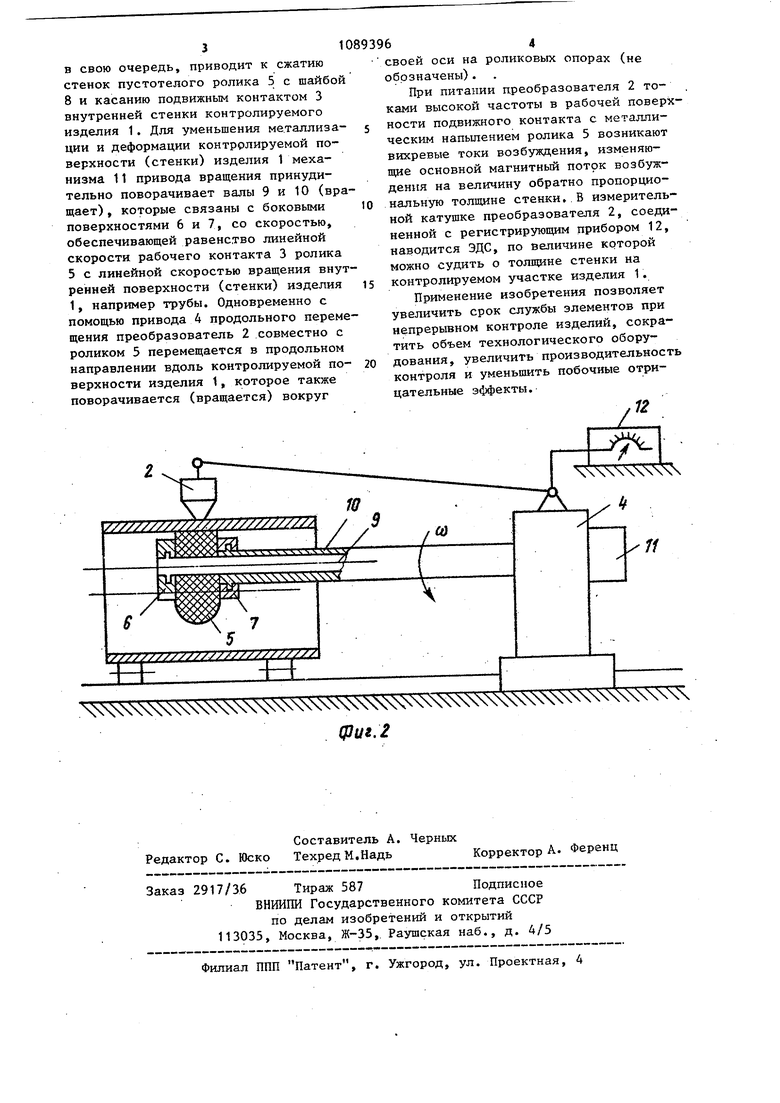
Изобретение относится к методам неразрушающего контроля, а именно к устройствам, с помощью которых осуществляется контроль неэлектрических величин электрическими метода ми, в частности контроль толщины стенок изделия из немагнитного материала . Известно устройство для контроля толщины стенок изделия, например толщины ленты, содержащее измерительный щуп с приспособлениями для упругого поджатия его к изделию, упо расположенный с другой стороны изделия, и последовательно соединенные преобразователь перемещения щупа в электрический сигнал, частотный фильтр, измеритель амплитуды отфильт рованного сигнала,, частотный детектор, корректирующий элемент и второй измеритель амплитуды С11 Недостатками устройства являются сложное конструктивное исполнение и низкая производительность контроля обусловленная интенсивным износом щупа и упора о контролируемую поверх ность, что, в свою очередь, требует введения постоянной корректировки в процессе контроля с учетом износа элементов.. Наиболее близким к предд.агаемому по технической сущности и достигаемо му результату является устройство для контроля толщины стенок изделия из немагнитного материала, содержаще располагаемый с одной стороны контро лируемого изделия преобразователь дефектоскопа и механически связанный с HHj4 и предназначенный для размеще ния с другой стороны изделия подвиж ный контакт и привод продольного перемещения преобразователя L23. Недостатком известного устройства является быстрьй износ подвижного контакта (диафрагмы) при непрерывном контроле, например, керамических изделий, .что, в свою очередь, снижает производительность контроля. Цель изобретения - повьпаение производительности контроля. Поставленная цель достигается тем, что в устройстве для контроля толищны стенок изделия из немагнитно го материала, содержащем располагаемый с одной стороны контролируемого ;изделия преобразователь дефектоскопа и механически связанный с ним и .предназначенньй для размещения с другой стороны изделия подвижный контакт и привод продольного перемещения преобразователя, подвижный контакт выполнен из упругого материала в виде пустотелого ролика с жесткими боковыми поверхностями, установленными с возможностью встречного перемещения, и шайбы из упругого диэлектрического материала, размещенной в полости ролика, имеются коаксиально расположенные валы, установленные с возможностью взаимного перемещения относительно друг друга и взаимодействующие с соответствующими боковыми поверхностями ролика, и связаиньй с валами механизм привода вращения, которьй закреплен на приводе продольного перемещения. На фиг. 1 изображено устройство для контроля толщины стенок изделия из немагнитного материала; на фиг.2 установка для контроля толщины стенок изделия, общий вид. Устройство содержит располагаемьй с одной стороны контролируемого изделия 1 преобразователь 2 дефектоскопа и механически связанньй с ним и размещенньй с другой стороны изде- ЛИЯ 1 подвижный контакт 3, привод 4 продольного перемещения преобразователя 2, при этом подвижный контакт 3 выполнен из упругого мате - риала в виде пустотелого ролика 5 с жесткими боковыми поверхностями 6 и 7, установленными с возможностью встречного перемещения, и шайбы 8 из упругого диэлектрического материала, размещенной в полости ролика 5, а также два коаксиально расположенных вала 9 и 10, которые установлены с возможностью взаимного перемещения относительно друг друга и взаимодействуют с соответствующими боковыми поверхностями 6 и 7 ролика 5, а устройство снабжено связанным с валами 9 и 10 механизмом 11 привода вращения , которьй закреплен на приводе А продольного перемещения. Сигналы с преобразователя 2 поступают на регистрирующий прибор 12. Устройство работает следующим образом. При подведении преобразователя 2 контролируемому участку изделия 1 роисходит относительньй сдвиг валов и 10, которые связаны с боковыми оверхностями 6 и 7 ролика 5, что.
в свою очередь, приводит к сжатию стенок пустотелого ролика 5 с шайбой 8 и касанию подвижным контактом 3 внутренней стенки контролируемого изделия 1. Для уменьшения металлизации и деформации контролируемой поверхности (стенки) изделия 1 механизма 11 привода вращения принудительно поворачивает валы 9 и 10 (вращает) , которые связаны с боковыми поверхностями 6 и 7, со скоростью, обеспечивающей равенство линейной скорости рабочего контакта 3 ролика 5 с линейной скоростью вращения внутренней поверхности (стенки) изделия 1, например трубы. Одновременно с помощью привода 4 продольного перемещения преобразователь 2 совместно с роликом 5 перемещается в продольном направлении вдоль контролируемой поверхности изделия 1, которое также поворачивается (вращается) вокруг
своей оси на роликовых опорах (не обозначены).
При питании преобразователя 2 токами высокой частоты в рабочей поверхности подвижного контакта с металлическим напьшением ролика 5 возникают вихревые токи возбуждения, изменяющие основной магнитный поток возбуждения на величину обратно пропорциональную толщине стенки..В измерительной катушке преобразователя 2, соединенной с регистрирующим прибором 12, наводится ЭДС, по величине которой можно судить о толщине стенки на
контролируемом участке изделия 1.
Применение изобретения позволяет увеличить срок службы злементов при непрерывном контроле изделий, сократить объем технологического оборудования, увеличить производительность контроля и уменьшить побочные отрицательные эффекты.
