Изобретение относится к обработке металлов давлением в частности к получению ковкой плоских деталей типа пластин с отростками, ребристых панелей, втулок и фланцев и им подобных с выступами на торцовых поверхностях.
Известен способ изготовления изделий осадкой, заключающийся в укладке стопкой заготовок в чередовании с деформирующим инструментом и последующей осадкой одновременно всего пакета.
Известно устройство для осуществления способа, состоящее из собранных стопкой плит для деформирования уложенных между ними заготовок и контейнера, служащего для направления движения плит.
Однако способ не позволяет получать за один ход пресса изделия с разным по толщине полотном и с разными по конфигурации торцами путем перестановки нижней и верхней деформирующих плит. Устройство приводит к повышенной трудоемкости и затратам времени при получении изделий. Перед осадкой заготовки и штампы собирают в пакет, а затем весь пакет помещают в контейнер. После осадки пакет вынимают из контейнера и проводят разборку с извлечением изделий, при этом, чтобы снять нижнее из стопки изделие разбирают весь пакет и изделия снимают сверху последовательно.
Техническим результатом предложенных способа и устройства является обеспечение возможности получения различных изделий за один ход пресса, унификация оснастки путем использования небольшого числа плит для получения большей номенклатуры изделий.
Это достигается тем, что в способе изготовления изделий осадкой, заключающемся в деформировании заготовок, уложенных стопкой в чередовании с осаживающими плитами, при приложении нагрузки дефференцируют степень деформации по высоте на позициях осадки. Устройство для изготовления изделий осадкой, состоящее из собранных стопкой плит для деформирования уложенных между ними заготовок, снабжено жесткими и упругими элементами, при этом жесткие элементы состоят из набора сменных ограничителей, установленных на плитах с возможностью регулирования высоты жестких элементов, а упругие элементы, расположенные между плитами, подпружинивают плиты друг относительно друга и имеют начальную высоту на каждой позиции, превышающую высоту заготовки и изделия, получаемого из данной заготовки на этой позиции.
