между смещенным и предыдущим ребрами, что позволяет установить между ними более толстый диск. Обладая повьаиенной прочностью и жесткостью, а также в связи с иным направлением действующих на него осевых усилий, этот диск не только не изгибается сам, но поддерживает находящиеся перед ним тонкие диски, уменьшая их изгиб. Таким образом, применение спсоба прокатки со смещением ребра позволяет получать трубу с шагом ребе меньшим, чем толщина диска, осуществляю1иего смещение, и тем самым раширить диапазон размеров прокатываемых труб в сторону уменьшения шага ребер и повышения коэффициента ореб. рения свыше 15.
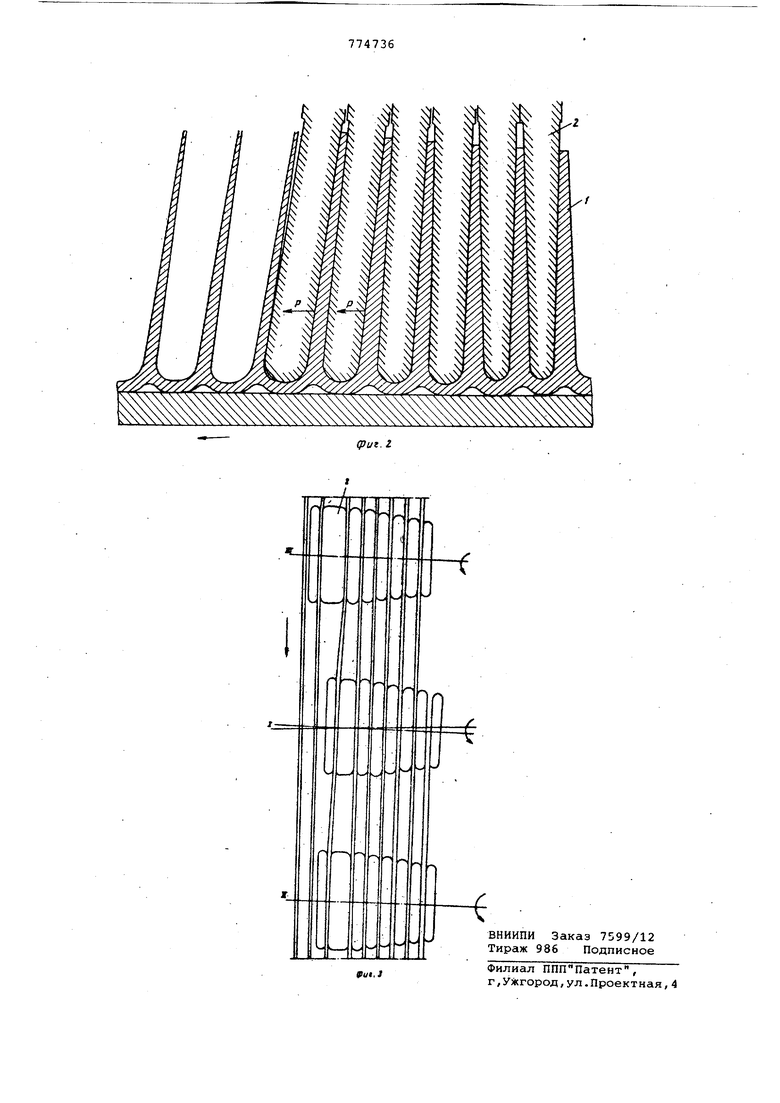
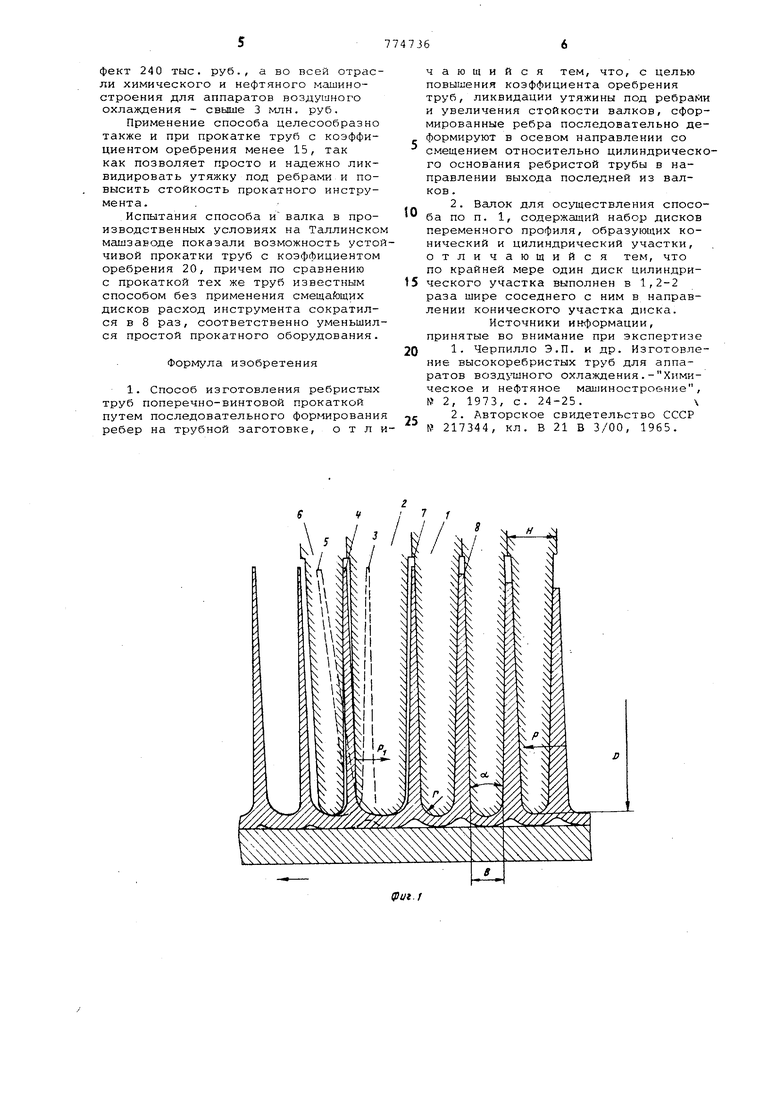
На фиг. 1 и на фиг. 2 показана схема смещения ребра и обжатия утяжны; на фиг. 3 - развертка прокатываемых ребер и их последовательность перехода из калибра в калибр.
В выходной части цилиндрического участка валка за последним из формирующих ребро тонких дисков 1 установлен диск 2, имеющий большую толщину (фиг. 1). Входя в узкую канавку между ребрами своей профильной частью, диск 2 смещает ребро 3 в сторону выходы трубы до тех пор, пока оно не займет положения ребра 4. При этом он обжимает находившуюся под ребром полость утяжки. Вершина диска 2 плавно сопряжена с боковыми сторонами большим радиусом округления и отполирована для обеспечени смещения ребра без нарушения сплошности металла и предупреждения закатов и трещин.
Ребро 3 при смещении его диском 2 может изогнуться в положение ребра 5. Чтобы этого не произошло за диском 2 установлен диск б, ширина прО; иля которого меньше ширины впадины между ребрами прокатанной трубы. Его назначение - только поддерхс.-лгь вершину прокатанного ребра, но не производить деформацию ни ребер, ни -основания трубы.
Повышенная стойкость смещающих дисков 2 обеспечивается не только их большей толщиной, ио и изменением направления действующих на него усилий. Так, если при известном способе прокатки осевое усилие Р от ребра на диск направлено в сторону выхода трубы, то в предложенном способе этому усилию противодействует осевое усилие Р от смещаемого ребра, направленное в противоположную сторону.
