Автоматические станки для изготовления ироволочных изделии с иолзупом, сообщающим возвратно-постуиате.тьиое движеиие uiiCT iyментам, осуществляющим резку и гибку проволоки, нзвести, Отличите.тьиые признаки оиисываемого станка заключаются в том, что t)H ciia6жеи двумя плоскими п.ташками для накатки резьбы, иричсм подвижиая плашка укреилеиа на иолзу 1е, а неиодвижиая-па наг/рав.тяюпщх по..зупа.
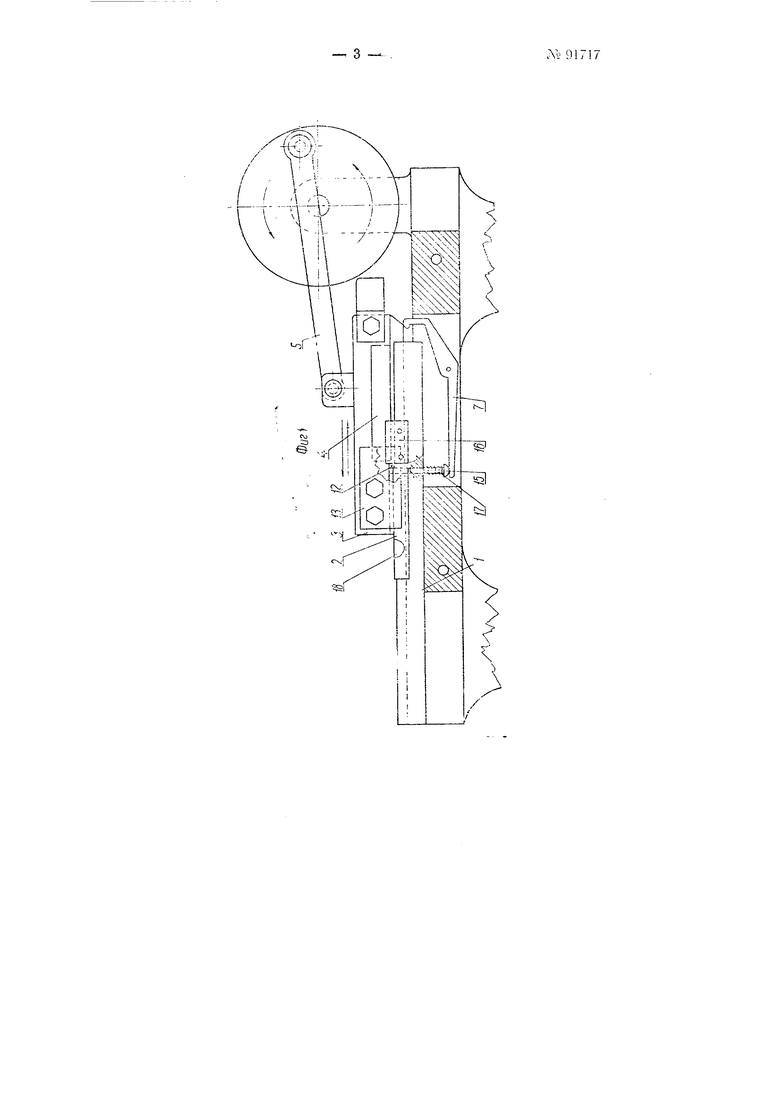
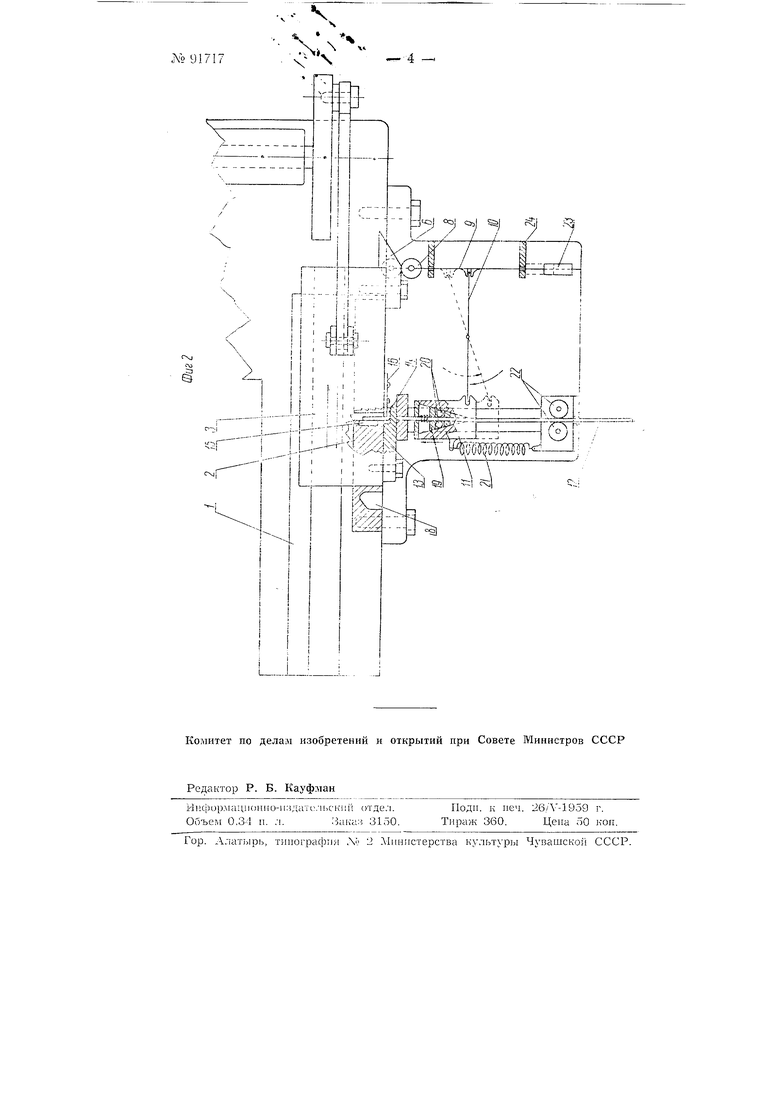
На фиг. I показан вид станка спереди; на фиг. 2-вид стапка в илапе. По паиравляющпм /, иа которых укреплена нижняя для .кжатки резьбы гглоская (неподвижная) плашка 2, перемещается ползун ос верхней плоской (нодвпжноп) для накатки резьбы плаплко 4. Движение нолзупа осуп1ествляется крпвошипиым механизмом 5. На правом коппе ползуна укреплен кулачок 6. При двпже1П и ползуна вправо оп нажимает на рычаг 7, а кулачок 6-па ролик 8, укрепленный на iiiTOKe Р. Шток поворачивает коромысло 10, перемеп 1,ающее ползуип у // с зажатой в пеГ| проволокой 2, которая выдвигается к нлaщкa r 2 и 4. креп.теппый на левой стороне но.тзуна нож 13 отрезает заготовку косты, 14 и затем изгибает его. Подпружннеппый ynoji 15 нижней нлан1К11, нодннмаемьи во время подачи проволоки рычагом 7, п,танка 16 обеспечивают правильиое ноложеппе заготовки костыля 14 при гпбке. После оконча.пия гпбкп при обратном ходе ползуна упор 15 оттягивается вниз iipyжиной 17, а па заготовке костыля 14 плащками 2 м 4 накатывается резьба. Накатап)1ый костыль попадает в выемку 18 на плашке 2 и по пей скатьп ается вниз.
Таким образо.м, за одни двойной ход ползупа пропсход1гг no.inoe изготовление костыля.
В нолзушке 11 имеется конусное отверстие, в которое встав.тен конус 19. Через отверстие вдоль оси конуса проходит проволока --.
ль 01717- 2 -