Решается техническая задача получения осадкой плоских деталей с выступами (при необходимости и впадинами) на торцах с увеличением производительности и использования меньшего количества плит для получения большего количества деталей как за один ход деформирующего оборудования, так и с переналадкой инструмента из числа имеющихся плит.
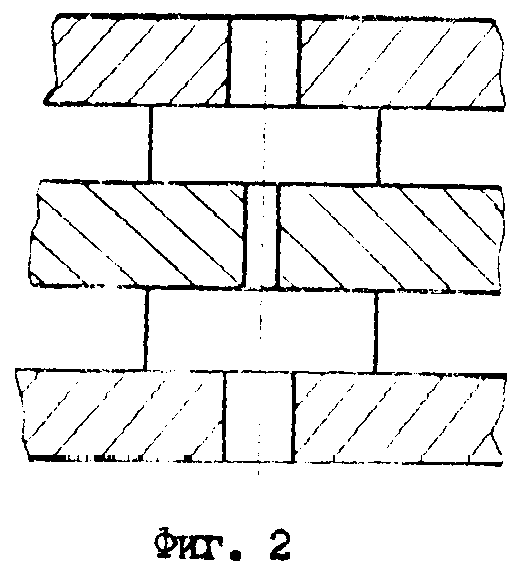
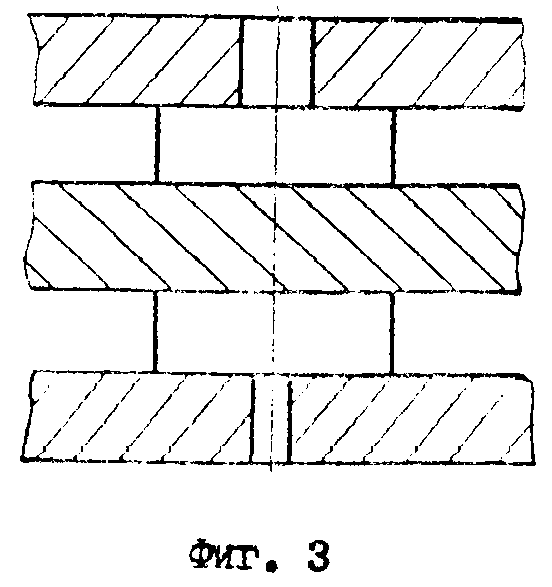
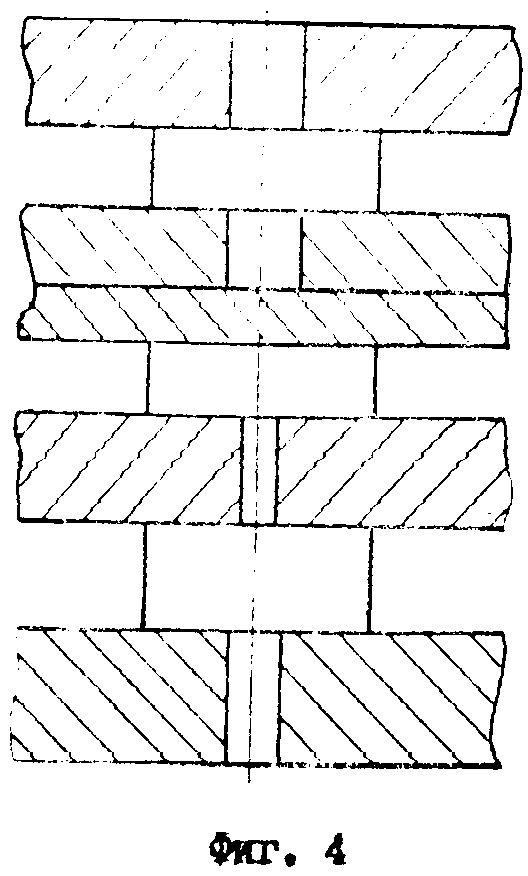
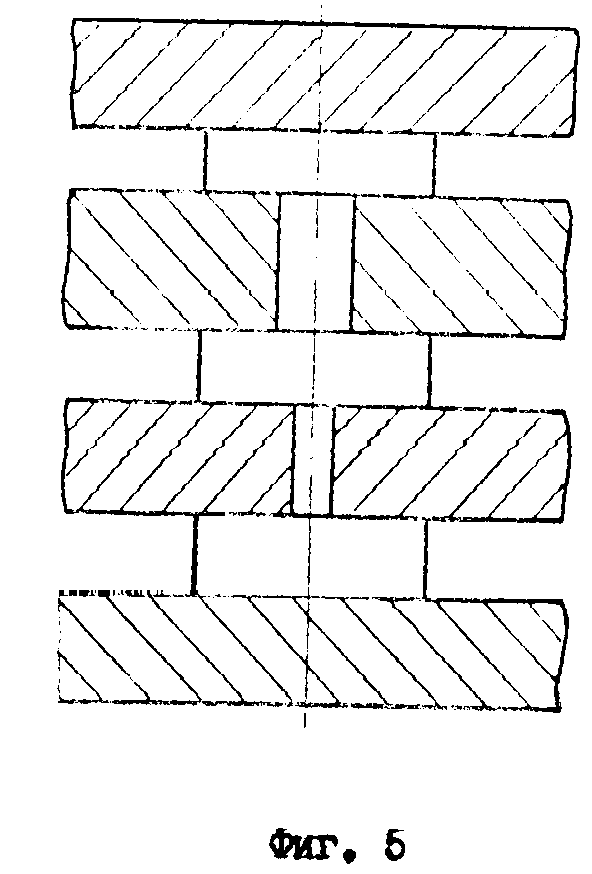
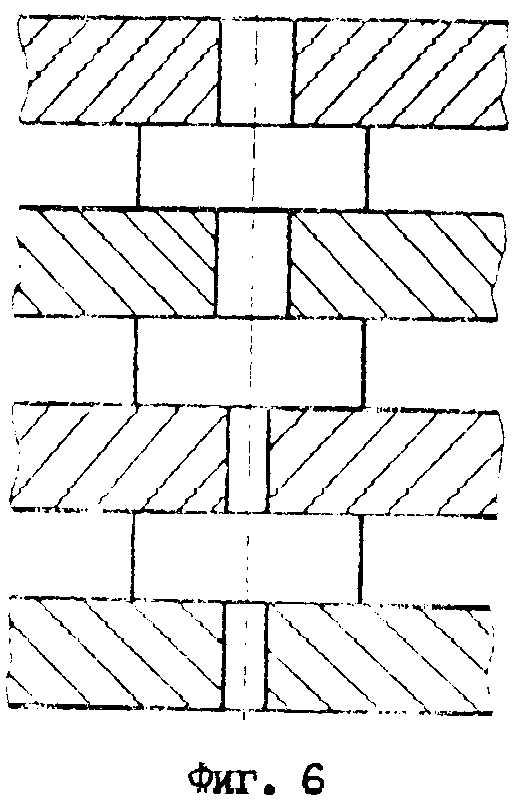
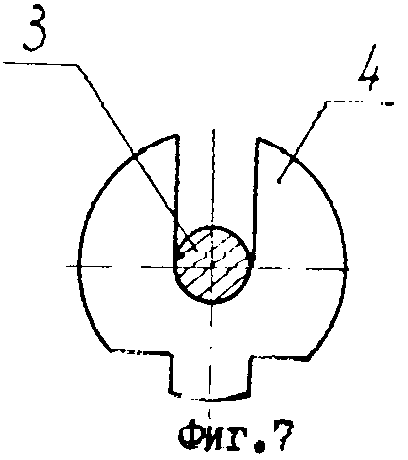
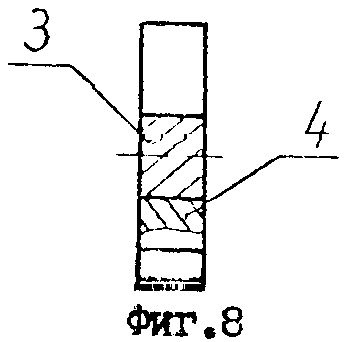
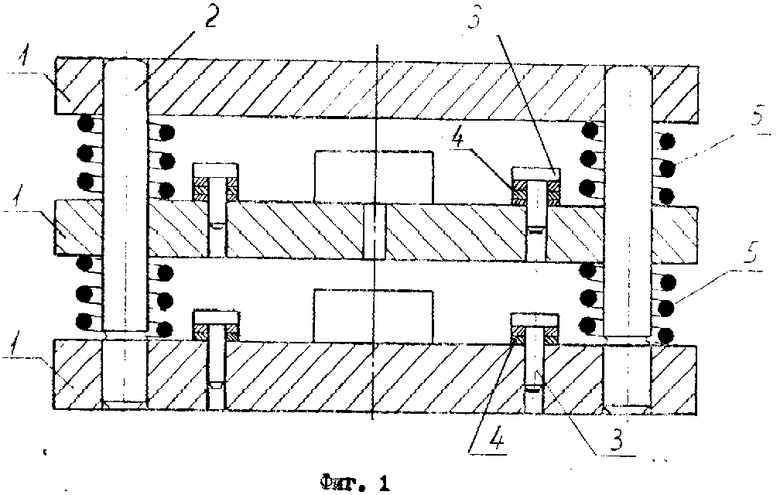
На фиг. 1 представлен вариант получения двух одинаковых односторонних деталей тремя плитами; на фиг. 2 - вариант получения двух одинаковых двухсторонних деталей тремя плитами; на фиг. 3 - вариант получения двух различных односторонних деталей; на фиг. 4 - вариант получения трех различных деталей четырьмя плитами; на фиг. 5 - вариант получения другой группы трех различных деталей четырьмя плитами; на фиг. 6 - вариант получения трех деталей; из которых две одинаковые, четырьмя плитами (под одинаковыми подразумевается конфигурация формы, в основе которой лежит размер выступа по ширине. Толщина полотна достигается дифференциацией степени осадки между каждой парой плит. Высота выступа получается за счет степени деформации относительных размеров заготовки и отношения размеров заготовки к размерам полости плиты); на фиг. 7 - форма ограничителя, план; на фиг. 8 - ограничитель, вид сбоку.
Способ заключается в разграничении степени деформации по высоте на позициях осадки при одном и том же ходе ползуна пресса, т. е. при достижении на одной из позиций осадки требуемой толщины полотна изделий деформирование в этом месте прекращается, в то время как деформирование на других позициях продолжается. Установка заготовок и съем готового изделия проводится независимо позиции от позиции.
