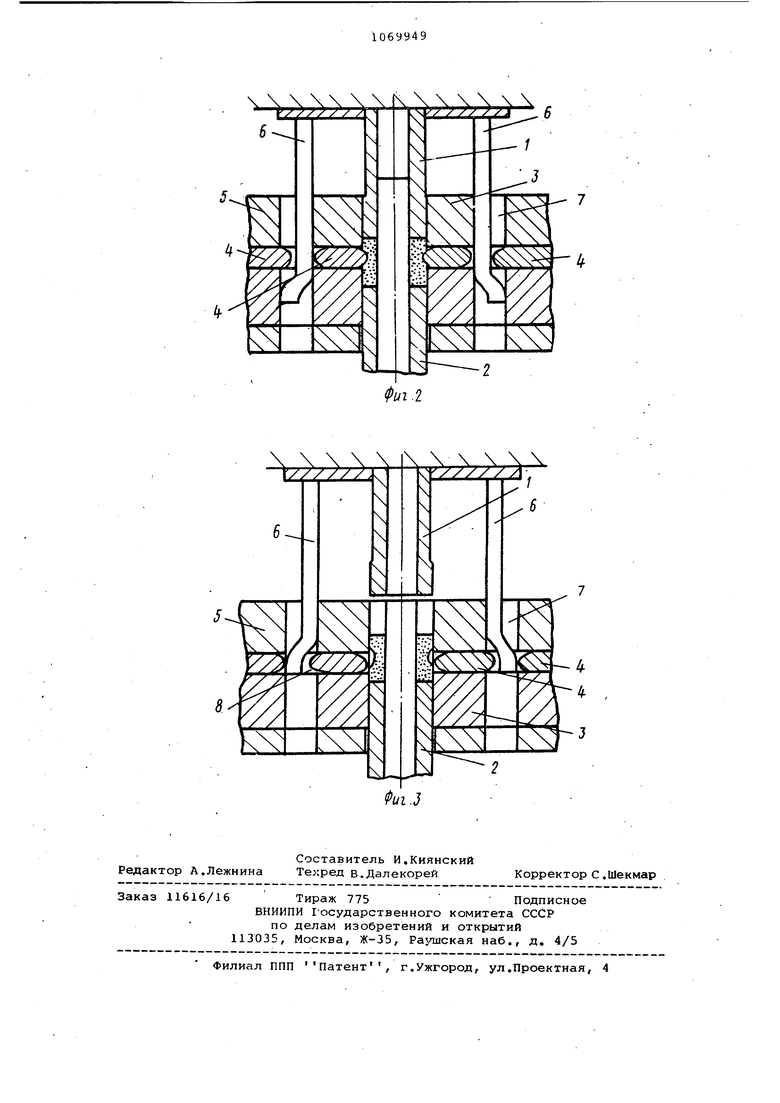
Изобретение относится ,к порошковой металлургии, в частности к прес формам для иэгото ления заготовок сложной формы прессованием порошка. Известна пресс-форма для прессования порошка, включающая верхний и нижний пуансоны, матрицу с установленными в ней вкладышами и матрицедержатель Til. К недостаткам данной пресс-формы относится отсутствие возможности изготовления заготовок с профильными углублениями по наружной поверхности. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является преСс-форма для прессования заготовок из порошка, включающая верхний и нижний пуан соны, матрицу с размещенными в ней вкладышами, матрицедержатель и копиры, взаимодействую1цие с вкладышами t2, К недостаткам данной пресс-формы относится отсутствие возможности изготовления порошковых заготовок с профильными углублениями по наружной поверхности в автоматическом режиме что связано с необходимостью разборки пресс-формы после завершения цикла прессования для удаления вкладышей из тела заготовки. , Цель изобретения - расширение тех нологических возможностей пресс-форм путем изготовления заготовок с профильными углублениями в автоматическом режиме. Для достижения указанной цели в пресс-форме для прессования заготовок из порошка, включающей верхний, и нижний пуансоны, матрицу с размеще ными в ней вкладышами, матрицедержатель и копиры, взаимодействующие с вкладышами, копиры кинематически свя заны с верхним пуансоном, в матрицедержателе выполнены вертикальные кан лы для захождения копиров, .а во вкла дышах - проемы, при этом копиры уста новлены с возможностью взаимодействия с поверхностями проемов. На фиг. 1 схематично показана пресс-форма до начала прессования на фиг. 2 - то же, в момент прессования; на фиг. 3 - то же, в момент выталкивания спрессованной заготовк Пресс-форма для прессования