При смещении ребра диском 2 расстояние между соседними ребрами 4 и 7 увеличивается, но при следующем обороте трубы диск 2 входит между следующими двумя ребрами 7 и 8 и смещает ребро 7, расстояние между ребрами 4 и 7 уменьшается и шаг
восстанавливается или увеличивается незначительно вследствие некоторой вытяжки основания.
При прокатке на трехвалковом стане смещакйцие диски на трех валках могут быть одинаковой ширины. В это случае смещение ребра будет осуществлять только смещающий диск первого по ходу прокатки валка.
В зависимости от пластичности пркатываемых материалов смещение ребра может производиться постепенно дисками разной ширины, как показано на фиг. 2. Цифрами I , N и (л обозначе порядковый номер валка по ходу прокатки, стрелками показано направление вращения валков и перемещения ребер трубы (фиг. 3).
Возможна также установка на кгисдом валке не одного, а двух и более смещающих дисков.
Примером осуществления изобретения может служить технология прокатки биметаллических труб (алюминийсталь) с коэффициентом оребрения 20 имеющих выступ ребер 15 мм и шаг 2,5 мм. Прокатку осуществляют на трехвалковом стане поперечно-винтовой прокатки с углом разворота валков к оси заготовки на . Скорость вращения валков 700 об/мин. Влок состоит из приводного вала, на котором закреплено 30 дисков.
Формирующие ребро диски имеют тощину ступицы Н 2,3iO,05 мм, наружный диаметр D от 116 до 128 мм, угол заострения ci от 3 до 2° 15, ширину профиля у вершины В от 1,3 до 1,5 мм, радиус округления г от 0,4 до О,6 мм.
Смещающий диск имеет следующие размеры: ,2±0,05 мМ, мм, , ,1 мм, мм и производит смещение ребра по основанию на 0,6-0,7 мм.
Размеры поддерживающего диска 6 следующие: ,3±0,05 мм, мм, оС 2°15, ,4 мм, ,4 мм. Размеры исходных заготовок: алюминиевая труба (наружный диаметр, толщина стенки) - ,3 мм, стальная труба - мм.
Прокатанные по приведенной технологии трубы не имеют утяжин под ребрами, нарух ная труба плотно посажена на внутреннюю, усилие распрессовки на образцах длиной 100 мм от 1500 до 3500 кг.
Способ прокатки со смещением ребер обеспечивает получение труб с коэффициентом оребрения выше 15, вследствие чего становится возможным повышение эксплуатационных характеристик теплообменных аппаратов, снижение их металлоемкости и себестоимости. Освоение производства труб с коэффициентом оребрения 20 только по Таллинскому машзаводу обеспечит годовой экономический эффект 240 тыс. руб., а во всей отрасли химического и нефтяного машиностроения для аппаратов воздушного охлаждения - свыше 3 млн. руб.
Применение способа целесообразно также и при прокатке труб с коэффициентом оребрения менее 15, так как позволяет просто и надежно ликвидировать утяжку под ребрами и повысить стойкость прокатного инструмента.
Испытания способа и валка в производственных условиях на Таллинском машзаводе показали возможность устойчивой прокатки труб с коэффициентом оребрения 20, причем по сравнению с прокаткой тех же труб известным способом без применения смещайщих дисков расход инструмента сократился в 8 раз, соответственно уменьшился простой прокатного оборудования.
Формула изобретения
1. Способ изготовления ребристых труб поперечно-винтовой прокаткой путем последовательного формирования реб-ер на трубной заготовке, о т л ичающийся тем, что, с целью повышения коэффициента оребрения труб, ликвидации утяжины под ребрами и увеличения стойкости валков, сформированные ребра последовательно деформируют в осевом направлении со смещением относительно цилиндрического основания ребристой трубы в направлении выхода последней из валков .
2. Валок для осуществления спосоoба по п. 1, содержащий набор дисков переменного профиля, образующих конический и цилиндрический участки, отличающийся тем, что по крайней мере один диск цилиндрического участка выполнен в 1,2-2 раза шире соседнего с ним в направлении конического участка диска.
