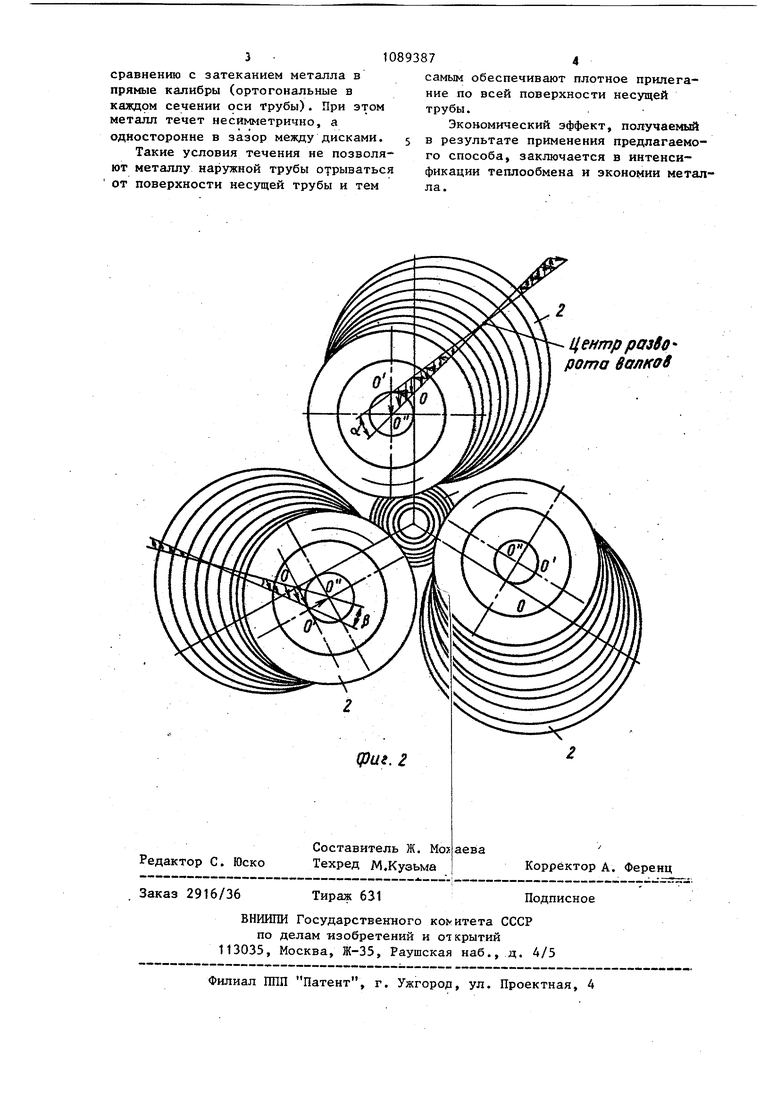
Изобретение относится к.изготовлению теплообменных оребренчых труб в частности теплообменных с поперечными ребрами. Известен способ изготовления теп лообменной оребренной трубы путем прокатки гладкотрубной заготовки в валках, оси которых повернуты в горизонтальной плоскости относитель но оси заготовки на угол подъема винтовой линии в пределах 1-6 TU Недостатком способа является невозможность получения трубы с наклоном ребер на угол 10-20. Цель изобретения - получение трубы с наклоном ребер на угол 10-20 для обеспечения в аппаратах воздушного охлаждения интенсификации теплообмена и экономии металла при использовании этих сребренных труб. Поставленная цель достигается согласно способу изготовления теплообменной оребренной трубы путем прокатки гладкотрубной заготовки в валках, оси которых повернуты в горизонтальной плоскости относител оси заготовки на угол подъема винтовой линии в пределах 1-6, оси валков дополнительно разворачивают в вертикальной плоскости на угол 10-20 относительно заготовки. На фиг. 1 изображена труба с деформирующими валками, разрез} на фиг. 2 - схема поворота и дополнительного разворота валков для прокатки ребристьпс труб с наклонными ребрами. Изготовление теплообменной оребренной трубы осуществляется путем прокатки гладкотрубной заготовки 1 в валках 2, оси которых повернуты в горизонтальной плоскости относительно оси заготовки 1 на угол подъема винтовой линии в пределах 1-6, причем оси валков 2 дополнительно разворачивают в вертикальной плоскости на угол ct 10-20° относительно оси