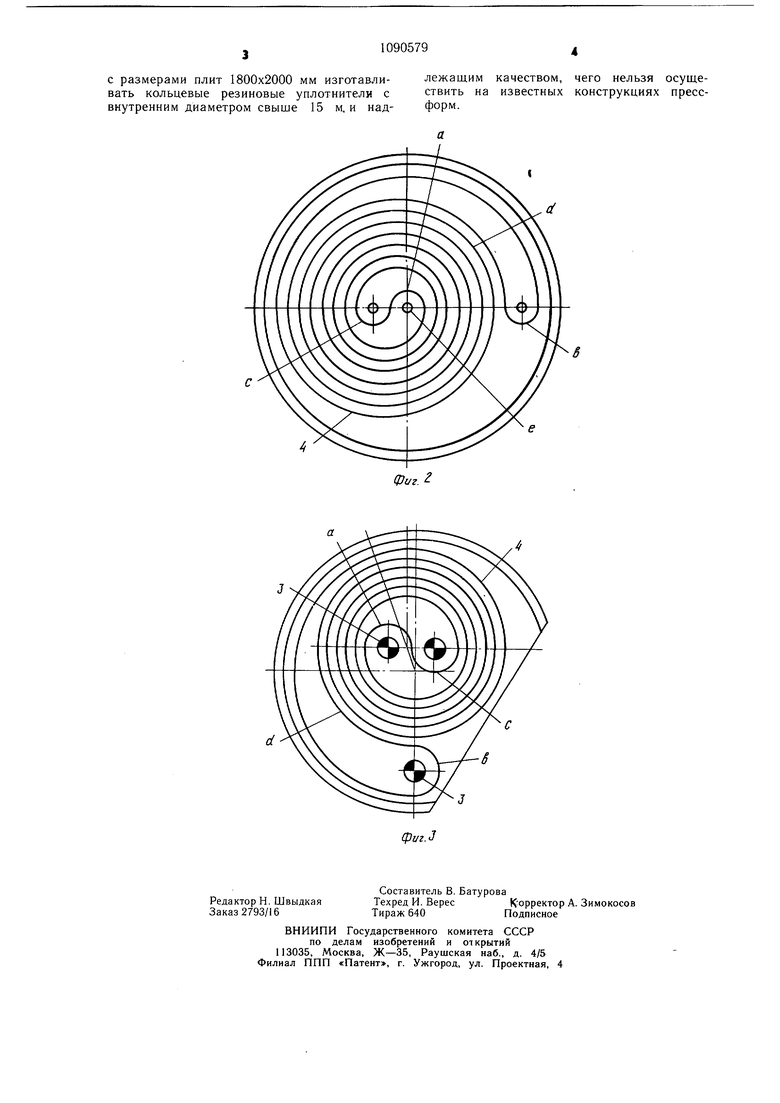
Изобретение относится к изготовлению резиновых технических изделий и гфедназначено для изготовления эластомерных кольцевых изделий, например крунногабаритных резиновых унлотнений. Иавестна нресс-форма для изготовления эластомерных кольцевых изделий, содержащая две полу.матрицы и горизонтально расноложенный в них сердечник, на поверхности разъема которых размещена формующая канавка замкнутого контура в виде цилиндрической спирали левой и правой закрутки с двумя перемычками 1. Недостатками этой нресс-формы являются: ограниченный размер получаемого кольцевого резинового уплотнителя, так как высота пресс-формы, а следовательно, и диаметр сердечника ограничены определенным расстоянием между плитами вулканизационных прессов; формующая канавка в месте перехода с образующей цилиндрической части сердечника в плоскость разъема нолуматриц образует прямой угол, что снижает качество кольцевого резинового уплотнителя, так как отформованные на уплотнителе перегибы под прямым углом при установке его в изделие не выпрямляются и поэтому уплотнитель по этим перегибам может быть разрушен при сборке, а в местах перегиба уплотнителя возможна его разгерметизация в процессе эксплуатации. Кроме того, данная конструкция пресс-формы сложна в изготовлении из-за необходимости совмещения половинок формуюп 1,ей канавки, выполненной в виде спирали на сердечнике и в полуматрицах; металлоемкость данной конструкции прессформы в несколько раз больше, чем у конструкций, в которых формующая канавка выполнена в плоскости разъема плоско-параллельных плит. Наиболее близка к изобретению по технической сущности и достигаемому результату пресс-форма для изготовления кольцевых резиновых изделий, содержащая верхнюю и нижнюю плиты с замкнутыми криволинейными канавками, образующими в сомкнутом положении плит бесконечную формующую полость и имеющими в зонах изменения направления участки перегиба в виде полуокружностей 2. В известной пресс-форме канавки выполнены в форме концентрично расположенных окружностей, что не позволяет в ней изготавливать изделия большого габарита, так как при этом увеличивается количество участков перегиба и уменьшается их диаметр, что снижает качество изделий. Целью изобретения является