ЧЧХхЧЧ ЧЧЧчХ Ч ЧЧЧ
фиг.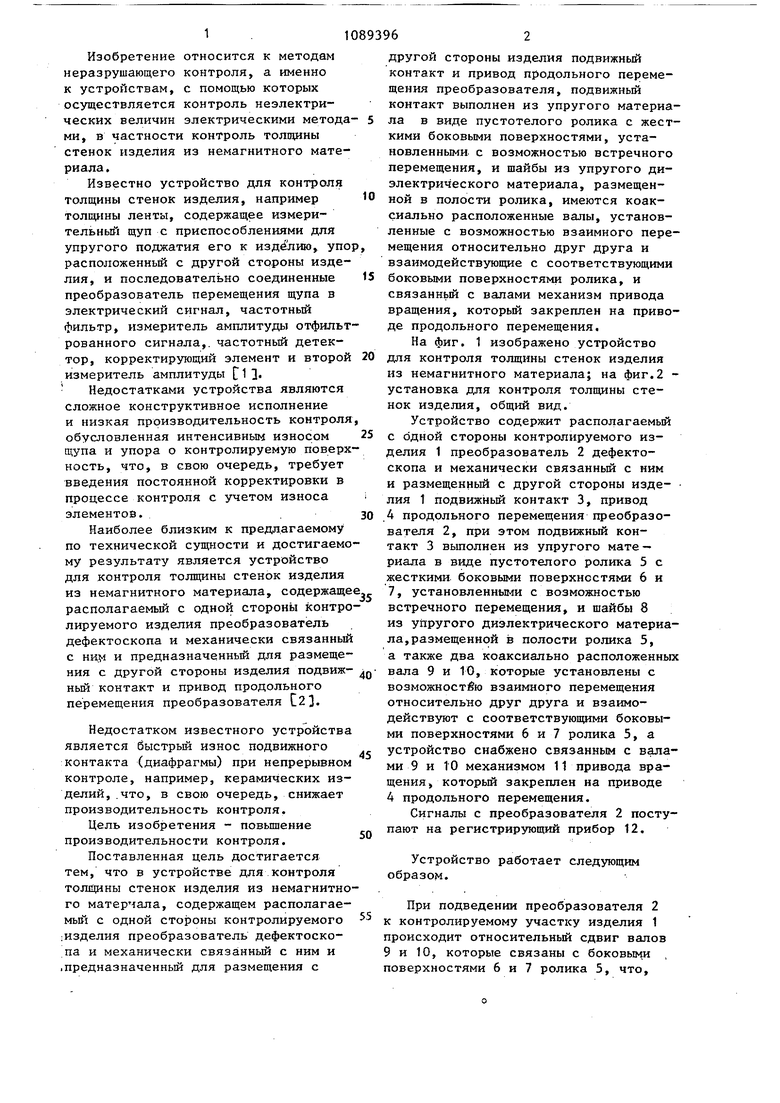
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ | 1998 |
|
RU2132054C1 |
| Устройство для контроля сварных швов в металлических трубах | 1958 |
|
SU122329A1 |
| Электроконтактный способ Б.П.Фридмана измерения толщины стенок полых электропроводящих изделий и устройство для его осуществления | 1989 |
|
SU1755037A1 |
| Устройство для ориентации ультразвукового преобразователя | 2017 |
|
RU2653082C1 |
| Намагничивающее устройство дефектоскопа | 2019 |
|
RU2715473C1 |
| Ультразвуковой катящийся преобразователь для неразрушающего контроля | 2022 |
|
RU2787644C1 |
| Электромагнитно-акустический преобразователь для ультразвукового контроля | 2016 |
|
RU2649636C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО ИММЕРСИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРКИ | 1991 |
|
RU2036471C1 |
| СПОСОБ КОМПЛЕКСНОЙ ДИАГНОСТИКИ СВАРНЫХ ШВОВ РЕЛЬСОВ БЕССТЫКОВОГО ПУТИ И ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2742599C1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ СТЕНОК ИЗДЕЛИЯ ИЗ НЕМАГНИТНОГО МАТЕРИАЛА, содержащее располагаемый с одной стороны контролируемого изделия преобразователь дефектоскопа и механически связанный с ним и предназначенный для размещения с другой стороны изделия подвижный контакт и привод продольного перемещения преобразователя, отличающеес я тем, что, с целью повьшения производительности контроля, подвижньп : контакт вьшолнен из упругого материала в виде пустотелого ролика с жесткими боковьми поверхностями, установленными с возможностью встречного перемещения, и шайбы из упругого диэлектрического материала, размещенной в полости ролика, оно снабжено коаксиально расположенными валами, установленными с возможностью взаимного перемещения относительно друг друга и взаимодействующими с соот§ ветствующими боковыми поверхностями ь ролика, и связанным с валами механизмом привода вращения, который закреплен на приводе продольного перемещения . эо :о СА: со о «ftn.f Х /ХХ///ХХ/ 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ определения поперечного размера движущегося изделия и устройство для его осуществления | 1975 |
|
SU687341A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU157503A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