порошков содержит верхний 1 и нижний 2 пуансоны, матрицу 3 с размещенными в ней вкладышами 4, установленными в отверстии матрицы с возможностью радиального перемещения, матрицедержатель 5 и копиры 6, жестко связанные с верхним пуансоном 1. В матрицедержателе 5 выполнены вертикальные каналы 7 для захождения копиров 6, а во вкладышах 4 - проемы 8. Эксплуатация предлагаемой прессформы может быть осуществлена на прессах-автоматах, выполненных с возможностью плавания матрицы. Пресс-форма работает следующим образом. После засыпки порошка в полость матрицы 3 кареткой (не показана) верхний пуансон 1 перемещается вниз, увлекая копиры 6. Копиры 6 проходят через вертикальные каналы 7 матрицедержателЯ 5 сквозь проемы 8 вкладышей 4, воздействуя на них. В результате этого рабочие элементы вкладышей 4 перемещаются в полость матрицы 3. Верхний пуансон 1 уплотняет порошок, вследствие чего матрица 3 с матрицедержателем 5 за счет трения и разности давлений на нижних и верхних поверхностях вкладышей 4 перемещается вниз, навстречу нижнему пуансону 2. Это обеспечивает равномерное уплотнение порошка снизу и сверху относительно углублений на боковой поверхности деталей, а также позволяет обеспечить именно в боковых вкладышах 4 минимальные срезающие и изгибающие напряжения. Пуансоны 1 и 2 и вкладыши 4 уплотняют порошок, придавая заготовке требуемую конфигурацию . По окончании прессования верхний пуансон 1 перемещается вверх, увлекая копиры 6, которые, проходя через npoeNM 8 вкладышей 4, перемещают последние из зоны прессования. После этого нижний пуансон 2 перемещается вверх, выталкивая заготовку из матрицы 3. Далее цикл повторяется. Применение предлагаемой прессформы позволяет автоматизировать процесс изготовления порошковых деталей с профильными углублениями по наружной поверхности.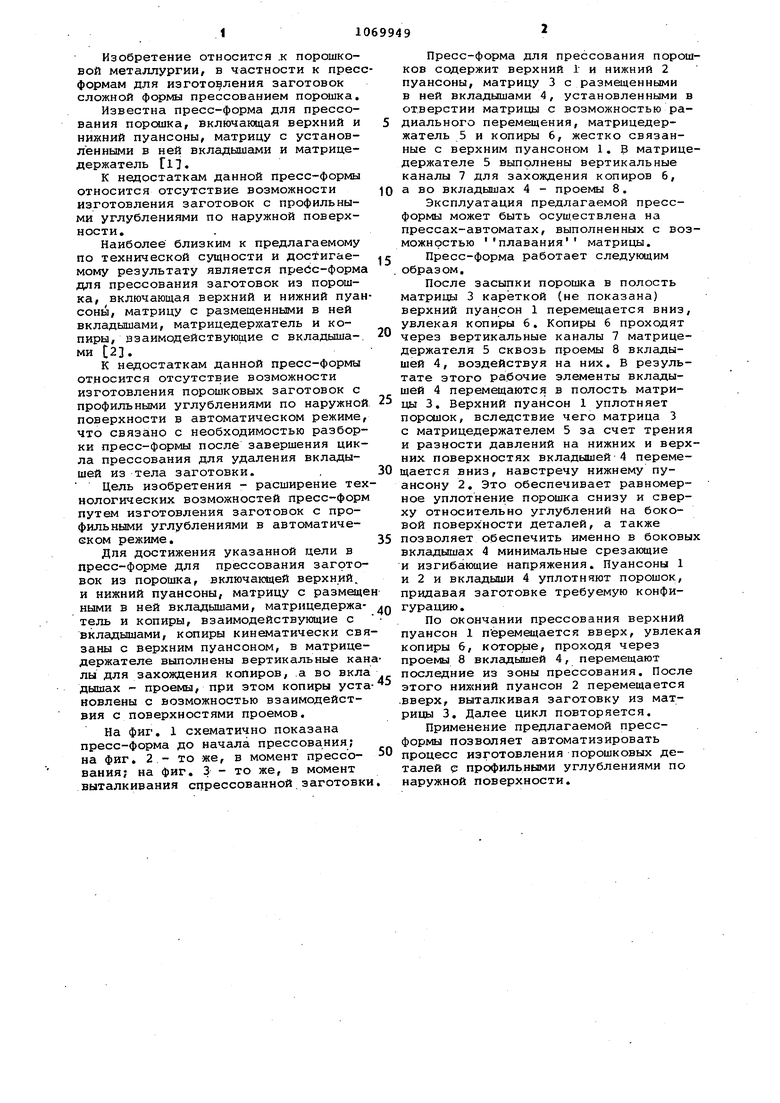
