размещение прокладок 13, имеющих проходное отверстие для хвостовика 7, между плитой 1 или 2 и опорной поверхностью каждого бойка для изменения расстояния между плоскостями верхних 3 и 4
и нижних 5 и 6 бойков в конце процесса осадки. При установке штампа на штамповочном оборудовании с регулируемой величиной рабочего хода прокладки 13 можно не размещать.
Продольные оси контура 14 всех
бойков в исходном (начальном) положении, при котором ширина щели между смежными продольными гранями (длиной А) равна начальной величине Н, параллельны, а поперечные оси тех же контуров 14 совпадают. При повороте бойков (по стрелке К) относительно их исходного положения на одинаковый угол ср| контур 15 бойков не совпадает с исходным контуром 14, при этом ширина щели Н становится меньше начальной Нд. При предельном повороте бойков ширина щели , т.е. щель исчезает а бойки 3 и 4, расположенные
на верхней плите 1, и (или) бойки 5 и 6, расположенные на нижней плите 2, могут быть использованы как плоские (без щели). Противоположный поворот (по стрелке К2)бойков на некоторый угол cpj, приводит к увеличению ширины щели между смежными продольными гранями бойков. При этом поворот каждого бойка и его фиксация в повернутом положении могут быть произведены не зависимо от других бойков либо можно производить для всех бойков поворот на равный угол Cf, (или
q l).
Ширина щели Нд, образованная сыеж- ными продольными гранями верхних или нижних бойков, в исходном положении выбирается, исходя из размеров осаживаемых заготовок, наиболее часто встречающихся при использовании штам- па. Для уменьшения ширины щели до между смежными продольными гранями как верхних 3 и 4, так и нижних 5 и 6 бойков необходимо повернуть бойки по стрелке К, (фиг. З), а
увеличения ширина до Н -5 Н j, - повернуть по стрелке К (фиг. 4). При этом ширину щели Н можно устанавливать , используя линейный мерительный инструмент, по углу q (фиг. 3) и углу tfi (фиг. 4), используя шкалу 11 (фиг. 2) и соответственно формулы для щели Н ,:
H HoCosq.-25,sintf,-(B-2ei)(l-cosq,),
и для щели Н Hj,:
H HgCOsCfj +2e, sinq j-(B-2e2)(l-cosC/ 2),
где Н - требуемая ширина щели; HO - исходная ширина щели; Ср, - угол поворота при уменьшении щели;
е - эксцентриситет оси хвостовика О, относительно продоль- ной оси контура бойка (фиг. 2);
В - ширина бойка; е, - эксцентриситет оси хвостовика 0 относительно попереч- ной оси контура бойка (фиг. 2);
Cfj - угол поворота при увеличении щели.
Указанные формулы для определе- ния ширины щели можно использовать, если ось О, хвостовика 7 расположена между продольной ocbto контура бойка и его смежной продольной гранью (фиг. 3 и 4). Такое расположе- ние оси О, предпочтительно ввиду того, что в этом случае малое изменени угла q), (или q) приводит к большому .изменению ширины щели. При расположении указанной оси 0( по другую сторону той же продольной оси контура бойка необходимо в указанных формулах брать знак плюс перед членом 2e2j при этом величину углов ср или q)j oTC4HTbmaTb по шкале 11. Штамп работает следующим образом. Перед началом; работы устанавливают верхние 3 и 4 и нижние 5 и 6 бой- ки на заданную сшрину щели между ни
°
5
0
5
О 5 0 5
ми, поворачивая каждый боек относительно оси 0( и фиксируя заданное положение бойков с помощью болтов 10.
Затем устанавливают заготовку 16 (фиг. I) на нижние бойки 5 и 6 и осаживают ее под действием верхних бойков 3 и 4 при ходе вниз плиты 1 до получения необходимой толщины h осаженной части заготовки. После подъема плиты 1 осаженную заготовку 16 укладывают на штамповочный инструмент штампа (не показан) и производят ее штамповку, после чего готовую штампованную поковку удаляют в тару.
При необходимости получения заготовок другого крестообразного сечения или другой формы, например, Т-, Г-об- разной или же заготовок с непараллельными отростками производят поворот тех или иных бойков на определен- ньй угол и их фиксацию.
