,54) ПЛОСКОПРОКАТНЫЙ АВТОМАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскопрокатный автомат | 1980 |
|
SU919799A2 |
| Плоскопрокатный автомат | 1981 |
|
SU980907A2 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| Плоскопрокатное устройство для поперечно-клиновой прокатки | 1988 |
|
SU1569066A1 |
| Плоскопрокатное устройство | 1978 |
|
SU764812A1 |
| Устройство для поперечно-клиновой вальцовки | 1978 |
|
SU766725A1 |
| Устройство для правки нежестких цилиндрических деталей гладкими плитами | 2019 |
|
RU2696988C1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПЛОСКИМИ ИНСТРУМЕНТАМИ | 2015 |
|
RU2600302C1 |
| Плоскопрокатное устройство | 1979 |
|
SU818712A1 |
Изобретение относится к обработке .металлов давлением, в частности к по перечно-клиновой вальцовке. Известны плоскопрокатные вальцы, содержащие станину с неподвижным инструментом, ползун с подвижным инструментом, а также подающий механизм с магазином, лотком и подавателем l. Недостатком такой конструкции плоскопрокатного устройства является использование штучных заготовок, прошедших операции правки и резки на дополнительном оборудовании. Как правило, заготовки после резки разориентируются и требуют повторной ориентации с использованием бункерных ориентирующих устройств при дальнейшей обработке. Широкий диапазон соотношений длины заготовки к ее диаметру устраняет возможность ис пользования при дальнейшей обработке заготовок бункерных ориентирующих устройств одного и того же типа. Известен также плоскопрокатный автомат, содержащий установленные в станине неподвижный рабочий инструмент, ползун с подвижным рабочим инструментом, установленным с возмож ностью перемещения в направлении, п пендикулярном оси прокатки, устройство для подачи прутка, подвижный нож, установленный в станине 2. Недостатком этого автомата является то, что при подаче и резке прутка значительная часть рабочего хода используется вхолостую. Операция накатки резьбы не требует использования большого рабочего хода, а при поперечно-клиновой вальцовке требуются, как правилоj клиновые инструменты значительной длины, а, следовательно, и большой ход подвиж ного инструмента. Поэтому использование части рабочего хода под подачу и резку прутка снижает технологические возможности оборудования. В верхнем неподвижном инструменте этого устройства используется канавка приема прутка для резки и удержания в ней заготовки перед захватом ее заборной частью подвижного накатного инструмента. При холодной клиновой вальцовке целесообразно расположение неподвижного инструмента внизу, так как такая конструктивная схег Ма устраняет про.блему герметизации направляющих ползуна от охлаждающей жидкости (эмульсии).
Использование же подобной канавки в нижнем подвижном инструменте при клиновой вальцовке не приемлемо особенно при деформировании заготовок малых диаметров из-за трудности обеспечения одновременного надежного и стабильного захвата клиновыми элементами обоих инструментов, без которого не может протекать дальнейший процесс вальцовки. Дроме того, использование подвижного .ножа со стороны прутка не исключает возможности его изгиба в процессе резки..Наличие же деформированного конца прутка снижает надежность его стабильной подачи в приемную часть инструмента.
Цель изобретения - расширение технологических возможностей и повышение надежности автомата в работе Поставленная цель достигается тем что плоскопрокатный автомат снабжен механизмом выдачи заготовок, копиром, закрепленным на ползуне неподвиным ножом, закрепленным в станине и подпружиненной опорой, установленной с возможностью возвратно-поступательного йеремещения в направлении перемещения ползуна, имеющей возможность взаимодействия с подвижным ножом, подпружиненным в направлении оси опоры, причем механизм выдачи заготовок выполнен в виде установленного в станине подпружиненного двуплечего рычага с роликом, имеющим возможност взаимодействия с копиром, подавателя расположенного на двуплечем рычаге, подпружиненного фиксатора, установленого в зоне расположения неподвижного инструмента, станина выполнена с дугообразным каналом, имеющим бурт в его верхней части в зоне расположения фиксатора, а подаватель расположен в дугообразном канале.
