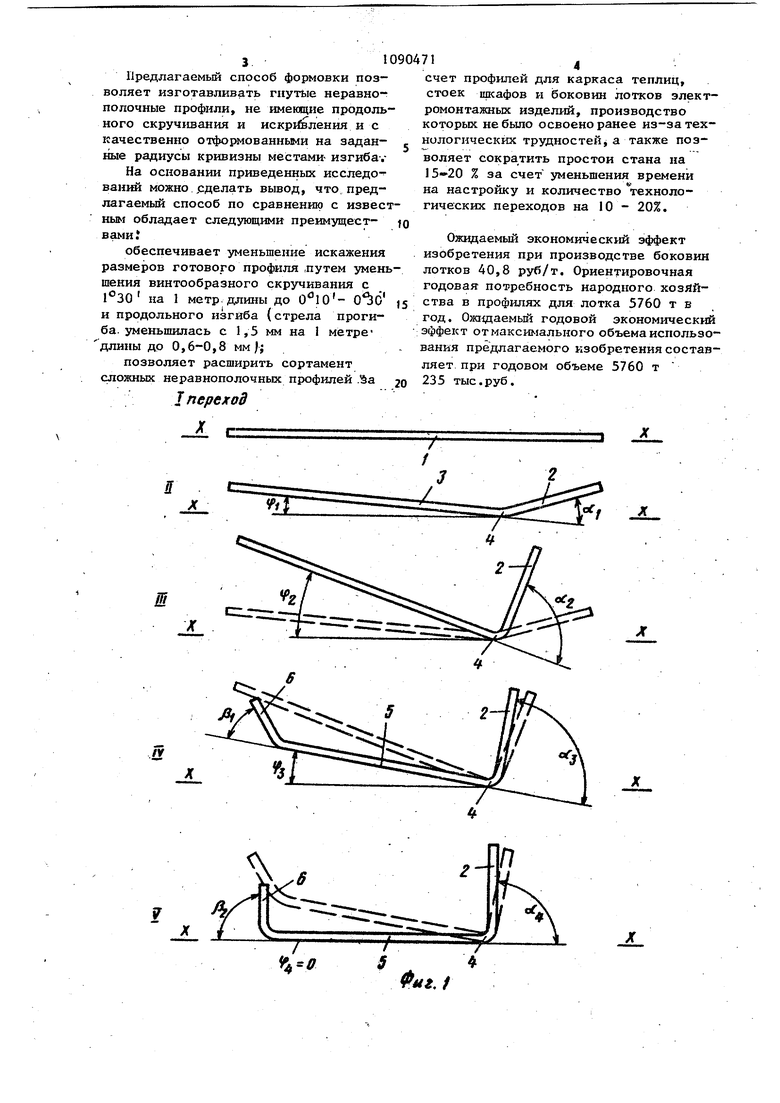
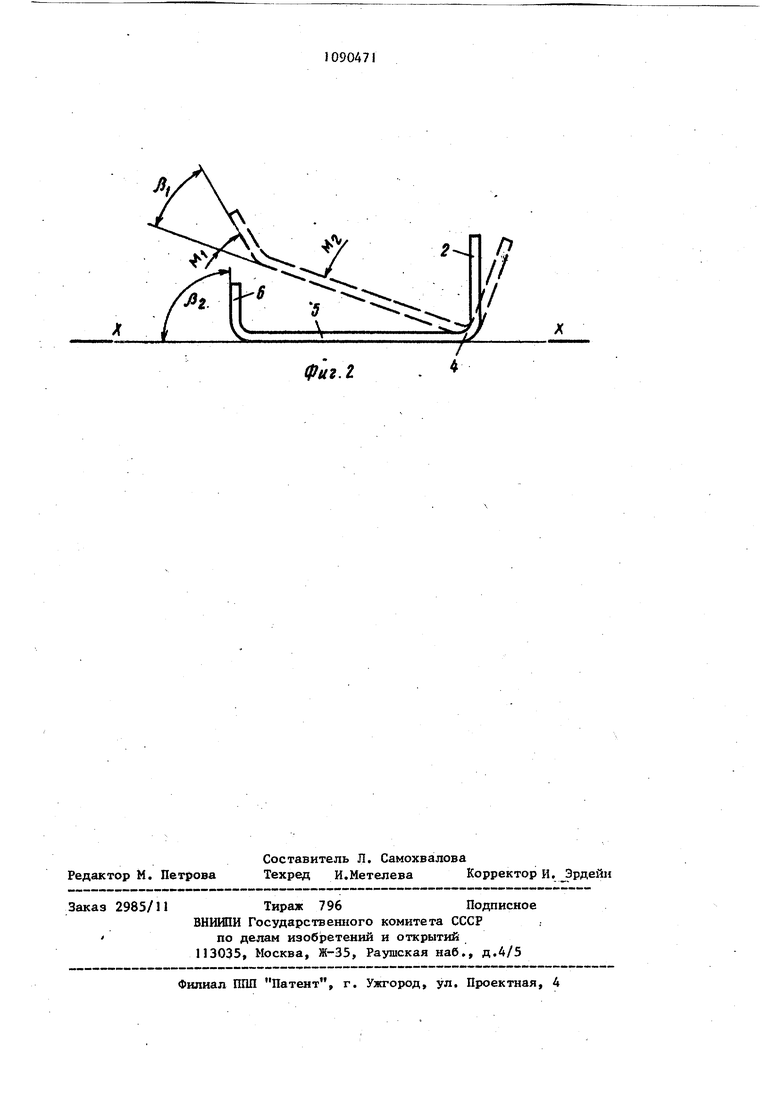
о j; ч Изобретение относится к обработке металлов давлением, в частности к технологии изготовления гнутых неравнополочньк профилей в валкак проф шегибкого стана. Известен способ изготовления гнутых наравнополочных профилей (типа швеллера) , включающий поворот профиля в сторону подгибки меньшей полки на первых переходах, подгибку большей и меньшей полрк при повернутой стенке -и последующее возвращение профиля в исходное положение С 3. Недостатками известного способа является увеличенные энергозатраты в связи с увеличением высоты формовки, а также ухудшение качества профиля из-за возможной пробуксовки профиля вследствие расположения кромок его элементов на разном уровне и нарушения скоростного режима. Целью изобретения является повьГ шение качества профилей :путем предупреждения винтообразного скручивания.Поставленная цель достигается тем что согласно способу изготовления гну7ых неравнополочных профилей шве.л лерного типа, включающему последовательную по переходам подгибку элемен тоБ профиля в валках и поворот профиля в сторону подгибки меньшей полки на первых переходах с последующим возвраь;ением стенки в плоскость формовки на последних переходах, поворот профиля производят относительно места изгиба у большей полки при под гибке большей полки и одновременной встречной подгибке участка заготовки вклю ающего стенку и меньшую полку, до образования окончательного угла у большей, полки, а возвращение стенки в плоскость формовки осуществляют одновременно с подгибкой меньшей пол ки до окончательного угла. Места изгиба у большей полки выдерживают во всех переходах в плоскости формовки 12 На фиг.1 приведена схема формовки еравнополочного швеллера по предлааемому спфсобу; на фиг.2 - схема риложения моментов сил к профилю ри формообразовании меньшей полки. Так например, при изготовлении неравнополочного швеллера 70 268 Ч, 5 мм из стали С т Зкп в переходах ft -Ш последовательной -подгибкой в валках профилегибочного стана заготовки I производят подгибку большей полки 2 при Одновременной встречной подгибке путем поворота участка 3 заготовки относительно места изгиба 4, а участок 3 включает стенку 5 профиля и меньшую йолку 6. При этом углы ct подгибки большей полки 2 относЪтельно стенки профиля с одной стороны и угол поворота Ч плоского участка 3 заготовки относительно плоскости формовки Л - X определяются, например, из условия равных перемещений кромок при подгибке. Это обеспечивает уравновешивание прикладываемых к элементам профиля моментов сил, что позволяет предупредить продольное скручивание и искривлейие профиля. После додгибки большей полки 2 на заданньш угол относительно стенки профиля (оС переход (J() , впереходах fV-V производят подгибку меньшей полки 6 на угол . При этом уравновешивание прикладьшаемого для подгибки меньшей полки момента М , а следовательно, и предупреждения скручивания производят моментом сил iy , прикладьюаемым :к профилю для поН, ворота стенки профиля совместно с прдогнутой большей в сторону,. ; противополозкную подгибке меньшей полки (f fj 0 (4 ;. . Поворот стенки 5 производят относительно места изгиба 4 у большей полки 2, которое постоянно по переходам вьщержнвают в плоскости формовки Х-Л г что обеспечивает прямолинейность профиля и уменьшение продольного искривления.