Изобретение относится к обработке металлов давлением, в частности к оборудованию для ковки на основе вертикальных гидравлических прессов, оснащенньпс средствами механизации.
Целью изобретения является повышение производительности за счет сокращения времени на вьтолнение вспомогательных операций и улучшения качества поковок, а также сокращение производственных площадей.
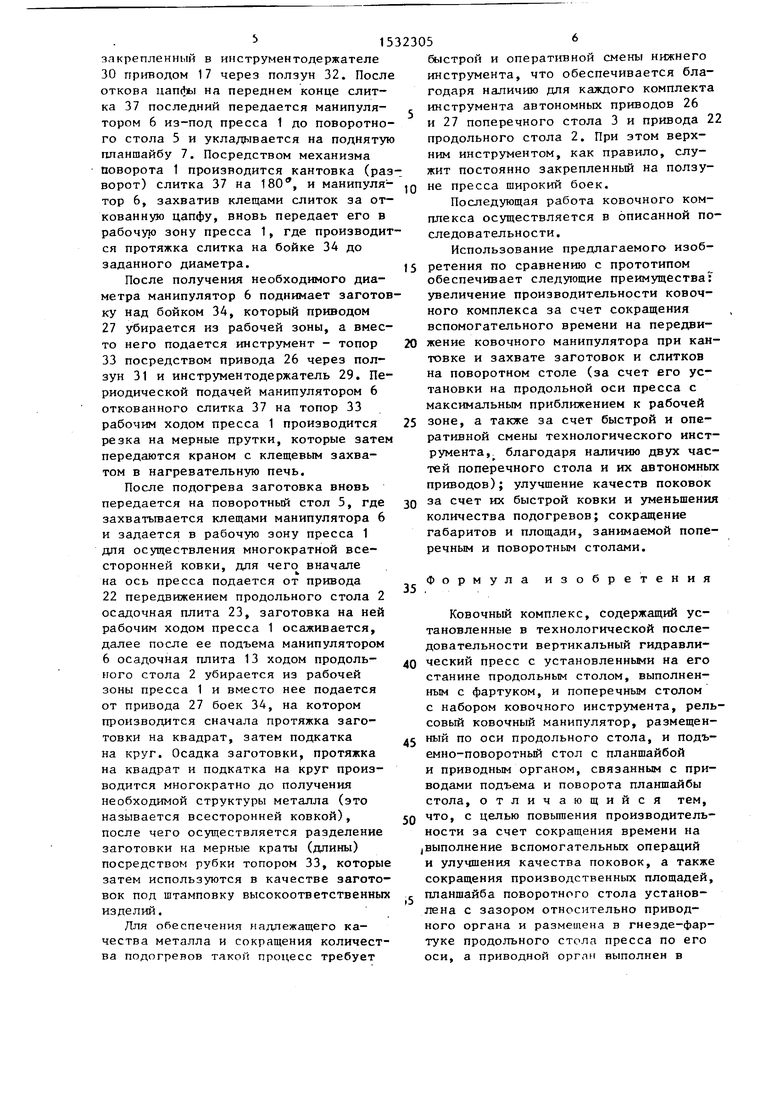
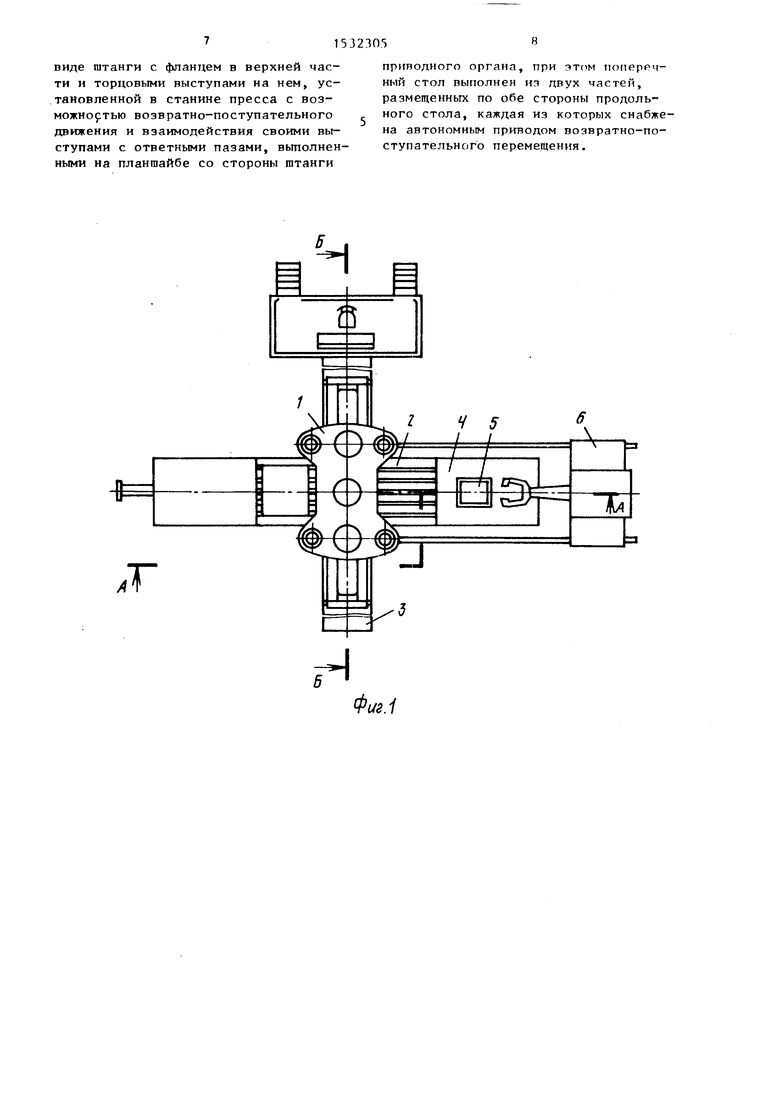
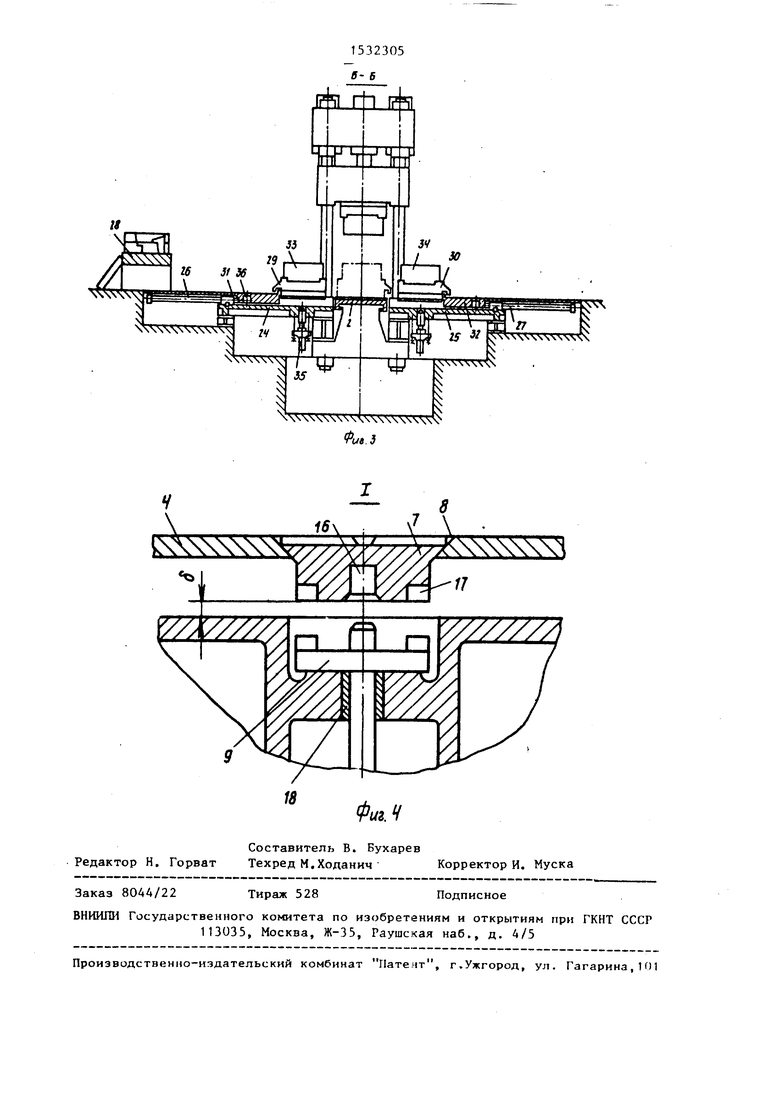
На фиг. 1 показан комплекс, вид в плане;на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел I на фиг.2.
