Изобретение относится к деревообработке и может быть использовано в линиях для обработки древесных заготовок, например, на участках авто матической загрузки или параллельно расположенных раскроечных станков. Известно устройство для разделения непрерывно двшкуигихся лессматери алов, содержащее продольный и поперечный конвейеры и устройство для передачи изделий с продольного конвейера на поперечный ij . Однако данное устройство не обеспечивает автоматического разделения движущихся изделий на два поперечных потока. Наиболее близким к изобретению . по технической сущности является устройство для разделения непрерывно движущихся плоских изделий на дй поперечных противоположно направленконвейер с датчиком наличия изделия и поперечные цепные конвейеры 2. Недостатками известного устройства являются низкая производительност из-за отсутствия в системе управления элементов, обеспечивающих автома тическое разделение изделий и выдачи юс на два приемных участка в зависимости от необходимой степени загрузки изделий,и ненадежность (сбои) в работе вследствие перекосов при сбросе издели на поперечньп конвейер. В результате при обслуживании устройства требуется применение ручного труда. Цель изобретения - повышение надежности и производительности устрой ства. Указанная цель достигается тем, что устройство для разделения непрерывно двJiжyщиxcя плоских изделий на два поперечных противоположно направ ленных потока, содержащее продольный конвейер с датчиком наличия изделия и поперечные цепные конвейеры, снабжено упорами и датчиками наличия изделия на поперечных цепньк конвейерах, задатчиком режима работы поперечных цепных конвейеров, двумя формирователями сигналов и блоком остановки и запуска поперечных цепных конвейеров, выходы датчиков на.лнчия изделия и первые два выхода задатчика режима работы поперечных цепных конвейеров подключены к входам блока остановки и запуска попе- речных цепных конвейеров, два выхода блока остановки и запуска поперечных цепных конвейеров подключены к приводам поперечных цепных конвейеров, а другие два выхода его подключены c первым входам формирователей сигналов, выходы формирователей сигналов подключены к входам задатчика режима . работы поперечных цепных конвейеров, вторые два выхода которого подключены к вторым входам формирователей сигналов, а входные концы поперечных цепных конвейеров установлены с взаимным перекрытием. На чертеже схематично показано .устройство для разделения непрерывно движущихся плоских изделий на два поперечных противоположно направленных потока. Устройство содержит продольный , кон{зейер 1 с приводом 2 и поперечные цепные конвейеры 3 и 4 с упорами 5 и 6 и приводами 7 и 8, причем входные концы 9 поперечных конвейеров Д и 3 установлены с взаимным перекрытием. Кроме того, устройство имеет систему управ тения приводами 2, 7 и 8, состоящую из датчиков 10-12 наличия, изделий, например досок 13, первые два из которых (10 и 11) установлены, например, на выходе поперечных цепных конвейеров 3 и с возможностью . имодействия с соответствующими упорами 5 и 6, а третий (12) установлен в зоне продольного конвейера 1 перед входными концами 9 поперечных цепных конвейеров 3 и 4, Датчики 10-12 могут быть выполнены, например, в виде фотореле и т.