1
Изобретение относится к обработ ке металлов давленр ем, а именно к ковке и штамповке, и 1южет быть использовано для деформирования ;sa- готовок на, начальном этапе технологического процесса ковки или штамповки, в частности,при изготовлении цельнокатаных железнодорожных колес
Цель Изобретения - повышение качества изделий за счет проработки структуры металла.
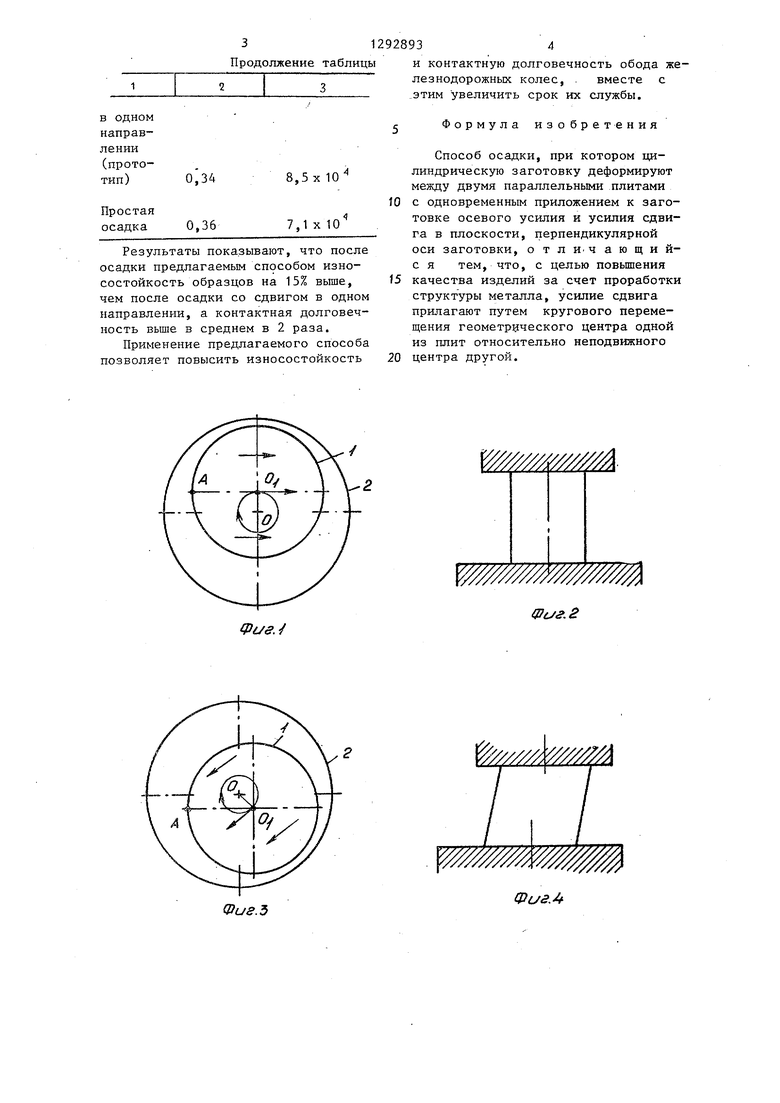
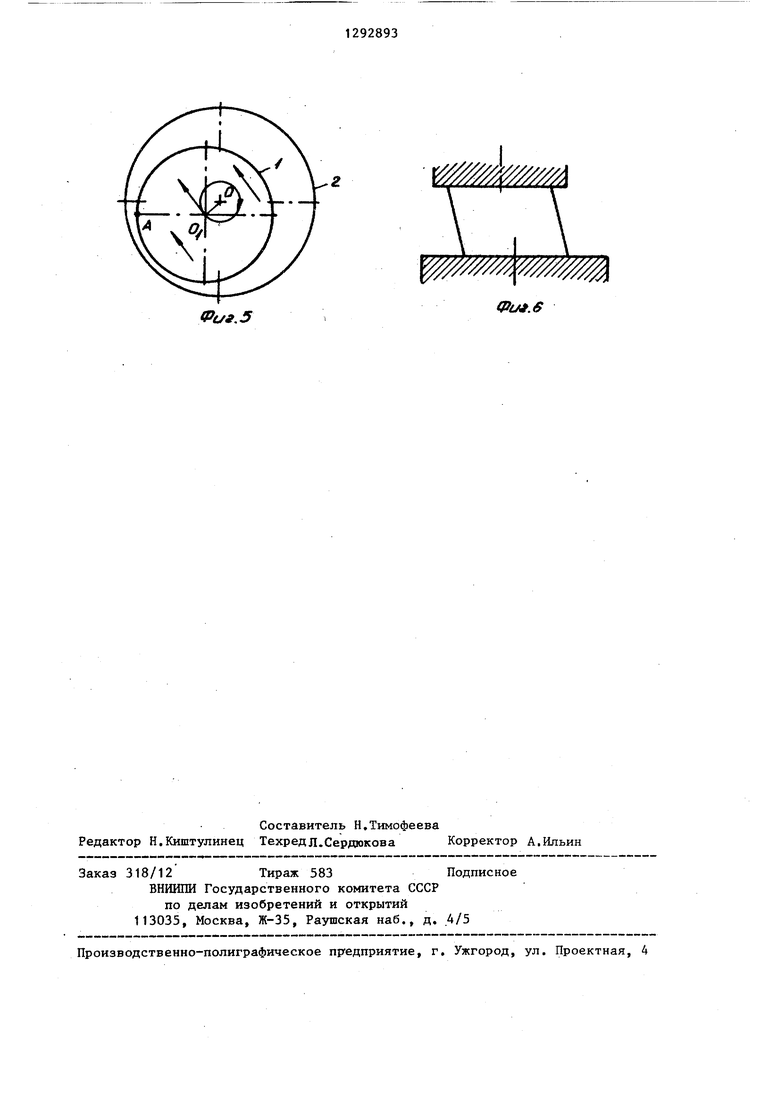
На фиг. 1 показано начальное положение осаживающих плит, вид сверху J на фиг, 2 - положение заготовки в начальный момент., йид спереди; на фиг« 3 - положение плит во деформировап1- я; на фиг„ 4 - полоке- ние заготовки в момент деформирования, показанный на фиг. 3, на фиг, 5 - продолжет ие процесса осадки, на фиг,6 - положение заготовки в момент деформироваш-ш, показаа- ный на фиг,.5,
Способ осуществляется следующим образом.
Заготовка устанавливается ia нюю плиту 1 и верхняя плггга 2 УГОН двизсении вниз совершает относительно нижней плиты 1 сложное плоскоиа- раллелыгое движение, В частности,, центр 0 верхней плиты 2 движется по окружности вокруг центра нижней плиты. Так как верхняя плита не вращается вокруг своей оси, то все ее точки имеют одинаковую по моду- лю и направлению вектора скорость, т,е, приложенные к верхнему торцу заготовки контактг1ые силы трения в каасдьш. момент имеют одно и то же направление по всей поверхности Соответственно направлена и деформация сдвига
Сущность изобретения состоит в том, что с осадкой заготовки по высоте при круговом перемещении одной из плит происходит сдвиг торцов заготовки относительно друг друга. Направление сдвига в процессе осадки меняется, следуя за круговым вращением сил. контактного трения. Наличие подобных сдвиговых деформаций приводит к интенсивной проработке литой структуры по всем радиальнь.м направлениям. Кроме того, осаженная таким способом заготовка не теряет осевой симметрии, если она имела ее до деформации. Повышение качества структуры металла всего объема за