Ковочный комплекс содержит вертикальный гидравлический пресс 1 с продольным 2 и поперечным 3 столами и фартуками 4 продольного стола 2, а также подъемно-поворотный стол 5 и рельсовый ковочный манипулятор 6, установленный с возможностью перемеще- ния по оси продольног о стола 2.
Подъемно-поворотный стол 5 включает планшайбу 7, которая расположена в гнезде 8 фартука 4 по продольной оси пресса 1 со стороны манипулятора 6, и приводной орган 9, связанный с приводом 10 подъема и приводом 11 посл
со
ю
ворота планшайбы 7. Планшайба 7 расположена относительно приводного органа 9 с зазором б (фиг. 2 и 4). Гнездо 8 в фартуке 4 имеет в плане форму прямоугольника (или квадрата) и сопрягается с планшайбой 7 по наклонным поверхностям 12, что обеспечивает центровку планшайбы в исходном положении, исключая самопроизЕол ные повороты ее в горизонтальной и вертикальной плоскостях, что необходимо для обеспечения надежного соединения планшайбы 7 с приводным органом 9, Приводной орган 9 стола выпол нем в виде штанги 13, верхний конец которой снабжен выступами 14 и 15, взаимодействующими при работе с ответными впадинами 16 и 17 с нижней стороны планшайбы 7. При сопряжении выступа 15 с впадиной 16 обеспечивается центровка штанги 13 с планшайбой 7, а сопряженные выступы 14 с впадинами 17 обеспечивают передачу крутящего момента от привода 11 по- ворота через шлицы штанги 13 к планшайбе 7. Сама штанга 13 центрируется в направляющей 18 боковой части (про ставки) 19 нижней поперечины 20 пресса 1 .
Нижняя поперечина 20 пресса 1 имеет с противоположной стороны вторую боковую часть (проставку) 21. Обе боковые части - 19 и 21 - служат в качестве опоры и направляющих продольного стола 2 при выдвижении его из- под пресса в ту или другую сторону, при этом фартуки 4 служат для защиты направляющих стола от попадания на них окалины и посторонних предметов. Передвижение продольного стола 2 осуществляется от привода 22. На боковой части 21 поперечины 20 пресса 1 со смещением от его поперечной оси установлена осадочная плита 23.
Таким образом, оснащение поперечины 20 пресса 1 двумя боковыми частями (проставками) 19 и 21, на одной из которых размещены подъемно-поворотный стол 5 с раздельно выполненными планшайбой 7 и приводным органом 9, а на другой - осадочная плита 23, позволяет предельно сократить пробег ковочного манипулятора 6, поскольку стол 5 и плита 23 максимально приближены к центру рабочей зоны пресса 1.