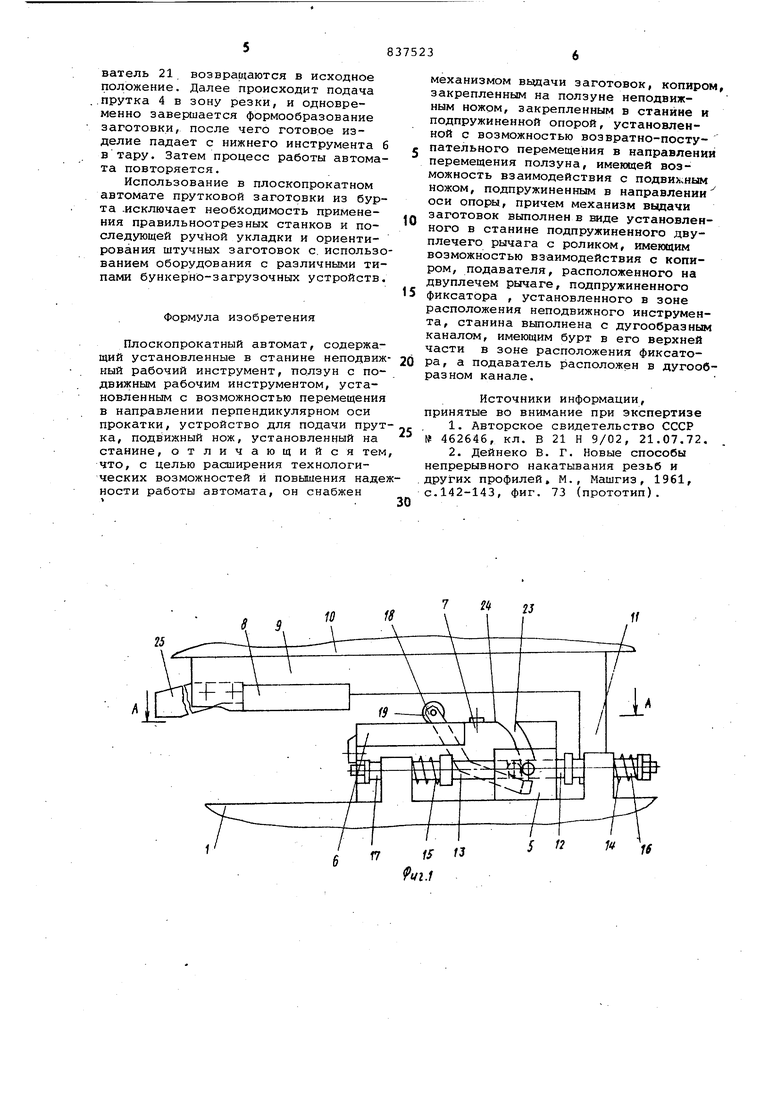
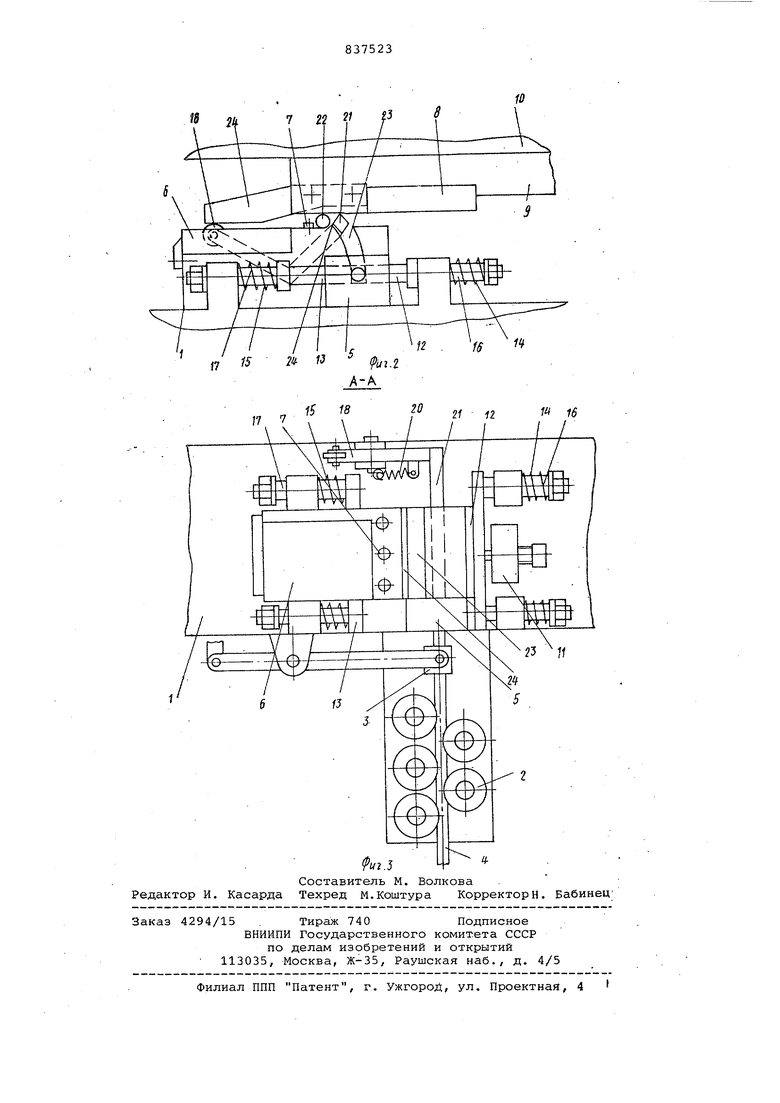
На фиг,1 показан автомат в момент окончания резки прутка, общий вид; на фиг. 2 - автомат в момент выдачи заготовки к фиксатору, общий вид; на фиг. 3 - разрез А-А на фиг. 1.
Плоскопрокатный автомат содержит станину 1, на которой установлены устройство 2-для правки и устройство для подачи 3, прутка 4 во втулочный неподвижный нож 5. Устройство для подачи 3 снабжено захватом прутка подобным цанговому зажиму. Привод подачи 3 может осуществляться, например, от кулачкового механизма (на фиг. не показан).
