(21)4765429/27
(22)08.12.89
(46) 15.09.92. Бюл. W 34
(71)Научно-производственное объединение по технологии машиностроения ЦНИИТМАШ
(72)А.К.Онищенко,- В.Л.Боголепов, И.П.Селиверстова, Р.С.Гасанов, В.П.Быков, А.Н.Анохин, Л.П.Белова, Э.Ю.Колпишон и В.Н.Звонарев
(56)Орхименко Я.М. Технология куз- нечно-штамповочного производства. М.: Машиностроение, 1966, с. 171, рис.85.
(54) ЦИЛИНДРИЧЕСКАЯ ПЛИТА ДЛЯ ОСАДКИ
(57)Использование: изобретение относится к обработке металлов Давлением, к кузнечному инструменту, может
быть использовано приковке на прессах и молотах, преимущественно сверхкруп- ных дисков для роторов турбин с отношением диаметре к высоте больше 2. Сущность изобретения: цилиндрическая осадочная плита с рабочей поверхностью, выполненной с двумя симметричными относительно центральной оси плиты секторными выступами с центральным углом при вершине каждого в интервалах 30-150 . При этом впадины между секторными выступами ограничены в центральной зоне плиты частями цилиндрических поверхностей. Кроме этого поверхности секторных выступов выполнены наклонными к центральной оси плиты под одинаковыми по величине, но противоположными по направлению углами. 2 з.п. ф-лы, 4 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КРУПНОГАБАРИТНЫХ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2024 |
|
RU2830295C1 |
| Способ ковки поковок | 1988 |
|
SU1608005A1 |
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| Кузнечный инструмент | 1981 |
|
SU1017427A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Способ деформирования слитков | 1980 |
|
SU963659A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК | 2007 |
|
RU2358826C2 |

Изобретение относится к ОМД, а именно к кузнечному инструменту, и может быть использовано при ковке заготовок на прессах и молотах.
Целью изобретения является снижение энергоемкости процесса за счет снижения усилия деформирования и повышения качества поковок за счет интенсивной проработки структуры их материала и повышения точности их геометрических размеров,преимущественно сверхкрупных дисков для роторов турбин с отношением диаметра к высоте больше 2.
Цель достигается тем, что на рабочей поверхности выполнены два плост, ких секторных выступа, расположенных симметрично относительно центральной оси плиты, причем, центральный угол
при вершине каждого выступа равен 30...150.
При этом впадины, расположенные между секторными выступами, ограничены в центральной зоне плиты частями цилиндрических поверхностей. .
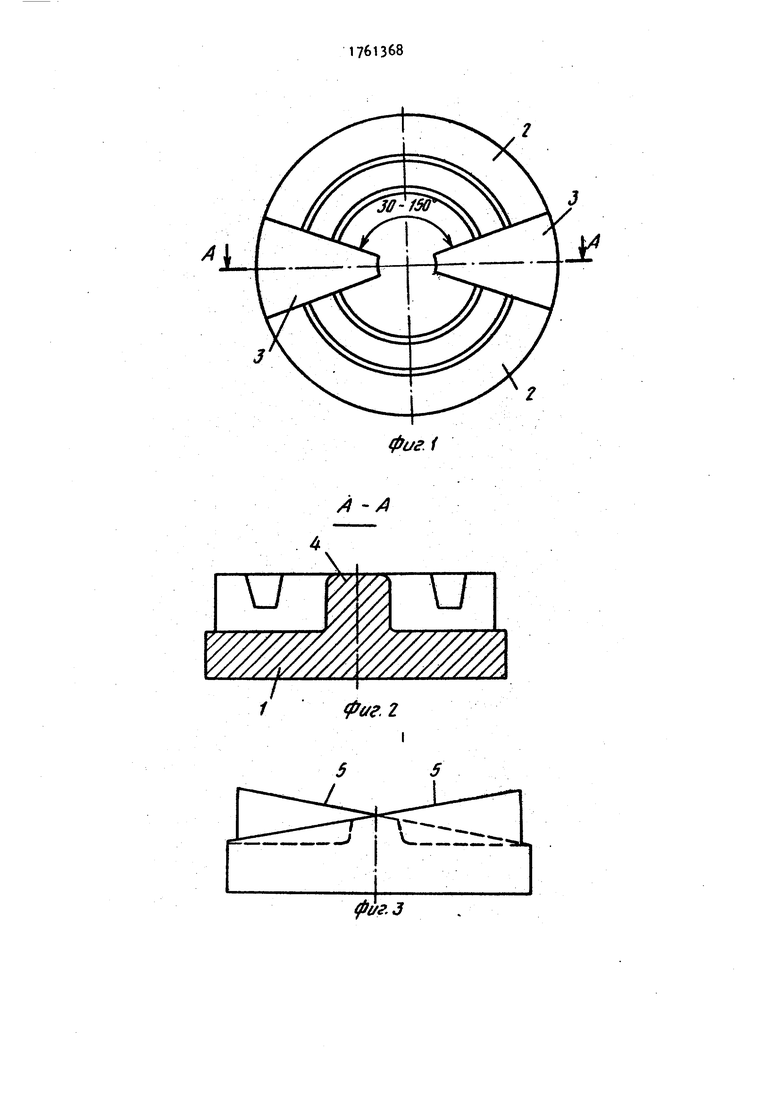
Кроме того, плоскости секторных - выступов наклонены к центральной оси плиты под одинаковыми по величине, но противоположными по направлению углами,,