Поперечный стол 3 пресса 1 выполнен из днух частей - передней 24 и
0
5
5
0
задней 25, расположенных по обе стороны продольного стола 2 и снабженных автономными приводами 26 и 27, при этом передняя часть 24 с приводом 26 размещена под площадкой 28 управления ковочным комплексом, что исключает задалживание дополнительных площадей.
На передней 24 и задней 25 частях стола 3 установлены в исходном положении инструментодержатели 29 и 30, которые через ползуны 31 и 32 соединены с передним 26 и задним 27 приводами передвижения. В каждом инстру- ментодержателе закреплен соответствующий инструмент, например, в инстру- ментодержателе 29 - топор 33, а в заднем инструментодержате пе 30 - боек 34. При задвижении левого 33 или правого 34 инструмента под пресс (на ось продольного стола 2) производится его фиксация с помощью фиксаторов 35, взаимодействующих с фиксирующими отверстиями 36 в ползунах 31 и 32 (на фиг. 3), что исключает смещение инструмента от боковых сил вдоль поперечной оси пресса при его работе.
Ковочный комплекс работает в следующей последовательности.
Перед началом работы планшайба 7 поворотного стола 5 посредством привода подъема 10 поднимается над фартуком 4 в верхнее положение. При подъеме верхний конец штанги 13, выбирая зазор б, своими выступами 14 и 15 входит во впадины 16 и 17 планшайбы 7. Нагретый до ковочной температуры в нагревательной печи слиток 37 краном с клещевым захватом передается на планшайбу 7.
Манипулятор 6 своими клещами захватывает слиток (высотная отметка план- шайбы},обеспечивает захват заготовок
и спитков клещами манипулятора и передает его в рабочую зону пресса 1, при этом планшайба 7 приводом 10 опускается в исходное положение, обеспечивая зазор б относительно приводного органа 9, благодаря чему обеспечивается беспрепятственное передвижение продольного стола 2 с фартуками 4 относительно пр1тодов подъема 10 и поворота 11, стационарно закрепленных в боковой части 19 нижней поперечины 20 пресса 1.
И рабочую зону пресса на продольный стол 2 также подается боек 34,
закрепленный в инструментодержателе 30 приводом 17 через ползун 32. Посл откова цапфы на переднем конце слитка 37 последний передается манипулятором 6 из-под пресса 1 до поворотного стола 5 и укладывается на поднятую планшайбу 7. Посредством механизма Поворота 1 производится кантовка (разворот) слитка 37 на 180, и манипулятор 6, захватив клещами слиток за откованную цапфу, вновь передает его в рабочую зону пресса 1, где производится протяжка слитка на бойке 34 до заданного диаметра.
После получения необходимого диаметра манипулятор 6 поднимает заготовку над бойком 34, который приводом 27 убирается из рабочей зоны, а вместо него подается инструмент - топор 33 посредством привода 26 через ползун 31 и инструментодержатель 29. Периодической подачей манипулятором 6 откованного слитка 37 на топор 33 рабочим ходом пресса 1 производится резка на мерные прутки, которые затем передаются краном с клещевым захватом в нагревательную печь.
После подогрева заготовка вновь передается на поворотный стол 5, где захватывается клещами манипулятора 6 и задается в рабочую зону пресса 1 для осуществления многократной всесторонней ковки, для чего вначале на ось пресса подается от привода 22 передвижением продольного стола 2 осадочная плита 23, заготовка на ней рабочим ходом пресса 1 осаживается, далее после ее подъема манипулятором 6 осадочная плита 13 ходом продольного стола 2 убирается из рабочей зоны пресса 1 и вместо нее подается от привода 27 боек 34, на котором производится сначала протяжка заготовки на квадрат, затем подкатка на круг. Осадка заготовки, протяжка на квадрат и подкатка на круг производится многократно до получения необходимой структуры металла (это называется всесторонней ковкой), после чего осуществляется разделение заготовки на мерные краты (длины) посредством рубки топором 33, которые затем используются в качестве заготовок под штамповку высокоответственных изделий.