Способ осуществляется прекращением сближения плит на позиции осадки, где достигнута требуемая толщина полотна, и дальнейшем сближении плит, где толщина полотна еще не соответствует заданной, при движении всей системы по направлению приложения нагрузки. При реализации способа возможно изготовление как из одноименного материала, так и из различных марок материала.
Устройство состоит из осаживающих плит 1, направляющих элементов 2, жестких элементов 3 со сменными ограничителями 4 и упругих элементов 5.
Устройство работает следующим образом.
Устройство перед работой и в процессе работы является всегда собранным. На направляющие элементы надеты соответствующие изготавливаемым изделием плиты и между ними установлены упругие элементы. Установленные на плитах жесткие элементы отрегулированы на соответствующую высоту с помощью набора сменных ограничителей. На каждую позицию устанавливается заготовка. При ходе ползуна пресса вниз движутся вниз все плиты, кроме нижней, при этом сжимаются упругие элементы. Когда все плиты коснутся верхней плоскости всех заготовок, начинается осадка (в данном случае с затеканием в полости плит). На той позиции, где достигнута необходимая толщина пластина изделия, верхняя из этой пары плит упирается в жесткий элемент. Осадка в этом месте прекращается и данная позиция движется вниз как одна осаживающая плита. Деформация в других местах продолжается.
Во время всего процесса деформирования упругие элементы сжимаются. Ход вниз прекращается при достижении требуемой толщины полотна изделия на всех позициях. По окончании осадки при движении ползуна пресса вверх отходят вверх все плиты, кроме нижней. С помощью упругих элементов между плитами устанавливается расстояние, достаточное для извлечения изделий на каждой позиции независимо от другой. После извлечения изделий снова устанавливаются заготовки, процесс повторяется.