Формула изобретения
Штамп для штамповки поковок с отростками, содержащий верхнюю и нижнюю плиты с размещенными на них посредством хвостовиков основными прямоугольными в плане бойками, установленными с возможностью.поворота и фиксации, отличающийся тем, что, с целью снижения металлоемкости, повышения производительности и расширения технологических возможностей, он снабжен дополнительной парой бойков , размещенных на плитах симметрично основным бойкам, при этом продольная ось хвостовика каждого бойка не совпадает с геометрическим центром контура бойка, хвостовики основного и дополнительного бойков каждой плиты размещены симметрично относительно поперечной оси, проходящей через геометрические центры контуров бойков, основные и дополнительные бойки установлены с возможностью поворота в противоположных направлениях и фиксации.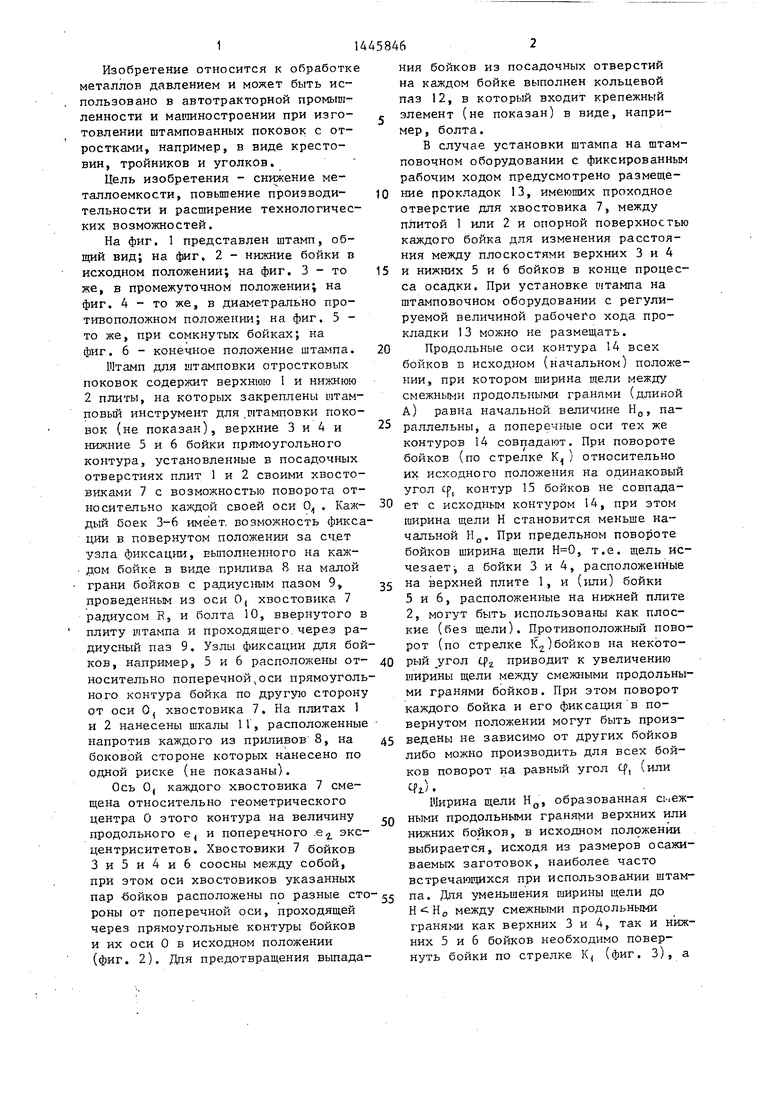
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок с отростками | 1986 |
|
SU1355347A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| СПОСОБ ОСАДКИ ЗАГОТОВОК С НЕРОВНЫМИ ТОРЦАМИ | 2010 |
|
RU2437737C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| Устройство для штамповки металлических заготовок | 1976 |
|
SU613843A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ СЕЧЕНИЕМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2381861C1 |
| Способ изготовления штампованных поковок типа крестовины | 1987 |
|
SU1473897A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1602601A1 |
Изобретение относится к обработке металлов давлением в частности к устройствам для получения поковок с отростками. Цель изобретения - снижение металлоемкости, повышение производительности н расширение технологических возможностей. При перемещении вниз ползуна пресса верхние бойки воздействуют на заготовку, производя ее деформирование. Металл заготовки заполняет свободный объем, образованный в процессе поворота и фиксирования основных и дополнительных бойков. 6 ил.
.
15 Щ
15 П
Фиг.З
Фиг, ft
/V
Фиг. 6
| Способ изготовления заготовок | 1980 |
|
SU979000A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
