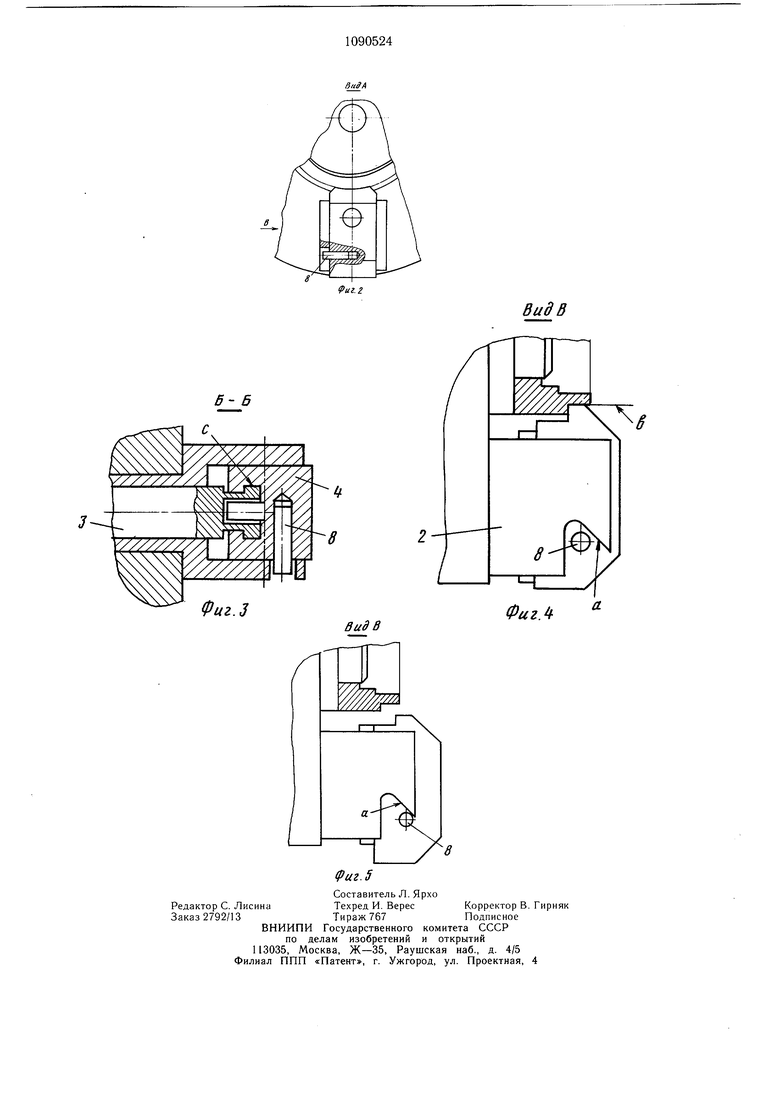
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежущих станках. Известно устройство для закрепления деталей, содержащее корпус, в радиальных пазах которого размещены прихваты, оснащенные рабочими элементами, самоустанавливающимися по обрабатываемой поверхности детали 1. Недостаток этого устройства - возможность закрепления деталей только значительной длины. Наиболее близким к предлагаемому является зажимное устройство, содержащее корпус с установочными элементами, центральную тягу и кинематически связанные с ней посредством рабочих элементов с копирными поверхностями упоров, пальцев и осевых тяг подпружиненные прихваты, установленные в корпусе с возможностью осевого и радиального перемещения 2. Недостаток известного устройства - ограниченные технологические возможности, не позволяющие производить закрепление детали при малой щирине торцового пояска детали. Цель изобретения - расширение технологических возможностей, обеспечивающих возможность закрепления деталей, имеющих малую щирину торцового пояска, используемого для их крепления. Указанная цель достигается тем, что в зажимном устройстве, содержащем корпус с установочными элементами, центральную тягу и кинематически связанные с ней посредством рабочих элементов с копирными поверхностями упоров, пальцев и осевых тяг подпружиненные прихваты, установленные в корпусе с возможностью осевого и радиального перемещения, рабочие элементы с копирными поверхностями установлены на корпусе, а упоры и пальцы - на прихватах, при этом установочные элементы, прихваты и рабочие элементы с копирг ными поверхностями в осевом и радиальном направлениях установлены таким образом, что рабочий ход осевых тяг больще осевого перемещения пальцев в зоне их контакта с копирными поверхностями рабочих элементов , а длины копирных поверхностей в радиальном направлении больще величины перемещения в этом направлении прихватов. На фиг. 1 схематически изображено предлагаемое зажимное устройство, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 2, при зажатой детали; на фиг. 5 - то же, при отжатой детали. Зажимное устройство содержит корпус 