Изобретение относится к порошковой металлургии, а именно, к устройствам для заполнения полости пресс-формы порошком, преимущественно при прессоПанин фигурных изделий с полостью. ,
Известен порошковьй питатель, содержаищй питающий узел, кассету и привод 1.
Недостатком этого устройства является неприспособленность к стапкива- Q нию спрессованных деталей сложной формы, что обусловлено невозможностью перемещения кассеты над выступающими выще поверхности матрицы частями прессового инструмента.,5
Наиболее бхшзким к предлагаемому по технической сущности и достигаемому результату является устройство для заполнения пресс-формы порошком. содержащее патрубок для подачи поро ка и подвижную кассету с перемещающей задвижкой С21 . Недостатком известного устройств является наличие большого количеств брака, образующегося при удалении (сталкивании) .изделий сложной фигур ной формы из зоны прессования. Это объясняется тем, что при ста кивании изделий кассетой или задвиж кой, последние воздействуют не на в поверхность изделия, а лишь на част ее (главным образом, верхнюю ), В свя с н.аличием сил трения между поверхностью изделия и прессовым инстру ментом возникает опрокидывающий момент, ведущий к перекосу изделия. Вследствие перекоса под воздействи, ем прилагаемой нагрузки удаляемое изделие подвергается частичному раз рушению. Цель изобретения снижение брака отпрессованных изделий. Указанная цель достигается тем, что устройство для заполнения пресс формы порошком, преимущественно при прессовании фигурных изделий с полостью, содержащее патрубок для подачи порошка и подвижную кассету с перемещающейся задвижкой, снабжено установленным на кассете упором со сквозной полостью и направляющим . пазом, причем рабочая поверхность упора выполнена соответствующей бок вой поверхности изделия, а полость соответствующей внутренней поверхности изделия, при этом задвижка размещена в пазу. На фиг.1 представлено устройство в режиме засьтки порошка в полость пресс-формы, общий вид; на фиг.2 сечение плоскостью А-А на фиг.1; на фиг.З - устройство в режиме сталкивания спрессованной детали из зоны прессования; на фиг,4 сечение плоскостью Б-Б на фиг.З.
Устройство для заполнения прессформы содержит подвижную кассету- 1, в которую введен патрубок 2 с гибким шлангом 3 для подачи порошка. На передней стенке кассеты 1 жестко закреплен упор 4 с направляющим па- . зом 5, в котором расположена задвижка 6, перемещающаяся под действием кулачкового привода (не показан). Рабочая поверхность 7 упора 4 выполнена по форме контура спрессованного изделия, причем в нижней части поверхности 7 вьшолнены вертикальные проемы 8, размеры которых соответствуют размерам выступающих частей нижнего прессового инструмента. Устройство установлено на матричной плите 9. В нее входят матрица 10 и нижний прессовый инструмент I1. Устройство работает следующим образом. Кассета 1, заполненная порошком через патрубок 2 и пшанг 3, перемещается вперед по матричной плите 9, в результате чего порошок засыпается в полость матрищ) 10. Задвижка 6 перемещается при этом под действием привода по направляющему пазу 5 вверх и просыпавшийся ранее на плиту 9 порошок поступает в кассету 1 через щель в ее передней