На фиг. 1 показана плита для осадки, вид в плане; на фиг. 2 - плита для осадки, разрез А-А на фиг„ 1; на фиг. 3 - плита для осадки с параллельными выступами; на фиг. 4 - график зависимости усилия осадки от величины центрального угла выступа плиты.
XI
О
00
о
00
Плита имеет основание 1, соответственно, два симметричных относительно центральной оси плиты секторных выступа 2 и две впадины 3. Центры ограничены частью цилиндрической поверхности А. При выполнении плиты по п. 3 поверхности выступов наклонены к оси плиты под одним углом, но в противоположных направлениях 5.
Цилиндрическая плита для осадки работает следующим образом. Заготовку устанавливают вертикально на нижнюю плиту пресса. (Затем на верхний торец заготовки накладывают плиту фиг. 1 и осуществляют осадку частей заготовки в местах расположения выступов. Затем пресс останавливают, поднимают верхнюю траверсу и производят подъем и поворот плиты до перекрытия ее выступами 2 выступов, образовавшихся на верхнем торце заготовки. После чего осуществляют второй ход пресса и осаживают два других участка заготовки,
Последовательным чередованием таких операций осуществляЪт осадку до окончательных размеров поковки
В случае плиты с наклонными поверхностями выступов окончательное выравнивание торцов осуществляют плокой осадочной плитой.
Выполнение осадочной плиты с двумя симметричными секторными выступамине
зволяет снизить усилие деформирования при осадке на 30-60%. Ограничение впадин частью цилиндрической поверхности в центральной зоне позволяет повысить износостойкость и жесткость профиля рабочей поверхности. Радиус образующей цилиндрической поверхности выбирают не менее 1/2 толщины полотна диска в центре поковки с тем, чтобы при осадке-штамповке происходила проковка металла по всей толщи не.
Выполнение выступов с наклонными рабочими Поверхностями позволяет провести более интенсивную проковку металла путем создания дополнительного сдвига в очаге деформации.
с центральным углом при верши- каждого в интервалах 30-050° по
10
15
20
25
0
61368а
Полученные экспериментальные данные при осадке заготовок на плитах с двумя симметричными друг относительно друга сектбрными выступами показывают, что при угле у вершины менее 30е происходит не формообразование, а резка-рубка металла.
При угле более 150 снижение усилия осадки незначительно.
Использование осадочной плиты с секторными выступами позволяет не только снизить усилие деформирования более, чем в 2 раза, что ведет к снижению энергоемкости процесса, но и повысить качество получаемых поковок за счет интенсивной проработки структуры и повышения точности геометрических размеров путем исключения бочки и обеспечения параллельности
35
40
45
50
торцов осаженной заготовки.
гФ о о м у л а изобретения
j -/
фиг.1
0,0
30 60 90 120 150 ,град.
Фи&4