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошка | 1987 |
|
SU1423286A1 |
| Пресс-форма для прессования порошков | 1979 |
|
SU816693A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| Пресс-форма для прессования порошков | 1982 |
|
SU1044429A1 |
| Пресс-форма для прессования металлических порошков | 1979 |
|
SU863179A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ НЕФОРМУЮЩЕГОСЯ ПОРОШКА КАРБИДОСТАЛИ В ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369465C2 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК ЩЕТОК ЭЛЕКТРОМАШИН ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ УГЛЕРОДА И МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2510309C1 |
| Пресс-форма для двухстороннего прессования изделий сложной формы из порошков | 1978 |
|
SU685437A1 |
| Пресс-форма для прессования из порошка изделий с отверстием | 1984 |
|
SU1148708A1 |
| Пресс-форма для прессования изделий из порошковых корундомуллитовых смесей с профильными углублениями на боковых поверхностях | 2020 |
|
RU2761899C1 |
ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ИЗ ПОРОШКА, включающая верхний и нижний пуансоны, матрицу с размещенными в ней вкладышэми,матрицедержатель и копиры, взаимодействующие с вкладьлшами, о т л и ч а ющ а я с я тем, что, с Целью расширения ее технологических возможностей путем изготовления заготовок с профильными углублениями в автоматическом режиме, копиры кинематически связаны с верхним пуансоном, в матрицедержателе выполнены вертикальные каналы для захождения копиров, а во вкладышах - проема, при этом копиры установлены с возможностью взаимодействия с поверхностями проемов. V 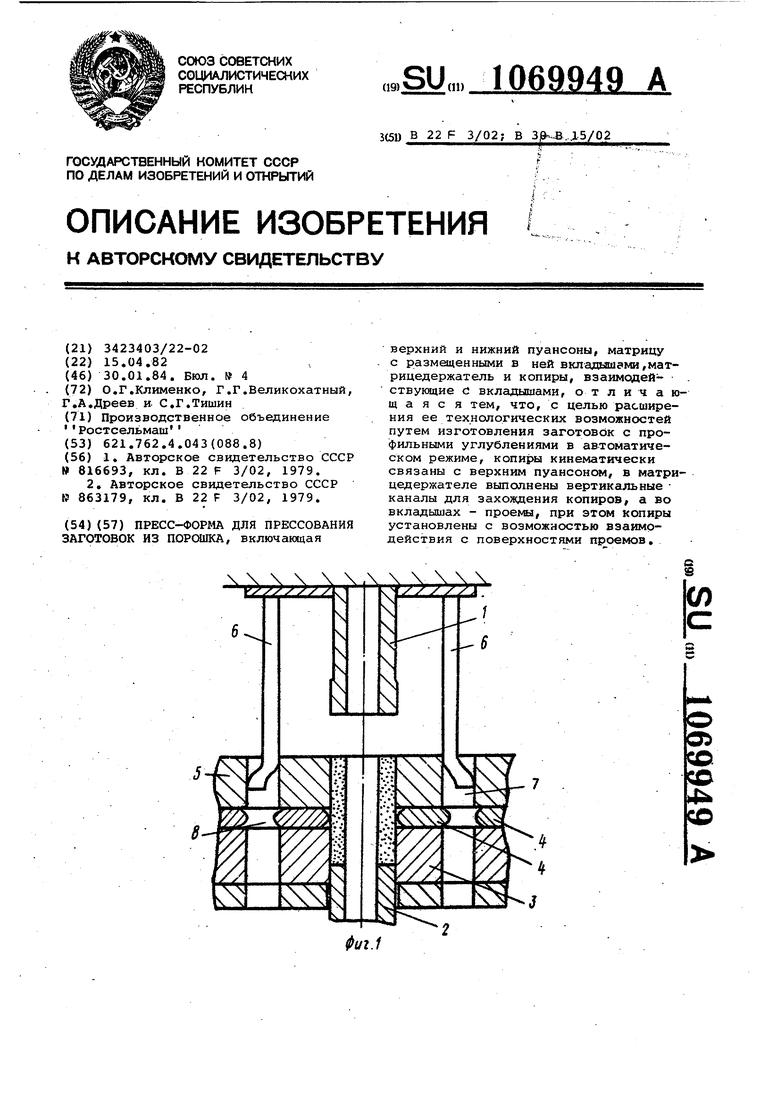
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс-форма для прессования порошков | 1979 |
|
SU816693A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