стенке. Затем кассета 1 отводится назад, при этом задвижка 6 опускается по пазу 5 вниз перекрывая зазор. После этого происходит уплотнение порошка прессовым инструментом. По окончании цикла прессования спрессованное изделие выталкивается из полости матрицы 10 нижним прессовым инструментом 11, который выступает над плоскостью матрицы 10. При ходе кассеты 1 вперед рабочая поверхность 7 упора 4 воздействует на спрессованное изделие, сталкивая его с в 1ступающих частей нижнего прессового инструмента 11. Благодаря тому, что поверхность 7 упора 4 вьшолнена по форме контура спрессованного изделия, усилие, прилагаемое к последнему-, распределяется равномерно, т.е. при удалении изделия отсутствует опрокидывающий момент, ведущий к его перекосу и разрушению. При дальнейшем ходе кассеты 1 вперед выступающие части инструмента 11 проходят в вертикальные проемы 8 поверхности 7 упора 4 и в зазор, образуемый поднятой задвижкой 6. Таким образом, устройство обеспечивает снижение брака прессовок, поскольку выполнение-вертикальных проемов 8 позволяет избежать контакта выступающих частей нижнего инстру мента II с поверхностью 7 и устраняет вертикальный люфт, который при101 водит к перекосу и разрушению спрессованного изделия, Далее цикл повторяется. Благодаря предлагаемому вьтолнению устройства достигается удаление изделий сложной фигурной формы из зоны прессования без их разрушения. Брак по перекосам при этом снижается с 4-5% практически до нуля. Экономический эффект при использовании изобретения составляет 25 тыс, руб.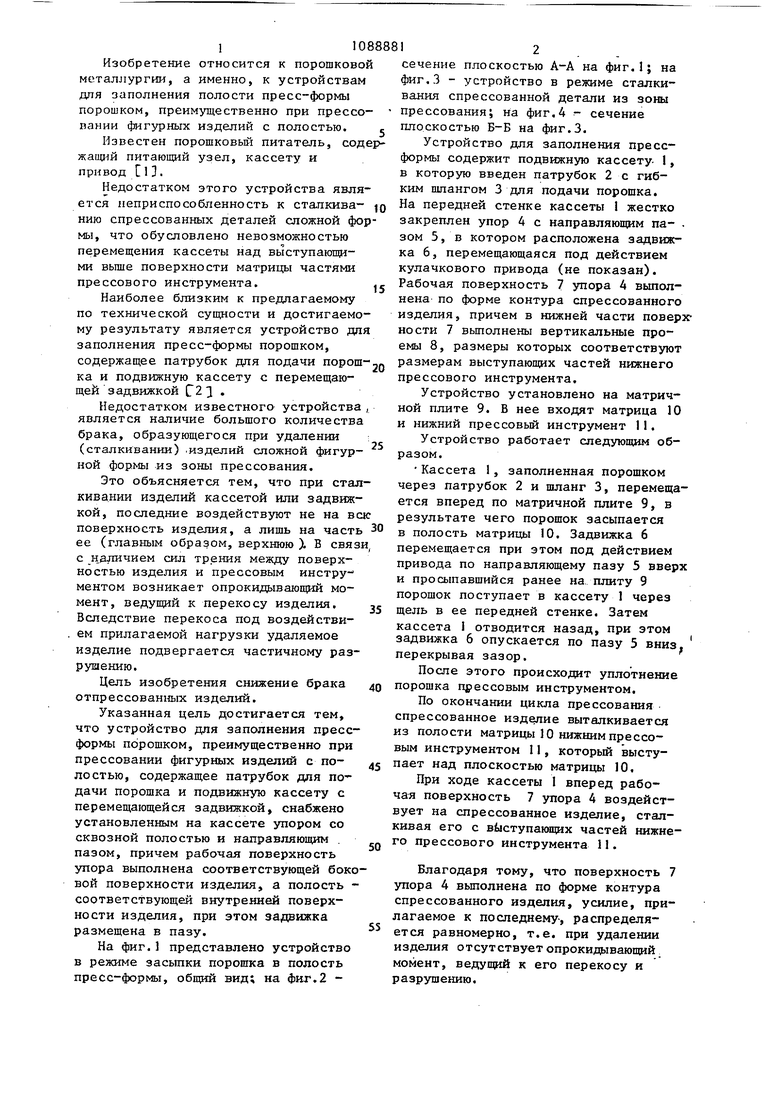

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заполнения пресс-формы порошком | 1987 |
|
SU1423279A1 |
| Питатель пресса для прессования изделий из металлических порошков | 1981 |
|
SU1002091A1 |
| Устройство для снятия прессовки с матрицы | 1986 |
|
SU1315345A1 |
| Пресс-форма для прессования заготовок из порошка | 1982 |
|
SU1069949A1 |
| Дозатор | 1986 |
|
SU1359071A1 |
| Способ изостатического прессования фасонных изделий из порошков | 1990 |
|
SU1759551A1 |
| Пресс-форма для прессования винтовых режущих пластин из порошка | 1981 |
|
SU986590A1 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1983 |
|
SU1123885A1 |
| Штамп для динамического горячего прессования изделий из порошков | 1982 |
|
SU1026959A1 |
| ПУАНСОН ПРЕССА | 2017 |
|
RU2677523C1 |

УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ПРЕСС-ФОРМЫ ПОРОШКОМ преимущественно при прессовании фигурных изделий с полостью, содержащее патрубок доя подачи порошка и подвижную кассету с перемещающейся задвижкой, о т л ичающееся тем, что, с целью снижения брака отпрессованных изделий, оно снабжено установленным на кассете упором со сквозной полостью и направляющим пазом, причем рабочая поверхность упора выполнена соответствующей боковой поверхности изделия, а полость - соответствующей внутренней поверхности изделия, при этом задвижка размещена в пазу.i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Радомысельский И.Д | |||
| и др | |||
| Пресс-формы для порошковой металлу гии | |||
| Киев,Техника, 1970, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для заполнения прессформы порошком | 1977 |
|
SU645753A1 |