заготовки 1. Пример. Производят поперечновинтовую прокатку биметаллической трубной -заготовки, состоящей из наружной алюминиевой трубы диаметром 39x6,3 мм и внутренней стальной трубы диаметром 25x2 мм на трехвалковом стане с дополнительным разворотом осей всех трех валков к оси заготовки на угол oL 20°и без дополнительного разворота. Результаты эксперимента сведены в таблицу.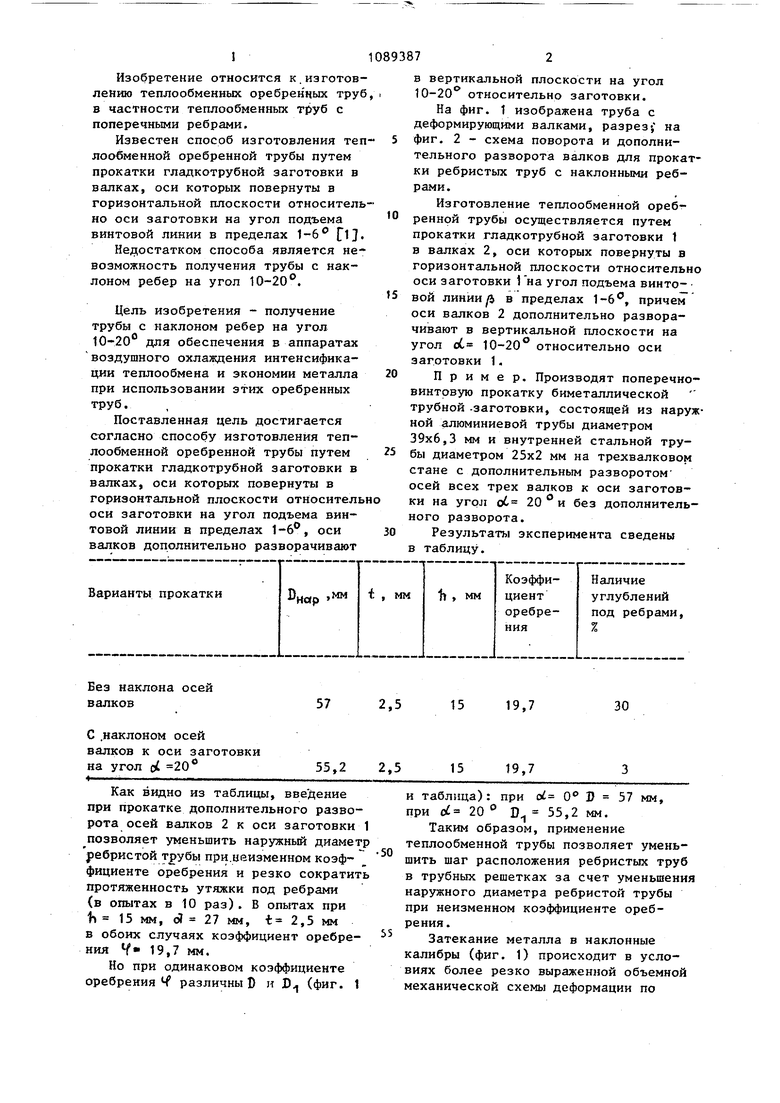
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ РЕБРИСТЫХ ТРУБ И ВАЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246362C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛООБМЕННОЙ БИМЕТАЛЛИЧЕСКОЙ РЕБРИСТОЙ ТРУБЫ | 2010 |
|
RU2450880C1 |
| Способ изготовления ребристых труб и валок для его осуществления | 1978 |
|
SU774736A1 |
| Валок для поперечно-винтовой прокатки ребристых труб | 1985 |
|
SU1268220A1 |
| Устройство для наружного оребрения труб | 1986 |
|
SU1386328A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ ТЕПЛООБМЕННИКА | 2002 |
|
RU2238166C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С KLM-РЕБРАМИ | 2012 |
|
RU2574146C2 |
| Способ производства биметаллических ребристых труб | 1978 |
|
SU747681A1 |
| Способ производства биметаллических ребристых труб | 1980 |
|
SU1016003A1 |
| Устройство для поперечно-винтовой прокатки высокоребристых труб | 1977 |
|
SU695751A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННСЙ ОРЕВРЕННОЙ ТРУБЫ путем прокатки гладкотрубной заготовки в валках, оси которых повернуты в горизонтальной плоскости относительно оси заготовки на угол подъема винтовой линии в пределах 1-6 , отличающийся тем, что, с целью получения трубы с наклоном ребер на угол 10-20 для обеспечения в аппаратах воздушного охлаждения интенсификации теплообмена и экономии металла при использовании этих ореб.