д. Система управления снабжена задатчиком 14 режима работы поперечных цепных конвейеров 3 и 4, двумя формирователями 15 и 16 сигналов и бло- ком 17 остановки и запуска приводов 7 и 8 поперечных цепных конвейеров 3 и 4. К блоку 17 остановки и запуска поперечных цепных конвейеров подсоединены датчики 10-12, эадатчик 14 и формирователи 15 и 16 сигналов, В зависимости от режима работы каждый формирователь сигналов может применен в виде, например, реле со счетчиком или без него, а задатчик выполнен, например, в виде двух двухпозиционных переключателей. Устройство работает следующим образом. В случае, если формирователь сигналов выполнен в виде промежуточного, реле, устройство работает в режиме } выдачи досок с двух конвейеров 3 и 4 поочередно. В данном случае реле обе печивает счет импульсов до единицы, т.е. при поступлении одного сигнала из блока 17 блок 15 выдает сигнал в задатчик 14, которьц1 выдает сигналы на разрешение работы поочередно кон вейеру 3 или конвейеру 4. При включе нии привода конвейера 1 доска 13 подается на входные концы 9 поперечных конвейеров 3 и 4. При выходе заднего торца доски I3 из зоны действия датчика 12 последний выдает сигнал в блок 7 остановки и запуска конвейеров. Блок 17 остановки и запуска конвейеров, суммируя сигналы от датчика 12 и задатчика 14 (задатчик 14 разрешает включение привода, например 7 поперечного конвейера 3), выдает сигнал на включение привода, например, 7 поперечного конвейера 3. При движении поперечного конвейер на один шаг упор 5 взаимодействует / с датчиком 10. При выходе упора 5 из зоны действия датчика 10 последНИИ выдает сигнал и блок 17, останов ки и запуска конвейеров, при этом прерывается сигнал из блока 17 на . включение поперечного конвейера 3 и одновременно блок 17 выдает сигнал 13 формирователь 5 сигналов, который в свою очередь, выдает сигнал в задатчик 14. Последний выдает сигнал на разрешение включения привода 8 поперечного конвейера 4. На входные концы 9 поперечных конвейеров 3 и 4 подается следующая доска. При выходе заднего торца доски из зоны действия датчика 12 последний выдает сигнал в блок 17 остановки и запуска конвейеров. Блок 17, суммируя сигналы от датчика 12 и задатчика 14, выдает сигнал на включение привода 8 поперечного конвейера 4. При продвижении поперечного конвейера на один шаг упор 6 взаимодействует с датчиком 11. При выходе упора 6 из зоны действия датчика 11 последний выдает сигнал в блок 17 остановки и запуска конвейеров, при этом 32 прерывается сигнал из блока 17 на включение поперечного конвейера 4 и одновременно блок I7 выдает сигнал в формирователь 16 сигналов, который, в свою очередь, выдает сигнал в задатчик 14. Последний вновь выдает сигнал на разрешение включения приво да 7 поперечного конвейера 3. Цикл повторяется. В случае, если формирователь сигналов выполнен в виде промежуточного реле со счетчиком,устройство работает в режиме выдачи определенного заранее заданного числа досок с каждого кон- . вейера 3 и 4, при этом перед началом работы в каждый из счетчиков закладывается число досок, необходимое для очередной вьщачи на каждый из транспортеров. Данный режим отличается от предыдущего только тем, что формирователи сигналов вьщают сигналы в задатчик 14 не после прохождения одной доски, а только при переполнении счетчика, т.