1 с рабочими элементами и направляющими 2, в которых имеется копирная поверхность а (фиг. 4 и 5). В каждой направляющей 2 установлена осевая тяга 3 с прихватом 4, имеющим возможность перемещаться в направляющей 2 и по направляющим поверхностям с тяги 3 под действием пружины 5, расположенной между пробкой 6 и упором 7, соединенным с прихватом 4. В последнем имеется палец 8, который может взаимодействовать с копирной поверхностью а направляющей 2. Тяги 3 соединены качалкой 9 с центральной тягой 10. Корпус 1 закреплен на щпинделе 11 станка. Обрабатываемая деталь 12 устанавливается на установочные элементы 13 корпуса 1. Устройство работает следующим образом. При зажиме обрабатываемой детали 12 под действием механического привода станка центральная тяга 10 вместе с качалкой 9, тягами 3 и прихватами 4 перемещается влево. Палец прихвата 4 касается копирной поверхности а направляющей 2 и скользит по ней, давая возможность прихвату 4 под действием пружины 5 перемещаться по направляющим поверхностям с тяги 3 до соприкосновения с поверхностью в обрабатываемой детали 12. Затем палец 8 отрывается от копирной поверхности а направляющей 2, и прихват 4 скользит по поверхности в детали 12 до того момента, пока не осуществляется ее зажим всеми прихватами по ее торцу. При отжиме обрабатываемой детали центральная тяга 10, качалка 9, тяги 3 и прихваты 4 перемещаются вправо. Прихват 4 отжимает деталь 12 и под действием пружины 5, касаясь поверхности в детали 12, скользит по ней до тех пор, пока палец 8 не касается копирной поверхности а направляющей 2. После этого палец 8 скользит по копирной поверхности а и вынуждает прихват отодвигаться от детали 12. В это время прихват 4 перемещается по направляющим поверхностям с тяги 3, сжимая упором 7 пружину 5. В правом крайнем положении прихват 4 отодвинут от детали 12 настолько, чтобы не мещать снятию об работанной и установке новой детали 12. Перемещение прихватов до соприкосновения с зажимаемой деталью даже при больщих отклонениях диаметральных размеров детали дает возможность полнее использовать его торцовую поверхность, особенно при малой ее щирине, что обеспечивает надежный зажим детали. Вместе с этим устройство дает возможность исключить ручной подвод и отвод прихватов, что позволяет использовать его в автоматизированных приспособлениях в роботизированных комплексах.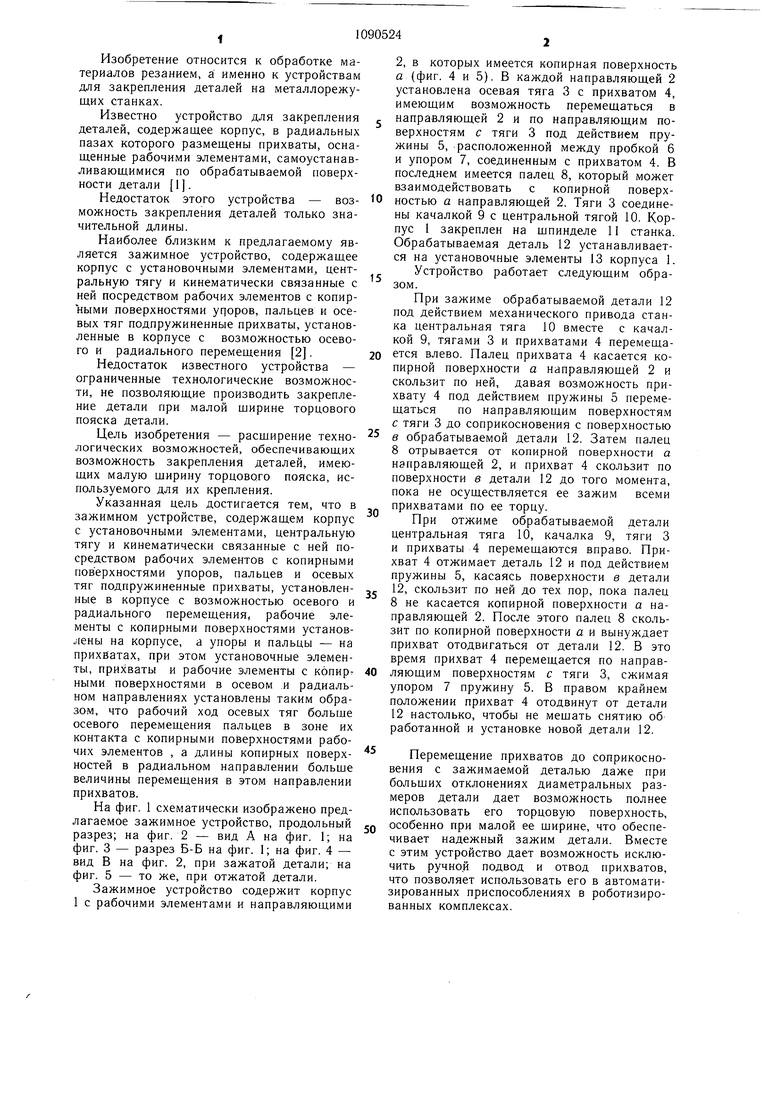