ренкых труб, оси валков дополнительно разворачивают в вертикальной плоскости на угол 10-20 относительно оси заготовки. (Л с: 00 со со 00 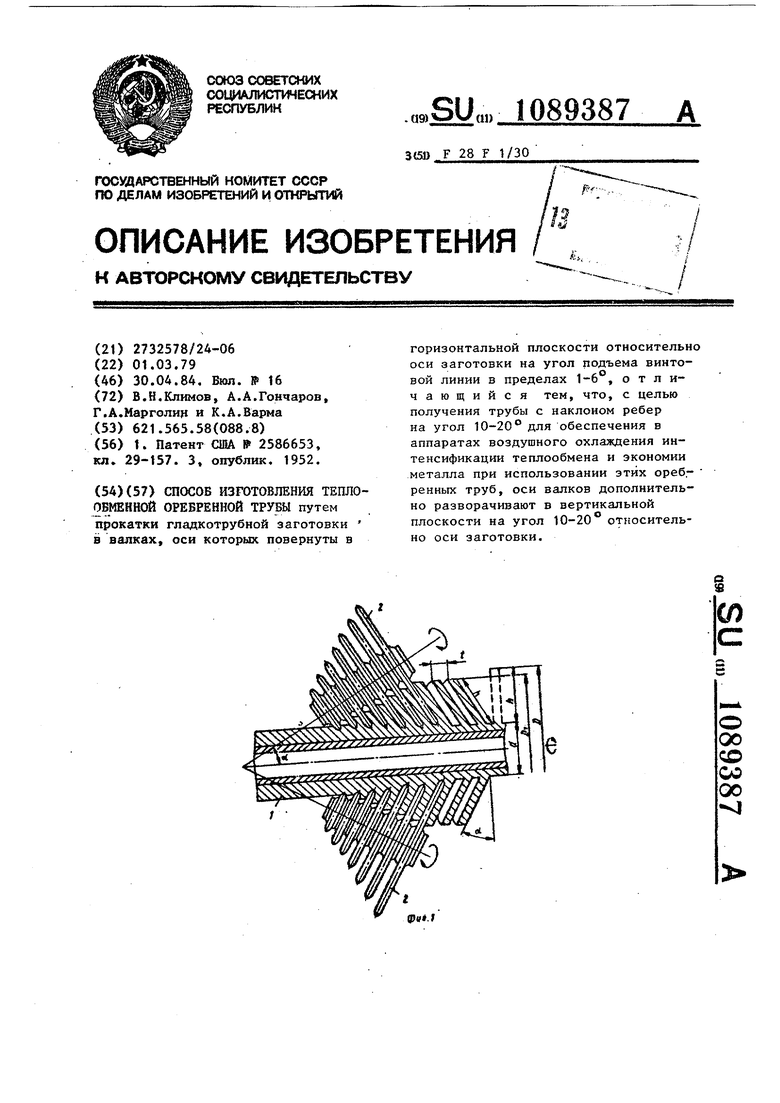
Без наклона осей валков С .наклоном осей валков к оси заготовки на угол 0С 20 55,2 Как видно из таблицы, ввеДение при прокатке дополнительного разворота осей валков 2 к оси заготовки позволяет уменьшить наружный диамет ребристой трубы при.цеизменном коэффициенте оребрения и резко сократит протяженность утяжки под ребрами (в опытах в 10 раз). В опытах при Ь 15 мм, (Я 27 мм, t 2,5 мм в обоих случаях коэффициент оребрення Ч 19,7 мм. Но при одинаковом коэффициенте оребрения Ч различны D и D (фиг. 1 2,5 и таблица): при oi О D 57 мм, при oi 20 D 55,2 мм. Таким образом, применение теплообменной трубы позволяет уменьшить шаг расположения ребристых труб в трубных решетках за счет уменьшения наружного диаметра ребристой трубы при неизменном коэффициенте оребрения. Затекание металла в наклонные калибры (фиг. 1) происходит в условиях более резко выражен}юй объемной механической схемы деформации по
| t | |||
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБНОГО КВАСА | 2015 |
|
RU2586653C1 |
| Солесос | 1922 |
|
SU29A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление для отвешивания жидкости без предварительного определения веса тары | 1925 |
|
SU1952A1 |
