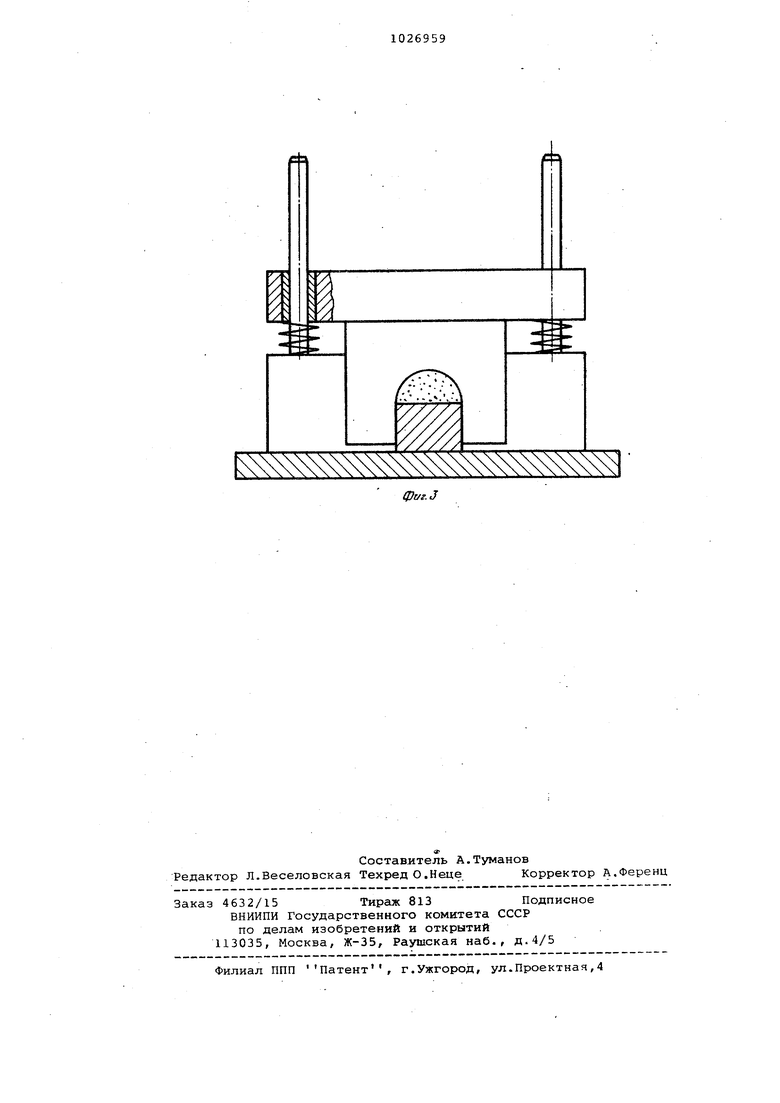
Изобретение относитсТя к области порошковой металлургии, а именно к устройствам для изготовления из металлических порошков методом динамического горячего прессования. Известен штамп для динамического горячего прессования, состоящий из корпуса, матрицы, пуансона, нижней и верхней плит, стержня и направляющих 1 . Недостатком з,анной конструкции является то, что спрессованные изделия, имеющие сложную форму, не извле каются вместе со стержнем из полости матрицы и удалять их из штампа необходимо вручную. Наиболее близким.к предложенному по технической сущности и достигаемо му эффекту является штамп для динамического горячего прессования изделий из порошков у содержащий закрытую матрицу, пуансон, верхнюю и нижнюю плиты, направляющие колонки 2 . Однако такой штамп имеет сложную конструкцию, кроме того, в нем отсу ствует возможность удаления из матр цы остатков ж-идкости, вводимой для смазки и охлаждения штампового инст румента, поскольку днище матрицы за рыто выталкивателем и стержнем, что уменьшает надежность его рабожы Целью изобретения является упроще ние конструкции и повышение надежности работы шпгампа для динамического горячего прессования изделий из (порошков, Поставленная цель достигается тем, что в штампе для динамического горячего прессования изделий из порошков, содержащем матрицу, пуансон, верхнюю и нижнюю плиты и направляющи колонки, матрица выполнена с открыты ми боковыми сторонами, а пуансон выполнен с выступами для закрытия боковых сторон матрицы рри прессова нии. На фиг.1 изображен штамп для динамического горячего