На станине 1 также установлены нижний неподвижный инструмент 6 и. подпружиненный фиксатор 7. Верхний подвижный инструмент 8 смонтирован на ползуне 9, совершающем возвратно-поступательное перемещение по направляющим 10. Привод ползуна может быть, например кривошипно-кулисным (на фиг. не показан).
На станине 1 смонтированы с возможностью возвратно-поступательного
перемещения параллельно передвижению ползуна 9 с помощью установленного на нем упора 11 подвижный нож 12 и опора 13, подпружиненные соответственно пружинами 14 и 15. Перемещение ножа 12 и опоры 13 осуществляется по направляющим колонкам 16 и 17. На шарнирно установленном в станине 1 двуплечем рычаге 18, имеквдим ролик 19, подпружиненном пружиной 20, смонтирован подаватель 21., перемещающийся с заготовкой 22 в дугообразном канале 23, ближняя к фиксатору 7 стенка которого вверху снабжена буртом 24. Рычаг 18 периодически взаимодействует с копиром 25, установленным на ползуне 9.
Автомат работает следующим образом .
При перемещении ползуна 9 по на.направляющим 10 станины 1 справа налево ролик рычага 18 сходит с копира 25 и под действием пружины 20 рычаг 18 возвращается вместе с. подавателем 21 в исходное нижнее положение. После этого пруток 4 из бурта проходя правку между роликами устройства 2 подается с помощью подачи 3 в отверстие неподвижного втулочного ножа 5 на величину, соответствующую длине заготовки. При подходе ползуна 9 к крайнему левому положению упор 11 набегает на подвижный нож 12, который сдвигает заготовку 22, опирающуюся на опору 13. Происходит совместное перемещение подвижного ножа 12 и опоры 13 по соответствующим направляющим колонкам 16 и 17 с одновременным сжатием пружин 14. и 15 и разделением заготовки 22 от прутка 4 .
По завершении прямого хода ползун 9 перемещается в обратном направлении. При этом под действием пружин 14 и 15 подвижный нож 12 и опора 13 вместе с заготовкой 22 возвращаются в исходное положение. Заготовка 22 в результате некоторого отхода подвижного ножа 12 и опоры 13 друг от друга высвобождается и опускается на несущую поверхность подавателя 21.
При подходе ползуна 9 к правому крайнему. положению копир 25 набегает на ролик 19 рычага 18 и начинает поворачивать рычаг вокруг оси, растягивая пружину 20. При этом подаватель 21 перемещается с заготовкой 22 по дугообразному каналу 23 в верхнее положение. В конце хода несущая поверхность подавателя 21 приобретает максимальный наклон , и заготовка 22 скатывается с подавателя за бурт 24 к фиксатору 7. Затем ползун 9- совершает прямой ход, и заготовка 22 захватывается инструментами 6 и 8, утапливая при этом подпружиненный фиксатор 7. Начинается деформирование заготовки инструментами. Под действием пружин фиксатор 7 и подаватель 21 возвращаются в исходное положение. Далее происходит подача ..прутка 4 в зону резки, и одновременно завершается формообразование заготовки, после чего готовое изделие падает с нижнего инструмента в тару. Затем процесс работы автома та повторяется. Использование в плоскопрокатном автомате прутковой заготовки из бурта .исключает необходимость применения правильноотрезных станков и последующей ручной укладки и ориентирования штучных заготовок с. использо ванием оборудования с различными типами бункерно-загрузочных устройств. Формула изобретения Плоскопрокатный автомат, содержащий установленные в станине неподвиж ный рабочий инструмент, ползун с подвижным рабочим инструментом, установленным с возможностью перемещения в направлении перпендикулярном оси прокатки, устройство для подачи прут ка, подвижный нож, установленный на станине, отличающийся тем что, с целью расширения технологических возможностей и повышения наде ности работы автомата, он снабжен S. g f7 If 1 ft 23 S f механизмом вьщачи заготовок, копиром, закрепленным на ползуне неподвижным ножом, закрепленным в станине и подпружиненной опорой, установленной с возможностью возвратно-поступательного перемещения в направлении перемещения ползуна, имеющей возможность взаимодействия с подви;1.ным ножом, подпружиненным в направлении оси опоры, причем механизм вьшачи заготовок выполнен в виде установленного в станине подпружиненного двуплечего рычага с роликом, имеющим возможностью взаимодействия с копиром, подавателя, расположенного на двуплечем рычаге, подпружиненного фиксатора , установленного в зоне расположения неподвижного инструмента, станина вьтолнена с дугообразным каналом, имеющим бурт в его верхней части в зоне расположения фиксатора, а подаватель расположен в дугообразном канале. Источники информации, ринятые во внимание при экспертизе 1.Авторское свидетельство СССР № 462646, кл. В 21 Н 9/02, 21.07.72. . 2.Дейнеко В. Г. Новые способы епрерывного накатывания резьб и ругих профилей, М., Машгиз, 1961, .142-143, фиг. 73 (прототип). / js