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимной патрон | 1983 |
|
SU1094675A1 |
| Оправка для крепления деталей | 1986 |
|
SU1388196A1 |
| Устройство для обработки деталей на доводочном станке | 1990 |
|
SU1816667A1 |
| Устройство для крепления детали | 1985 |
|
SU1386380A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Устройство для зажима деталей | 1983 |
|
SU1079371A1 |
| Зажимное устройство для закрепления изделий | 1972 |
|
SU473340A3 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Шпиндельная головка для копирной обработки поршней | 1984 |
|
SU1235659A1 |
ЗАЖИМНОЕ УСТРОЙСТВО, содержащее корпус с установочными элементами, центральную тягу и кинематически связанные с ней посредством рабочих элементов с копирными поверхностями упоров, пальцев и осевых тяг подпружиненные прихваты, установленные в корпусе с возможностью осевого и радиального перемещения, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения возможности закрепления деталей с малой шириной торцового пояска, рабочие элементы с копирными поверхностями установлены на корпусе, а упоры и пальцы - на прихватах, при этом установочные элементы, прихваты и рабочие элементы с копирными поверхностями в осевом и радиальных направлениях установлены таким образом, что рабочий ход осевых тяг больше осевого перемещения пальцев в зоне их контакта с копирными поверхностями рабочих элементов, а длины копирных поверхностей в радиальном наi правлении больше величины перемешения в этом направлении прихватов. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ансеррв М | |||
| А | |||
| Приспособление для токарных и круглошлифовальных станков | |||
| Лениздат, 195S, с | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Болотин X | |||
| Л | |||
| Механизация и автоматизация станочных приспособлений | |||
| М., Машгиз, 1962, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Огнетушитель | 0 |
|
SU91A1 |