928932
готовки обеспечивает улучшение таких механических- свойств изделий, как износостойкость и контактная долговечность с увеличением срока г службы.
Приме р. Проведена опытная осадка модельных заготовок. Заготовки цилиндрической формы высотой 60 мм, диаметром 100 мм изготовле10 ны из стали Ст. 50„ Для осадки использовали лабораторный пресс с максимальным усилием осадки 250 тс.Для создания сдвигающего усилия на нижнем столе пресса установлено специ1,5 альное устройство, представляющее собой эксцентриковьм механизм с вращающейся опорной плитой и закрепленной на,ней осадочной плитой, со вершающей круговое движение относи20 тельно осадочной плиты, закрепленной на верхней траверсе пресса. Опорная плита приводится во вращение электродвигателем мощностью 15 кВт. Скорость осадки 2,4 мм/с« угловая ско25 рость вращения опорной плиты 8,3 с она равна угловой скорости враь дения векторов усаший сдвига, приложенньк к торцу заготовки,. Осадка со сдвигом только 3 о,дном напраБлен1 и осу30 ществлялась с помощью простого клинового устройства. Заготовки в количестве 24 шт нагревали до 1240 - 1260 С и осаживали до высоты 22 мм; 8 заготовок предлагаемым способом-,
35 8 ,- со сдвигом в одном направлении; 8 - осаживали без с,цБИга. После осадки заготовки подвергали HopML9j-nisan,HH при 830-870°С. Иснь тания на износостойкость и контактную долговечность металла, образцов, вьзрезанньж из осаженных заготовок, .тгроводили на машине Амслера,
Результаты при)зе,день в таблице.
Осадка со сдвигом
12928934
таблицы и контактную долговечность обода железнодорожных колес, . вместе с этим увеличить срок их службы.
Формула изобретения
Результаты показывают, что после осадки предлагаемым способом износостойкость образцов на 15% выше, чем после осадки со сдвигом в одном направлении, а контактная долговечность выше в среднем в 2 раза.