прессования в исходном положении, на фиг. 2 разрез А-А на фиг,1, на фиг.3 - стадия окончания формования детали.. Шта1мп ,цля динамического горячего прессования содержит верхнюю 1 и нижнюю 2 плиты, в которых соответственно закреплены пуансон 3 и лгатрица 4, имеющая открытые боковые стороны. Верхняя плита перемещается по направляющим 5 с пружинами б. Штамп работает следующим образом„ Нагретая заготовка 7 с помощью загрузочного устройства (не почазано) устанавливается в полость матрицы 4 через открытие боковые стороны. Затем .включается пресс, и верхняя плита 1 с пуансоном 3 перемещается вниз) при этом выступы пуансона 3 закрывают боковые стороны матрицы и производится формование детали (фиГсЗ); одновременно сжимаются пружины б После формования детали под дей;ствием усилия пружин 6 верхняя плита 1 с пуансоном 3 занимает верхнее, исходное положение. После этого спрессованная деталь удаляется из зоны штампа, производится смазка и охлаждение рабочего штампового инструмента и цикл работы повторяется . Предложенное изобретение позволяет упростить конструкцию штампа путем устранения системы для выталкивания спрессованного изделия из полости матрицы. При этом отпадает необходимость в выталкивателе .с траверсой и тяге с пружинами. Кроме того, открытые боковые стороны матрицы обеспечивают удобство загрузки заготовок ,и выгрузки спрессованных деталей, а также смазки и охлаждения штампового инструмента. Кроме того, в 2-3 рапа повышается стойкость рабочего штампового инструмента в результате применения смазочно-охлаждаквдей жидкости.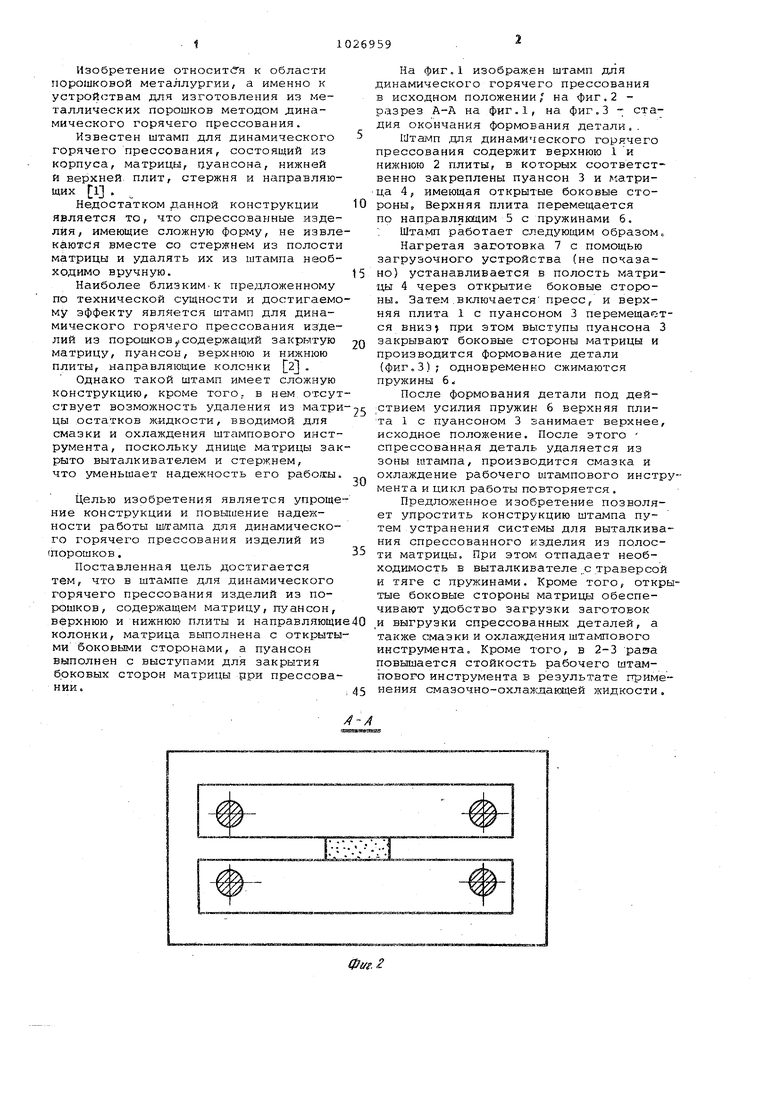