е. задатчик 14 разрешает работу конвейера 4 только после того, как конвейер 3 принял число досок, заложенное в счетчике 15, и разрешает работу конвейеру 3 только после того, как Конвейер 4 принял число досок, заложенное в счетчике 16. Применение устройства для разделения непрерывно движугчегося потока плоских изделий, например, в автоматической линии поперечного раскроя пиломатериалов ДПДбО-2 позволяет ввести автоматизащпо разделения пиломатериалов на два поперечных противоположно направленных потока с последующей передачей досок на два продольных конвейера для питания двух раскроечных станков, в результате чего исключается необходимость в операторе для обслуживания этого участка, повышается производительность труда, обеспечивается заданный любой ритм работы указанной линии и снижаются затраты на обслуживание л1П1ии в целом.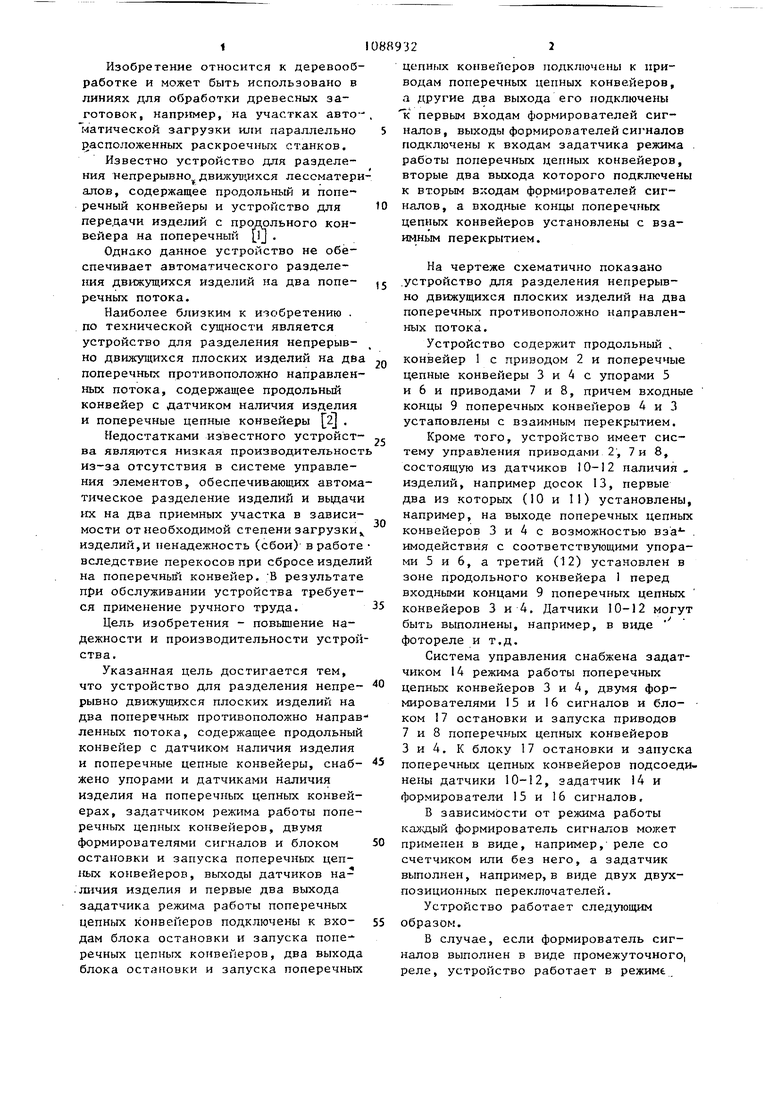
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| Устройство для управленияКОНВЕйЕРОМ | 1979 |
|
SU809065A1 |
| Синхронно-следящее устройство передачи информации на конвейере для сортировки древесины | 1985 |
|
SU1319935A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕРМОВЛАЖНОСТНОЙ ОБРАБОТКОЙ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2026779C1 |
| Устройство для программного счета штучных изделий | 1981 |
|
SU964678A1 |
| Устройство управления сортировкой изделий | 1986 |
|
SU1388111A1 |
| Устройство для программного управления | 1987 |
|
SU1474595A1 |
| Устройство для счета листов при резке стекла | 1988 |
|
SU1632954A1 |
| Устройство для управления шаговым режимом работы конвейера | 1988 |
|
SU1747359A1 |
| Устройство управления весовым порционным дозированием сыпучих материалов | 1982 |
|
SU1064152A1 |
УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ НЕПРЕРЫВНО ДВШСУЩИХСЯ ПЛОСКИХ ИЗДЕЛМ НА ДВА ПОПЕРЕЧНЫХ ПРОТИВОПОЛОНСНО НАПРАВЛЕННЫХ ПОТОКА, содержащее продольный кон1зейер с датчиком наличия изделия и поперечные цепные конвейеры, отличающееся тем, что, с целью повышения надежности и производительности, оно снабжено упорами и датчиками наличия изделия на поперечных цепных конвейерах, задатчиком режима работы поперечных цепных конвейеров, двумя формировате.лями сигналов и блоком остановки и запуска поперечных цепных конвейеров, выходы датчиков наличия изделия и первые два выхода задатчика режима работы поперечных цепных конвейеров подключены к входам блока остановки и запуска поперечных цепных конвейеров, два выхода блока остановки и запуска поперечных цепных конвейеров, подключены к приводам поперечных цепных конвейеров, а другие два выхода егЬ подключены к первым входам формирователей сигналов, выходы формирователей сигналов подключены к входам за-.датчика режима работы поперечных цепных конвейеров, вторые два выхода которого подключены к вторым входам формирователей сигналов, а входные концы поперечных цепных конвейеров установлены с перекрытием.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для поштучной выдачи лесоматериалов | 1973 |
|
SU489629A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР , К 429855, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