Применение предлагаемого способа позволяет повысить износостойкость
Способ осадки, при котором цилиндрическую заготовку деформируют между двумя параллельными плитами
с одновременным приложением к заготовке осевого усилия и усилия сдвига в плоскости, перпендикулярной оси заготовки, о тли.ч ающий- с я тем, что, с целью повьшения
качества изделий за счет проработки структуры металла, усилие сдвига прилагают путем кругового перемещения геометрического центра одной из плит относительно неподвижного
центра другой.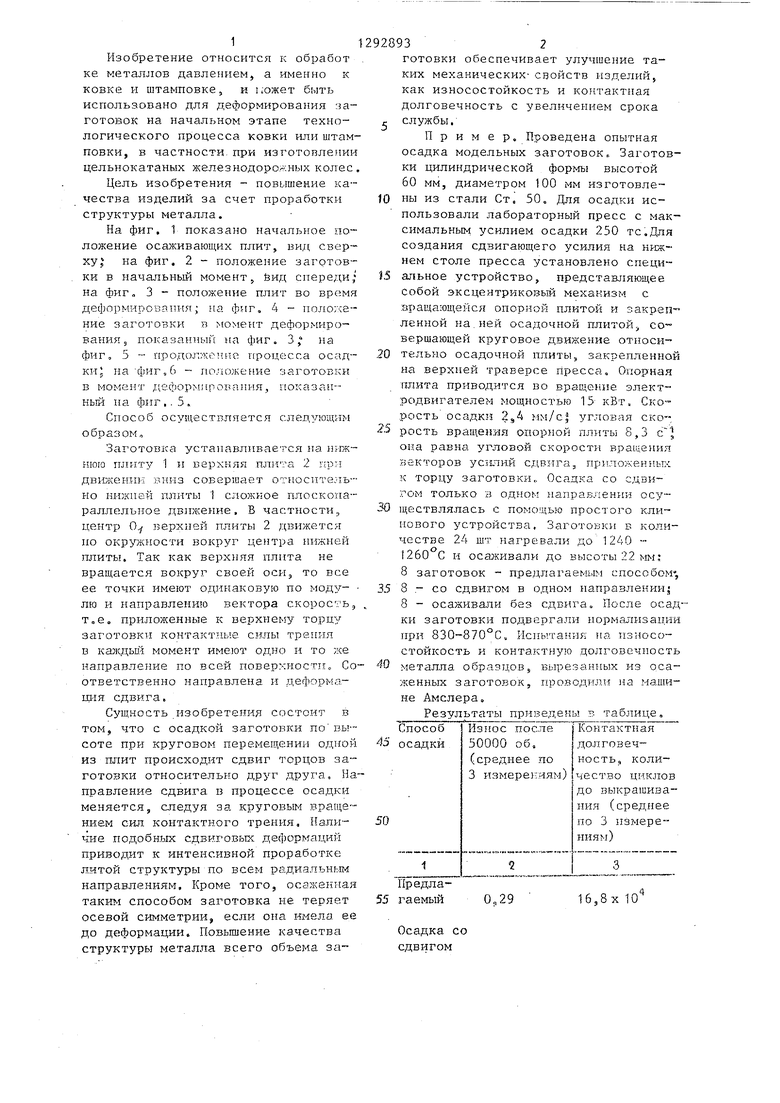
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндрическая плита для осадки | 1989 |
|
SU1761368A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ ковки крупных слитков | 1981 |
|
SU988435A1 |
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК | 2007 |
|
RU2358826C2 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС И БАНДАЖЕЙ ИЗ ВАКУУМИРОВАННОЙ СТАЛИ | 1994 |
|
RU2072275C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В ЗАГОТОВКАХ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2011 |
|
RU2456111C1 |
Изобретение относится к области ковки и штамповки заготовок, в частности для получения железнодорожных- колес. Цель изобретения - повьппение качества изделий за счет проработки структуры металла. Цель достигается тем, что осадку заготовок осуществляют между двумя параллельными плитами с одновременным приложением к заготовке осевого усилия и усилия сдвига в плоскости,перпендикулярной оси заготовки. При этом усилие сдвига прилагают путем кругового перемещения одной из плит относительно другой. За счет возникновения дополнительных сдвиговых деформаций повышается проработка структуры металла, увеличивается срок службы изделий, в частности железнодорожных колес за счет повышения износостойкости обода. 6 ил. 1 табл. а (Л с 1C со ю СХ) ;о 00
Фиг.-/
/// .В
Фиг.Ъ
У/////)//// if I
УА Фиг.
fPus,5
У/. Фил. в
| Способ осадки поковок | 1973 |
|
SU498079A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