а и отверстия, перпе11;1иь:у.чярные этой оси, встав.лены три шарика 20. Диаметр liiapiUvOB несколько больше толщииы стеиок конуса. При движении нолзушкн вперед шарики сближаются, зажимают проволоку и подают ее. Движение ползушки назад нроисходит под действием пружииы 21, jipHMCM шарики скользят вдоль проволоки. Перемен1еиию и)оволокн мазад иреиятствуют ролики 22, расстояние между которыми |5егу. винтом. Величина подачи регулируется изменеиием )ассгояшчя от BiiiiTOBofi муфты 23 до упора 24.
Предмет изобретения
1.Лвтсмагический станок для изготовления костылей из ироволоK i. енабжеиньн} ползуном,сообщаюииим возвратно-поступательное ды-гжение 3aKjiei.:ei:i:biM иа ием инструментам, осуществляющим резку I гибку npOBo.iOK, 1 меха1 измом автоматической подачи нроволоки, нривод.1ы.: li действие от ползуна станка, о т л и ч а ю щ и и с я TCNI, что, в це.чмх изготовления костыля за одии двойной ход нолзуна, станок .н двумя нлоскнли н.ташками для накатки резьбы, одна из которых (иод:,11жиая) ук|)енлеиа иа ползуне станка, а другая (иенодвижная)-на направляющих ползуна.
2.Форма вынолпения станка но п. 1, о т л и ч а ю HI, а я с я тем, что, в целях обеспечения правильного положения заготовки при гибко костыля, нижня51 плашка снабжена неподвижным и утопляюи 1имся иодвижным упором, причем последний подпружииен п упирается в рычаг, взаимодействуюилий с ПОЛЗУНОМ станка.
ч- ч
.
Ч хХ - 4

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гофрирования картона | 1956 |
|
SU104654A1 |
| Станок для изготовления из проволоки, например, игольчатых роликов | 1956 |
|
SU109104A1 |
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |
| Станок-автомат для накатывания резьбы | 1986 |
|
SU1454559A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВ ИЛИ Т. П. ИЗДЕЛИЙ | 1925 |
|
SU7849A1 |
| СТАНОК ДЛЯ НАКАТКИ РЕЗЬБЫ НА ТРУБАХ | 1971 |
|
SU289861A1 |
| Автоматический резьбонакатный станок | 1979 |
|
SU871944A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Давильно-печатный станок | 1955 |
|
SU108711A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
:5Г
с:;::лй
toj CQl 0,1 S5If J.
о
Т )
у
а
- 1 1