Для обеспечения надлежащего качества металла и сокращения количества подогревов такой процесс требует
0
5
0
5
0
5
быстрой и оперативной смены нижнего инструмента, что обеспечивается благодаря наличию для каждого комплекта инструмента автономных приводов 26 и 27 поперечного стола 3 и привода 22 продольного стола 2. При этом верхним инструментом, как правило, служит постоянно закрепленный на ползуне пресса широкий боек.
Последующая работа ковочного комплекса осуществляется в описанной последовательности.
Использование предлагаемого изобретения по сравнению с прототипом обеспечивает следующие преимущества: увеличение производительности ковочного комплекса за счет сокращения вспомогательного времени на передвижение ковочного манипулятора при кантовке и захвате заготовок и слитков на поворотном столе (за счет его установки на продольной оси пресса с максимальным приближением к рабочей зоне, а также за счет быстрой и оперативной смены технологического инструмента, благодаря наличию двух частей поперечного стола и их автономных приводов); улучшение качеств поковок за счет их быстрой ковки и уменьшения количества подогревов; сокращение габаритов и площади, занимаемой поперечным и поворотным столами.
Формула изобретения
0
Ковочный комплекс, содержащий установленные в технологической последовательности вертикальный гидравлический пресс с установленными на его станине продольным столом, выполненным с фартуком, и поперечным столом с набором ковочного инструмента, рельсовый ковочный манипулятор, размещен- 5 ный по оси продольного стола, и подъемно-поворотный стол с планшайбой и приводным органом, связанным с приводами подъема и поворота планшайбы стола, отличающийся тем, что, с целью повышения производительности за счет сокращения времени на (Выполнение вспомогательных операций и улучшения качества поковок, а также сокращения производственных площадей, планшайба поворотного стола установлена с зазором относительно приводного органа и размещена в гнезде-фартуке продольного стола пресса по его оси, а приводной оргпн выполнен в
0
виде штанги с фланцем в верхней части и торцовыми выступами на нем, установленной в станине пресса с воз- можно9тью возвратно-поступательного движения и взаимодействия своими выступами с ответными пазами, вьтолнен- ными на планшайбе со стороны штанги
приподного органа, при этом поперечный стол выполнен ия двух частей, размещенных по обе стороны продольного стола, каждая из которых снабжена автономным приводом возвратно-поступательного перемещения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ковочный агрегат | 1980 |
|
SU889483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Ковочный комплекс | 1991 |
|
SU1787639A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Комплекс для обработки заготовок | 1989 |
|
SU1731371A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| КОВОЧНЫЙ КОМПЛЕКС | 2003 |
|
RU2243056C1 |
| Гидравлический пресс | 1981 |
|
SU1004154A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Инструментальный манипулятор | 1984 |
|
SU1202684A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для ковки на основе вертикальных гидравлических прессов, оснащенных средствами механизации. Цель изобретения - повышение производительности за счет сокращения времени на выполнение вспомогательных операций и улучшения качества поковок, а также сокращение производственных площадей. Ковочный комплекс содержит вертикальный гидравлический пресс с продольным и поперечным столами, ковочный манипулятор и подъемно-поворотный стол с планшайбой и приводным органом. Приводной орган поворотного стола выполнен в виде штанги, установленной с возможностью возвратно-поступательного движения. В процессе работы штанга своими выступами взаимодействует с ответными пазами, выполненными на планшайбе, обеспечивая тем самым возможность подъема и поворота стола. Взаимодействием всех составных частей ковочного комплекса достигается увеличение производительности и улучшение качества поковок. 4 ил.
п
и
Фиг.1
I
«VI
§
Редактор Н, Горват
Фиг. Ч
Составитель В. Бухарев Техред М.Ходанич
Заказ 8044/22
Тираж 528
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор И. Муска
Подписное