П р и м е р. Изготавливаются две одинаковые по форме детали согласно схемы фиг. 2 из одноименного материала. Размеры верхней и нижней плит (а соответственно поперечные размеры выступов деталей) составляют 8 мм, средней 4 мм. Верхняя: толщина полотна Н = 7 мм, высота верхнего широкого выступа hш = 4 мм, высота нижнего узкого выступа hу = 2 мм (общая высота детали Нк = 13 мм), ширина В = 30 мм. Исходя из анализа процесса осадки с затеканием в полости такая детали может быть получена из заготовки Во х Но = 16 х 16 мм. Заготовка относится к разряду высоких и общая высота детали вследствие возможности интенсивного вытекания к периферии после осадки будет меньше высоты заготовки.
Абсолютная степень деформации по высоте ΔН = 9 мм. Нижняя: толщина полотна Н = 5 мм, высота верхнего узкого выступа hу = 4 мм, высота нижнего широкого выступа hш = 7 мм (общая высота детали Нк = 16 мм), ширина В = 60 мм. Исходя из анализа процесса осадки с затеканием в полости такая деталь может быть получена из заготовки Вох х Но = 31 х 12 мм. Заготовка относится к разряду низких и общая высота детали вследствие возможности интенсивного затекания в полости после осадки будет больше высоты заготовки. Абсолютная степень деформации по высоте ΔН = 7 мм.
В данном случае для достижения требуемой толщины полотна детали в процессе осадки осуществляют неодинаковую степень деформации по высоте при непрерывном одинаковом воздействии усилия на обе заготовки. При движении ползуна вниз после касания плитами заготовки рабочий ход равен 9 мм, в это время верхняя заготовка осаживается на 9 мм, нижняя - на 7 мм.
После достижения на нижней позиции требуемой толщины полотна изделия 5 мм осадку здесь прекращают. Это достигается установкой на нижней плите этой позиции жестких элементов высотой 5 мм. Дальше эта позиция является неподвижной плитой для верхней позиции, на которой осадка продолжается.
После достижения на верхней позиции требуемой толщины полотна изделия 7 мм весь процесс осадки прекращается остановкой движения ползуна пресса вниз. Если пресс не имеет жесткого хода, то на верхней позиции устанавливают жесткие элементы высотой 7 мм. Упругие элементы имеют высоту, превышающую общую высоту изделия и заготовки на позиции. Так в данном случае сверху и снизу, как частный случай, они превышают размер 16 мм и для лучшего манипулирования между плитами назначены одинаковыми высотой 30 мм. В исходном положении плиты устройства разжаты, в это время устанавливаются заготовки. После завершения рабочего хода и подъема вверх подвижной части оборудования устройство снова возвращается в исходное положение, в это время извлекаются готовые изделия.
Применение предложенного способа и устройства позволяет увеличить производительность, снизить трудоемкость при установке заготовок и съеме изделий, расширить технологические возможности путем получения разных по размерам и материалам изделий, унифицировать оснастку и тем самым уменьшить ее количество для получения большей номенклатуры. Осадку по предложенному способу с помощью предложенного устройства выполняют на гидравлических и механических прессах. При использовании гидравлического пресса движение вниз его ползуна останавливается по окончании процесса осадки. При использовании механического пресса (например, кривошипного) с жестким ходом ползуна вниз возможная разница между его ходом и суммарной высотой уменьшения заготовок при осадке принимается заготовкой из мягкого металла, установленной на дополнительной технологической позиции. Это дает преимущественно в уменьшении переналадок пресса, связанных с изменением подштампового пространства. (56) Авторское свидетельство СССР N 721217, кл. В 27 J 5/00, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ПОКОВОК ОСАДКОЙ | 1991 |
|
RU2011466C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ОСАДКОЙ | 1992 |
|
RU2006329C1 |
| УСТРОЙСТВО ДЛЯ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2011465C1 |
| Способ получения изделий типа ребристых панелей | 1987 |
|
SU1532173A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Устройство для изготовления полых деталей | 1989 |
|
SU1704896A1 |
| Способ изготовления металлических изделий | 1976 |
|
SU721217A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
Сущность изобретения: способ изготовления изделий осадкой предусматривает осадку заготовок, уложенных стопкой между осаживающими плитами, имеющими одинаковые или разные по ширине полости. При непрерывном действии нагрузки на всю стопку заготовок на каждой позиции осуществляют выборочную деформацию по высоте. Устройство для осуществления способа снабжено упругими и жесткими элементами, установленными на каждой позиции осадки. Упругие элементы превышают высоту заготовок и общую высоту деталей из этих заготовок, жесткие элементы имеют высоту, равную толщине полотна деталей, и выполняются регулируемыми по высоте с помощью сменных ограничителей. 2 с. п. ф-лы, 8 ил.