обеспечение возможности изготовления изделий больщих габаритов при сохранении требуемого их качества. Поставленная цель достигается тем, что в пресс-форме для изготовления кольцевых резиновых изделий, содержащей верхнюю и нижнюю плиты с замкнутыми криволинейными канавками, образующими в сомкнутом положении плит бесконечную формующую полость и имеющими в зонах изменения направления участки перегиба в виде гюлуокружностей, каждая канавка выполнена в форме спирали, имеющей в начале и в конце участки перегиба, причем витки спирали выполнены с шагом меньшим диа.метра участков перегиба. Витки спирали выполнены в виде полуокружностей, а центры участков перегиба и витков спирали расположены на одной линии. Участки перегиба и первый виток спирали выполнены одинакового радиуса, а витки спирали выполнены с одинаковым шагом. На фиг. 1 изображена описываемая прессформа в закрытом положении; на фиг. 2 - нижняя плита, вид сверху; на фиг. 3 - то же, с другим вариантом канавки. Пресс-форма содержит верхнюю 1 и нижнюю 2 плиты, которые взаимно центрируются с помощью направляющих штифтов 3. В верхней 1 и нижней 2 плитах выполнены формующие канавки 4, образующие в сомкнутом положении бесконечную формующую полость 5. При изготовлении колец прямоугольного сечения формующая канвавка может быть выполнена в одной из плит, а другая плита выполняется гладкой. Каждая канавка 4 выполнена в форме спирали, имеющей в начале и конце участки а и 8 перегиба в виде полуокружностей, которые не могут быть расположены на одной линии по разные стороны от центра плиты. Первый виток с спирали расположен по центру плиты или около него, а последующие витки d спирали выполнены с одинаковым шагом t меньшим диаметра участков перегиба айв. Витки d спирали выполнены в виде полуокружностей, описанных из центра внутненнего участка а перегиба. Участки перегиба а и в и первый виток с спирали выполнены одинакового радиуса. Шаг t выполняется минимально допустимым с учетом областной канавки (не показана). В центре плит выполнен канал е для выхода воздуха и излишков эластомера при прессовании. Размер полуокружностей участков перегиба влияет на качество изделий, поэтому их диаметр должен выполняться максимальным. Пресс-форма работает обычным образом. Опись ваемая пресс-форма позволяет на стандартных вулканизационных прессах
с размерами плит 1800x2000 мм изготавливать кольцевые резиновые уплотнители с внутренним диаметром свыше 15 м. и надлежащим качеством, чего нельзя осуществить на известных конструкциях прессформ.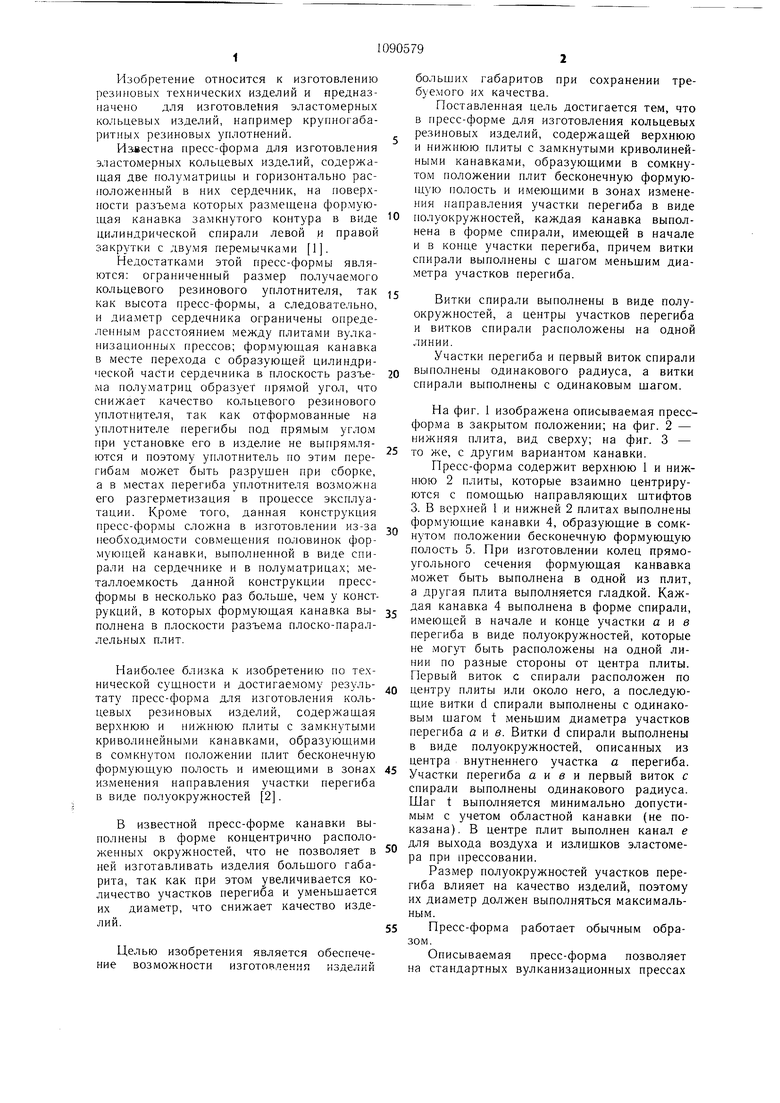
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления кольцевых резиновых изделий | 1980 |
|
SU897562A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
| Приспособление для подпрессовки к вулканизационному прессу | 1983 |
|
SU1154094A1 |
| Устройство для перезарядки трехплитных пресс-форм | 1972 |
|
SU448142A1 |
| Пресс-форма для сращивания отрезков кабеля и присоединения их к арматуре | 1982 |
|
SU1125686A1 |
| Вулканизационный пресс для изготовления резиновых изделий с открытой полостью | 1968 |
|
SU267877A1 |
| Устройство для формования полимерных изделий в вакууме | 1988 |
|
SU1593965A1 |
| Пресс-форма для изготовления эластичных колец | 1986 |
|
SU1399142A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ | 1973 |
|
SU366978A1 |
| ВУЛКАНИЗАЦИОННЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1966 |
|
SU184417A1 |
1. ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ, содержащая верхнюю и нижнюю плиты с замкнутыми криволинейными канавками, образующими в сомкнутом положении плит бесконечную формующую полость и имеющими в зонах изменения направления участки перегиба в виде полуокружностей, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий больщих габаритов при сохранении требуемого качества изделий, каждая канавка выполнена в форме спирали, имеющей в начале и в конце участки перегиба, причем витки спирали выполнены с шагом, меньщим диаметра участков перегиба. 2.Пресс-форма по п. 1, отличающаяся тем, что витки спирали выполнены в виде полуокружностей, а центры участков перегиба и витков спирали расположены на одной линии. 3.Пресс-форма по п. 1, отличающаяся тем, что участки перегиба и первый виток спирали выполнены одинакового радиуса, ж а витки спирали выполнены с одинаковым шагом. СО о ел ;о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1972 |
|
SU418331A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫ РЕЗИНОВЫХ ИЗДЕЛИЙ | 0 |
|
SU189548A1 |
| Солесос | 1922 |
|
SU29A1 |
| тип). | |||