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для динамического горячего прессования спеченных деталей | 1980 |
|
SU908527A1 |
| Устройство для динамического горячего прессования порошков | 1980 |
|
SU880629A1 |
| Штамп для динамического горячего прессования порошка | 1980 |
|
SU969460A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЕНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2526327C1 |
| Высокоскоростной молот для динамического прессования порошков | 1981 |
|
SU1039630A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| Штамп для горячей штамповки порош-КОВыХ зАгОТОВОК | 1979 |
|
SU846108A1 |
| Горизонтальный бесшаботный молот | 1982 |
|
SU1038043A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Штамп для динамического горячего прессования порошковых заготовок | 1984 |
|
SU1163998A1 |
ШТАМП ДЛЯ ДИНАМИЧЕСКОГО ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ, содержащий матрицу, пуансон, верхнюю и нижнюю плиты и направляющие колонки, отличающийс я тем, что,с целью упрощения конструкции и повышения нгщежности в работе,, матрица выполнена с открытыми боковыми сторонами,а пуансон выполнен с выступами для закрытия боковых сторон матрицы при прессовании. л / ю О) ;о СП со 2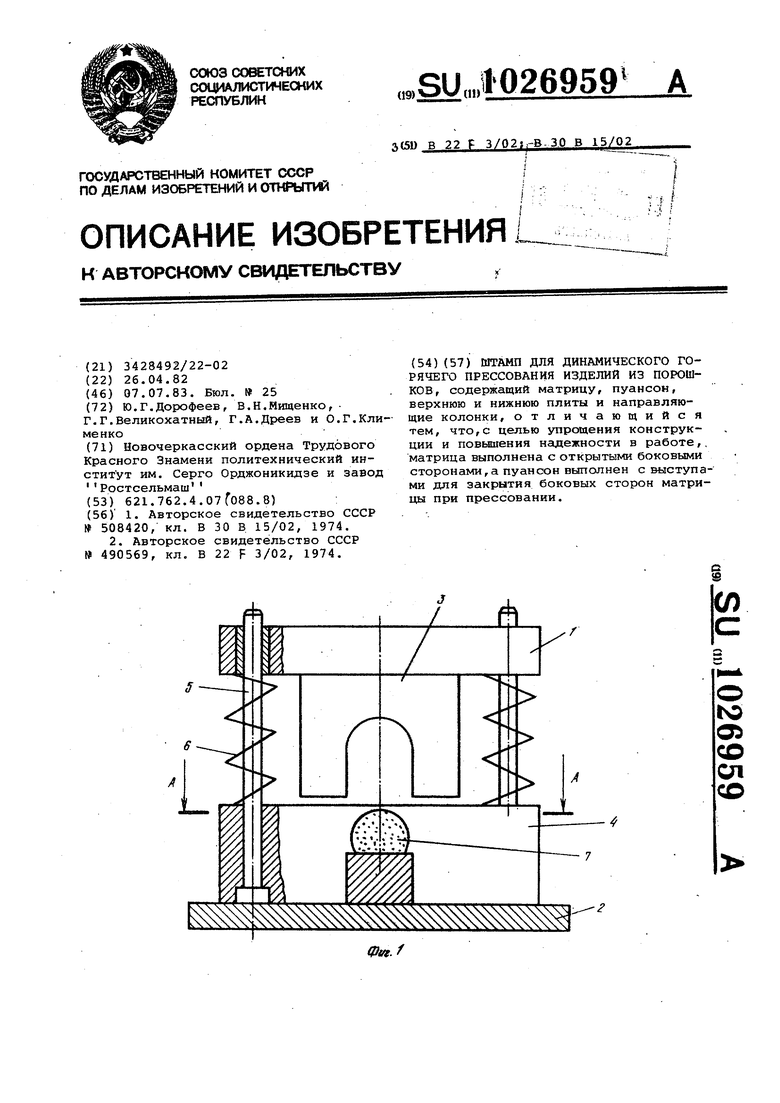
фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для динамического горячегопрессования металлических порошков | 1974 |
|
SU508420A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для динамического горячего прессования порошковых заготовок | 1974 |
|
SU490569A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