В таблице представлены режимы формовки профиля по клетям. / Предлагаемый способ формовки позволяет изготавливать гнутЬю неравнополочные профили, не именяцие продольного скручивания и искривления и с качественно отформованными на заданные радиусы кривизны местами- изгиба-.На основании приведенных исследований можно ,сделать вывод, что предлагаемый способ по сравнению с извест ным обладает следующими преимуществамиобеспечивает уменьшение искажения размеров готового профиля .путем умень шения винтообразного скручивания с 1°30 на 1 метр длины до и продольного изгиба (стрела прогиба, уменьшилась с 1,5 мм на I метредлины до 0,6-0,8 мм I; позволяет расширить сортамент сложных неравнополочных профилей .Ъа
J пережод счет проф1тей для каркаса теплиц, стоек шкафов и боковин лотков электромонтажных изделий, производство которых не было освоено ранее из-за технологических трудностей,а также позволяет сократить простои стана на 15-20 % за счет уменьшения времени на настройку и количество технологических переходов на 10 - 20%. Ожидаемый экономический эффект изобретения при производстве боковин лотков 40,8 руб/т. Ориентировочная годовая потребность народного хозяйства в профилях для лотка 5760 т в год. Олаодаемьп годовой экономический эффект от максимального объема использования предлагаемого изобретения составляет, при годовом объеме 5760 т 235 тыс.руб.
д
фиг Z
1/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Способ изготовления гнутых неравнополочных швеллеров | 1984 |
|
SU1228939A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1985 |
|
SU1278058A1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Способ изготовления несимметричных гнутых листовых профилей проката,преимущественно корытообразного типа с неравными боковыми элементами (его варианты) | 1983 |
|
SU1172626A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2040992C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ПРОФИЛЕЙ даеллерного типа, включающий последовательную по переходам подгибку элементов профиля в валках и поворот поофиля в сторону подгибки меньшей полки на первых переходах с последующим возвращением стенки в плоскость формовки на последних переходах, о тличающийся тем, что, с целью повышения качества путем предупреждения винтообразного скручивания, поворот профиля производят относительно места изгиба у больщей . полки при подгибке большей полки и одновременно встречной подгибке участка заготовки, включающего стенку и меньшую полку, до образования окончательного угла у большей полки, а возвращение стенки в плоскость формовки осуществляют одновременно с подгибкой меньшей полки до окончательного угла. 2. Способ ПОП.1, о тличаю(Л щ и и с я тем, что места изгиба у большей полки выдерживают во всех переходах в плоскости формовки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3264288/25-27, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
