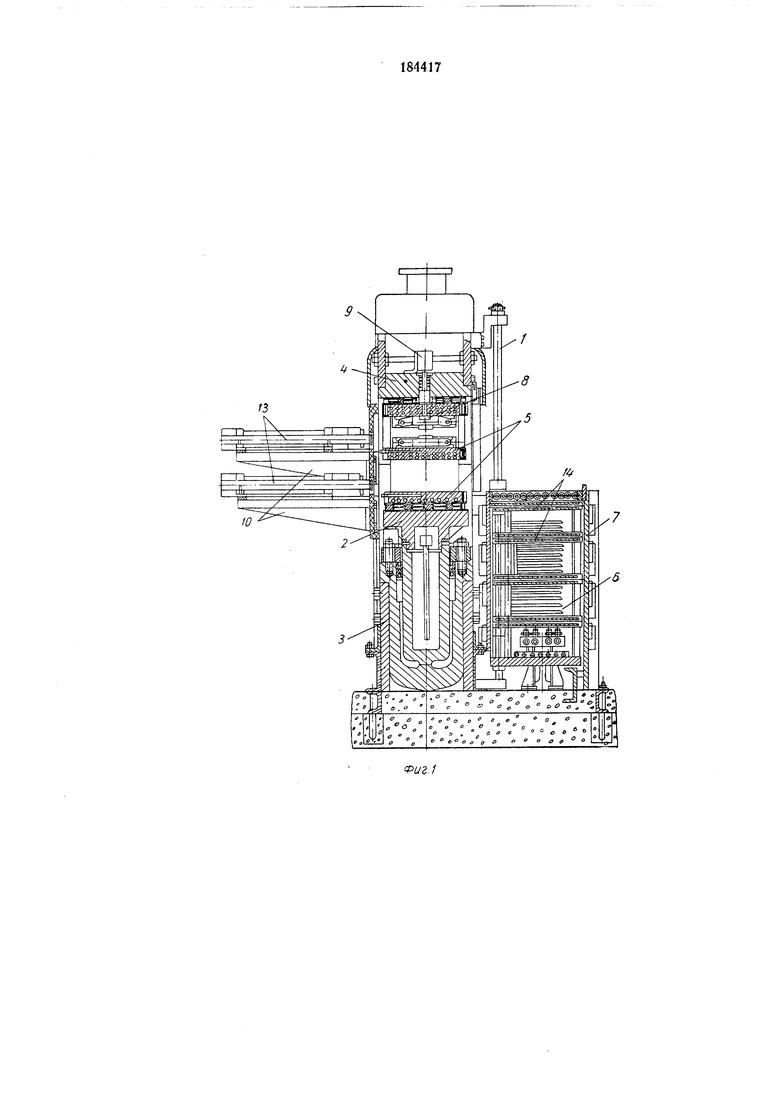
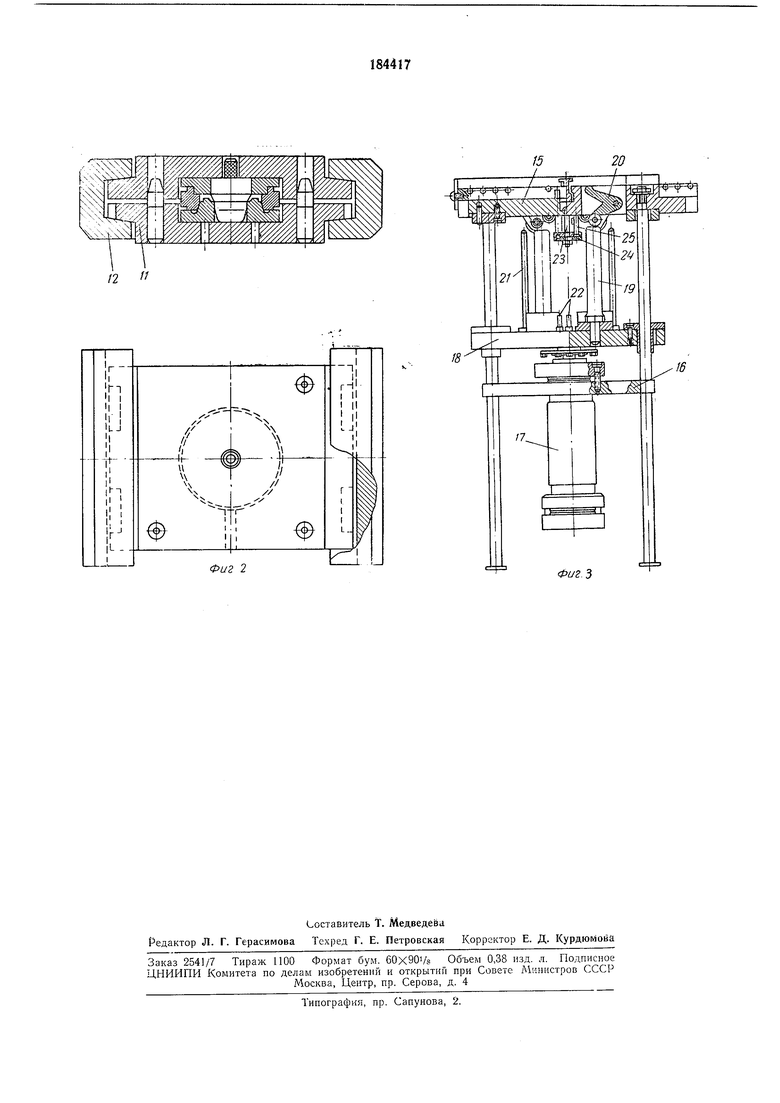
Известные вулкаиизационные прессы для изготовления резиновых изделий содержат смонтированные на колоннах подвижные, приводимые от гидропривода, и неподвижные траверсы с нагревательными плитами и установленные рядом с прессом подъемный стол и пульт управления. Однако на таких прессах невозможно получать резиновые изделия из фторсодержащих каучуков ввиду того, что в них не предусмотрено применение устройств для разогрева заготовок до пластического состояния в сомкнутой без давления кассете и для охлаждения кассет. Предложенный вулканизационный пресс отличается тем, что на верхней неподвижной траверсе пресса смонтирован подпружиненный упор, взаимодействующий с конечным выключателем Гидропривода. Кроме того, в прессе применены смонтированные на кронштейнах цилиндры надевания клиновых замков на кассеты и сталкивания кассет с плит пресса на подъемный стол. Пресс отличается также тем, что подъемный стол снабжен плитами с элементами охлаждейия. В описываемом прессе применен смонтированный на неподвижном столе механизм разъема кассет, выполненный в виде закрепленного на неподвижной траверсе цилиндра, связанного с подвижной траверсой. На ней же смонтированы штыри, взаимодействующие шарнирно укрепленными на рабочем столе кулачками съема клиновых замков; стержни подъема верхней части кассеты, проходящие через отверстия, выполненные в рабочем столе, и упоры. Последние взаимодействуют с перемещаемой по направляющим, прикрепленным к плоскости рабочего стола, планкой, на которой закреплены щтыри-выталкивателн. На фиг. 1 изображен общий вид пресса; на фиг. 2 дан общий вид кассеты; на фиг. 3 - общий вид механизма разъема. Вулканизационный пресс для изготовления резиновых изделий содержит смонтированные на колоннах 1 подвижные 2, приводимые от гидропривода 3, и неподвижные 4 траверсы с нагревательными плитами 5 и установленные рядом с прессом подъемный стол 6 и пульт управления 7. На верхней неподвижной траверсе 4 пресса смонтирован подпружиненный упор и, взаимодействующий с конечным выключателем гидропривода 9. На кронштейнах 10 смонтированы цилиндры // иадеваиия клиновых замков 12 на кассету и 13 сталкивания кассет с плит 5 пресса на подъемный стол 6.
кассетных прессформ, выполненный в виде закрепленного на неподвижной траверсе 16 цилиндра 17, связанного с подвижной траверсой 18. На траверсе смонтированы штыри 19, взаимодействующие с шарнирно закрепленными на рабочем столе 15 кулачками 20 съема клиновых замков 12. Стержни 21 подъема верхней части кассеты проходят через отверстия, выполненные в рабочем столе 15. Упоры 22 взаимодействуют с перемещаемой по направляющим 23, прикрепленным к нижней плоскости рабочего стола, планкой 24, на которой закреплены щтыри-выталкиватели 25.
Работа пресса осуществляется следующим образом. На нагревательные плиты 5 пресса загружают собранные кассеты. При включении гидропривода поднимают нагревательные плиты с кассетами, при этом кассета, установленная на верхней нагревательной плите, касается подпружиненного упора 18, взаимодействующего с конечным выключателем 19. Кассеты зажимаются между верхними и нижними нагревательными плитами. При достижении в кассетах заданной температуры формования включают двигатель гидравлического насоса для регулируемого повышения давления.
Перед окончанием цикла вулканизации цилиндры 11 надевания запирают клиновыми замками 12. Отключают гидропривод, раскрывают пресс, при этом давление сохраняют при помощи клиновых замков. Цилиндры 13 сталкивания перемещают кассету на плиты 14 охлаждения.
В это время на пресс загружают новую партию кассет, и цикл вулканизации повторяется. Охлажденную кассету устанавливают по центру рабочего стола 15 механизма разъема, закрепляя нижнюю часть кассеты собачками. При включении цилиндра 17 поднимается подвижная траверса 18, при этом установленные на ней штыри 19 воздействуют на шарнирно закрепленные на рабочем столе кулачки 20, снимающие клиновые замки 12 с кассеты. Стержни 21, проходя сквозь отверстие в рабочем столе 15, разнимают кассету, а упоры 22 упираются в планку 24, щтыри-выталкиватели 25 которой извлекают прессформу из гнезда кассеты.
Вынув црессформу с готовым изделием, в
гнездо кассеты загружают новую прессформу с резиновой смесью и кассета при опускании подвижной траверсы 18 смыкается. Готовую кассету подают в пресс. Для разъема кассет, разных по габаритам, в разъемнике имеется несколько пар кулачков, соответствующих типу и размеру кассеты.
Предмет изобретения
1.Вулканизационный пресс для изготовления резиновых изделий, включающий смонтированные на колоннах подвижные, приводимые от гидропривода, и неподвижные траверсы с нагревательными плитами и установленные рядом с прессом подъемный стол и пульт управления, отличающийся тем, что, с целью обеспечения разогрева заготовок до пластического состояния в сомкнутой без давления кассете, на верхней неподвижной траверсе пресса смонтирован подпружиненный упор, взаимодействующий с конечным выключателем гидропривода.
2.Пресс по п. 1, отличающийся тем, что, с целью обеспечения изготовления резиновых
изделий из фторсодержащих каучуков, в прессе применены смонтированные на кронштейнах цилиндры надевания клиновых замков на кассеты и сталкивания кассет с плит пресса па подъемный стол.
3.Пресс по пп. 1 и 2, отличающийся тем, что, с целью обеспечения охлаждения кассет, подъемный стол снабжен плитами с элементами охлаждения.
4. Пресс по пп. 1-3, отличающийся ем, что в прессе применен смонтированный на неподвижном рабочем столе механизм разъема кассет, выполненный в виде закреплепного на неподвижной траверсе цилиндра, связанного с
подвижной траверсой, на которой смонтированы штыри, взаимодействующие с шарнирно укрепленными па рабочем столе кулачками съема клиновых замков, стержни подъема верхней части кассеты, проходящие через отверстия, выполненные в рабочем столе, и упоры, взаимодействующие с перемещаемой по направляющим, прикрепленным к ннжней плоскости рабочего стола, планкой, на которой закреплены щтыри-выталкиватели.
/2
2В
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| УСТРОЙСТВО для РАЗЪЕМА ПРЕСС-ФОРМ | 1973 |
|
SU380471A1 |
| Вулканизационный пресс для изготовления резиновых изделий с открытой полостью | 1968 |
|
SU267877A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| ЛАБОРАТОРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1968 |
|
SU232057A1 |
| Устройство для перезарядки трехплитных пресс-форм | 1972 |
|
SU448142A1 |
| ПРЕСС С ПРИНУДИТЕЛЬНЫМ РАЗЪЕМОМ ПРЕСС-ФбРМ' | 1972 |
|
SU331923A1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |