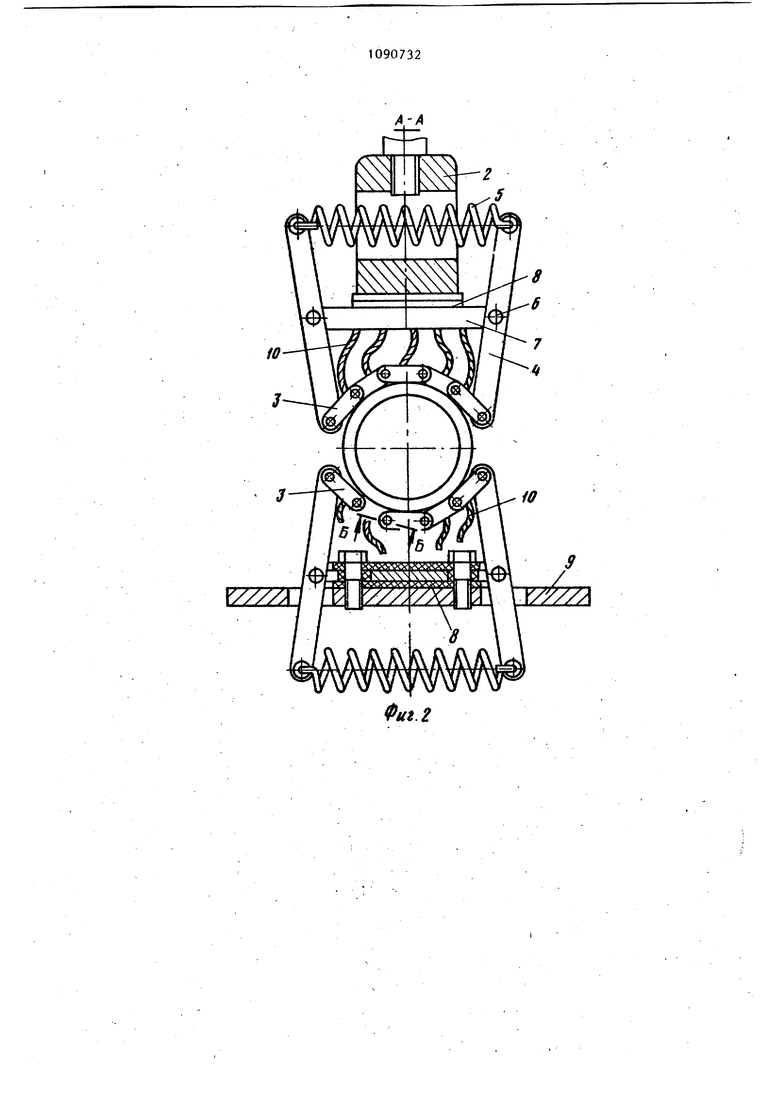
1 Изобретение относится к оборудова нию для термообработки длинномерных изделий, например труб, проката и мо жет быть использовано в металлургии и машиностроении. Известна установка для непрерьтного нагрева прутков, в которой подвод тока к изделию осуществляется с помощью двойной цепной передачи, на осях которой закреплены контактные ролики. Напряжение на ролики подается от токоподводов с помощью контакт ных колодок lj , Однако при больших сечениях изделия устройство не обеспечивает равно мерного распределения тока по изделию и весьма сложно конструктивно. Наиболее близкой по технической сущности и достигаемому результату к изобретению является установка для электроконтактного нагрева, предназначенная для термической обработки длинномерных изделий, содержащая ста нину с закрепленными на ней зажимными узлами, на которьпс через электроизоляцию закреплены верхние и ниж ние водоохлаждаемые контакты, выполненные в виде призм 2. Недостатком данной установки явля ете перегрев изделия в местах контакта при передаче больших токов, чт снижает качество термообрабатываемых изделий. Целью изобретения является повышение качества нагрева. Поставленная цель достигается тем что в установке для электрокоитактного нагрева, содержащей токоподйоды и узлы зажима с oxлaждaeмы ш контактами, контакты выполнены в ввде шарнйрной многозвенной цепи, звенья которой электрически соединены с токоподводом, а концы Цепи посредством системы рычагов соединены упругим элементом. При этом каждое звено контактов имеет каналы для пропускания охладителя . На фиг. 1 изображена установка для электроконтактного нагрева изделий, общий вид; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-В на фиг. 2. Установка для электроконтактного нагрева содержит станину 1, на когорой установлены силовые цилиндры 2 с контактами 3. Контакты представляют собой многозвенную щарнирную цепь закрепленную своими крайними звенья32ми на одном плече двуплечих рьгчагов 4, вторые плечирычагов 4 взаимодействуют с упругим элементом-компенсатором 5, -например пружиной, который обеспечивает натяжение цепи контакта 3 для равномерного и достаточного охвата контактом обрабатываемого изделия . Рычаги 4 закреплены с возможностью вращения посредством осей 6 на вилках 7, которые закреплены через изолятор 8 - нижняя на основании 9, верхняя на силовом цилиндре 2. Подвод тока к каждому звену цепи осуществляется посредством гибких токоподводов 10. Подвод охлаждающей жидкости осуществляется гибкой трубкой 11, отвод трубкой 12. Предложенная установка работает следую1цим образом. Обрабатываемое изделие укладывают на нижний контакт 3, включают силовые цилиндры 2, установленные на .станине 1. Верхний и нижний контакты при этом плотно облегают поверхность изделия, копируя профиль его сечения. Верхние концы рычагов 4 во время прогиба контактов 3 поворачиваются вокруг оси 6 на вилках 7, растягивая упругий элемент 5. . Нагрев изделия осуществляется после зажатия изделия в контактах 3 путем подвода электрического тока к контактам 3 через гибкие токоподводы 10. Изоляция корпуса от токоведущих частей достигается установкой изоляторов 8 на щтоках силовых цилиндров 2 и основаниях 9. С целью предохранения контактов 3 от перегрева к крайнему звену контактов через трубку 41 подводится охлаждающая жидкость, которая последовательно проходит через каналы в звеньях цепи контакта 3 и отводится через трубку 12. После выдержки изделия при заданной температуре ток отключают и снимают усилие с силовых цилиндров 2. При этом упругий элемент 5 возвращает рычаги 4 и контакты 3 в исходное положение, освобождая изделие. После удаления обрабатываемого изделия цикл повторяется. Предложенная установка для электроконтактного нагрева позволит повысить качество, нагрева за счет исключения перегревов и-подгаров участков заготовок в местах контакта.
Фи 2
бб
иг.З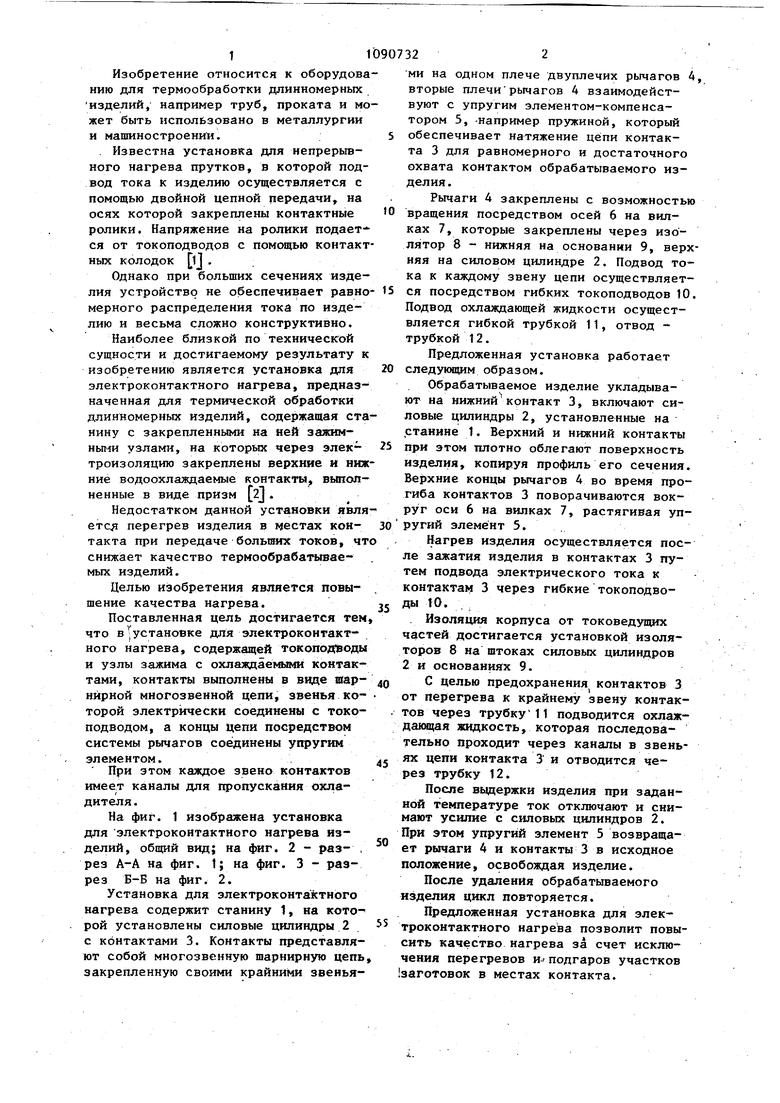
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ПРОФИЛЕЙ | 2009 |
|
RU2394920C1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 1990 |
|
RU2034053C1 |
| Устройство для нагрева изделий припОТОчНОМ пРОизВОдСТВЕ | 1976 |
|
SU840162A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2165341C2 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Устройство для электроконтактной обработки | 1980 |
|
SU984785A1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2009 |
|
RU2414514C1 |
| Установка для электроконтактного нагрева длинномерных изделий | 1980 |
|
SU1036765A1 |
| Установка для электроконтактного нагрева | 1983 |
|
SU1250584A1 |
1. УСТАНОВКА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА, содержащая токоподводы и узлы зажима, отличающаяся тем, что, с целью повышения качества нагрева, контакты выполнены в виде шарнирной многозвенной цепи, звенья которой электрически сое динены с токоподводом, а концы цепи посредством системы рычагов соединены упругим элементом. 2. Установка по п.1, о т л и чающаяся тем, что калодое звено контактов имеет каналы для пропускания охладителя. г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ 1072760, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОГОНАГРЕВА | 1971 |
|
SU429104A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