Источники )Ормации, принятые во внимание при экспертизе
1.Черпилло Э.П. и др. Изготовле0ние высокоребристых труб для аппаратов воздушного охлаждения.- Химическое и нефтяное махииностроение,
№ 2, 1973, с. 24-25.х
2.Авторское свидетельство СССР
5 № 217344, кл. В 21 В 3/00, 1965.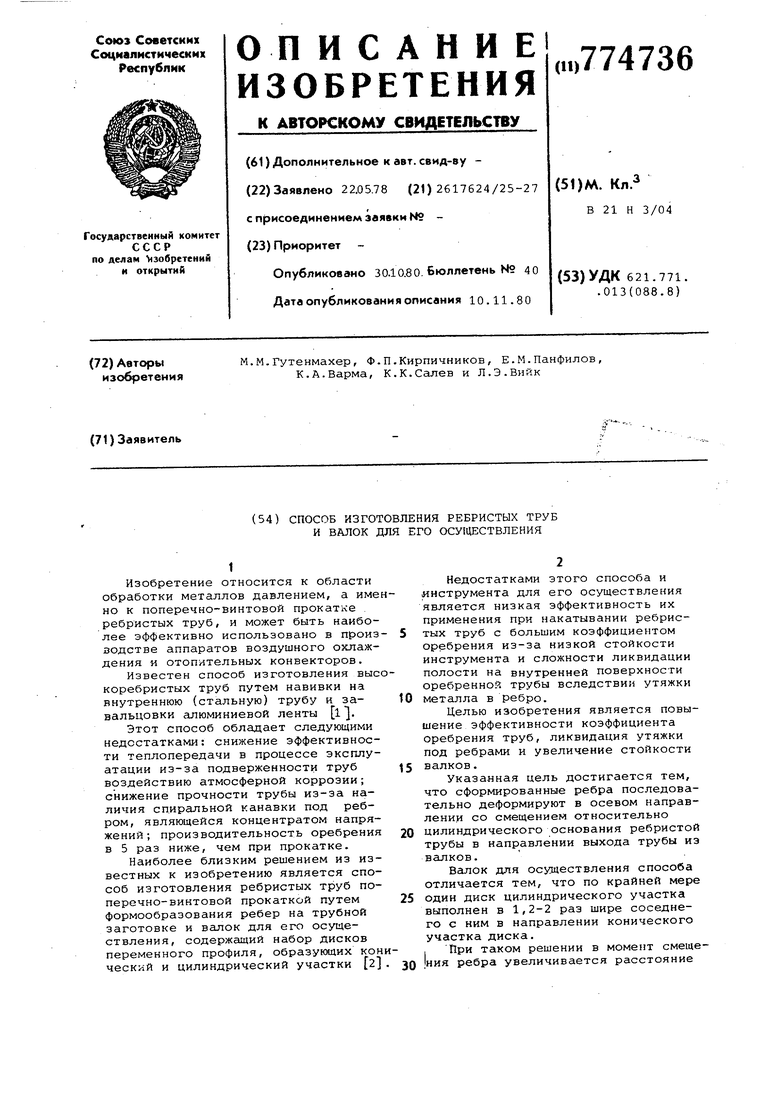
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ребристых труб | 1976 |
|
SU566645A1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛООБМЕННОЙ БИМЕТАЛЛИЧЕСКОЙ РЕБРИСТОЙ ТРУБЫ | 2010 |
|
RU2450880C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ РЕБРИСТЫХ ТРУБ И ВАЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246362C1 |
| Способ изготовления теплообменной оребренной трубы | 1979 |
|
SU1089387A1 |
| Способ производства биметаллических ребристых труб | 1978 |
|
SU747681A1 |
| Способ производства биметаллических ребристых труб | 1980 |
|
SU1016003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБЫ ТЕПЛООБМЕННИКА | 2002 |
|
RU2238166C2 |
| Валок для поперечно-винтовой прокатки ребристых труб | 1985 |
|
SU1268220A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |