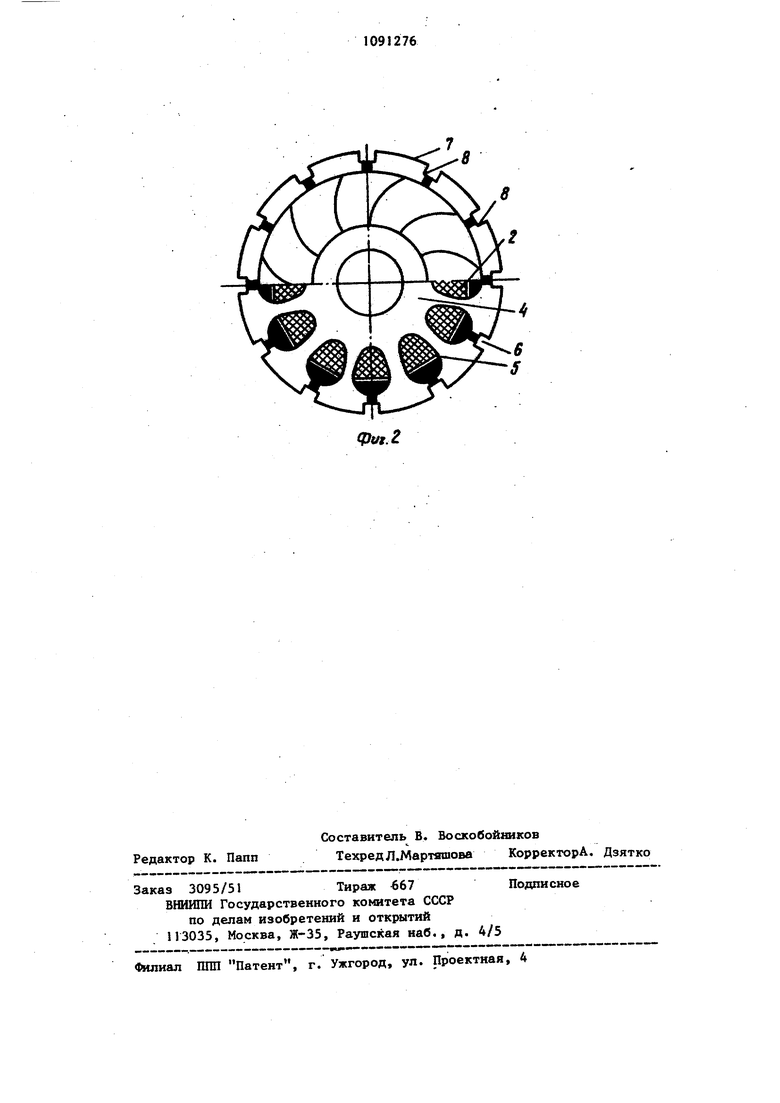
Изобретение относится к технологии изготовления обмотанных магнитопроводов роторов и статоров электри ческих машин и может быть использовано в электротехнической промышлен- но сти, Известен способ изготовления магиитопровода электрической машины, в котором уменьшение погрешности в расположение зубцов достигается за счет деления пакета магнитопровода на две части, одновременной прорез кой пазов и шлицов в обоих частях магнитопровода за одну установку с последующим смещением одной половины пакета относительно другой Такой способ обеспечивает получение достаточно высокой точности в расположении зубцов. Однако при дапь HeEDHix операциях технологического процесса изготовления магнитопровода механической обработке поверхностей, укладке обмотки, пропиткеи,сушке при температуре,-в результате различного рода механических и температурных деформаций,полученная точность расположения зубцов не сохраняется. Кроме того, данный способ является неэкономным, так как требует большрго объема работы для прорезки пазов. Известен также способ изготовлени обмотанного магнитопровода электриче кой машины, включающий изготовление сердечника магнитопровода с зубцами, пазами для размещения обмотки и шлицами, укладку в пазы обмотки и капсулирование пазов и шлицов затвердевающей массой t2. Недостатком этого способа является низкое качество изготавливаемых изделий, так как после выполнения различных операций по укладке обмотки и капсулирования пазов полученная точность углового расположения зубцов нарушается. Цель изобретения - повьшение качества изготавливаемых изделий путем повышения точности углового расположения зубцов. Поставленная цель достигается тем, что согласно способу изготовления обмотанного магнитопровода электрической машины, включающему изготовление сердечника магнитопровода с зубцами, пазами для размещегшя обмоток и шлицами, укладку в пазы обмотки и капсулирование пазов и шлицов затвердевающей массой, при изготовлении сердечника магнитопровода зубцы в месте расположения шпицов выполняют с технологическим припуском по ширине, а после заполнения затвердевающей массой производят прорезку шлицов с удалением технологического припуска. На фиг.1 показана пластинд ротора электрической машины; на фиг.2 - готовый обмотанный магнитопровод ротора электрической машины. Способ изготовления обмотанного „ магнитопровода электрической машины осуществляется следующим образом. Вырубают пластины I с пазами 2 и шлицами 3, ширина которых меньше требуемой ширины Б в магнитопроводе 4 ротора, производят отжиг пластин ,затем изолируют их и покрывают слоем клея. Собирают пластины 1 в пакет веером, после чего термообрабатывают под давлением. Собранный пакет обрабатывают по внутреннему диаметру. Укладывают в пазы 2 магнитопровода 4 обмотки ротора и закрепляют обмотку в пазах магнитопровода клиньями 5, производят формование лобовых частей обмотки, после чего заполняют свободную часть в пазах 2 и йшищ) 3 затв ргдевающей массой 6 и производят термообработку отверждающей массы. После термообработки обрабатывают наружный диаметр магнитопровода и производят формирование зубцовой зоны 7 магнитопровода путем нарезки шлицев 8 в требуемый размер. Изобретение позволяет повысить качество изготовления обмотанных магнитопроводов электрических машин.
8
Фих.г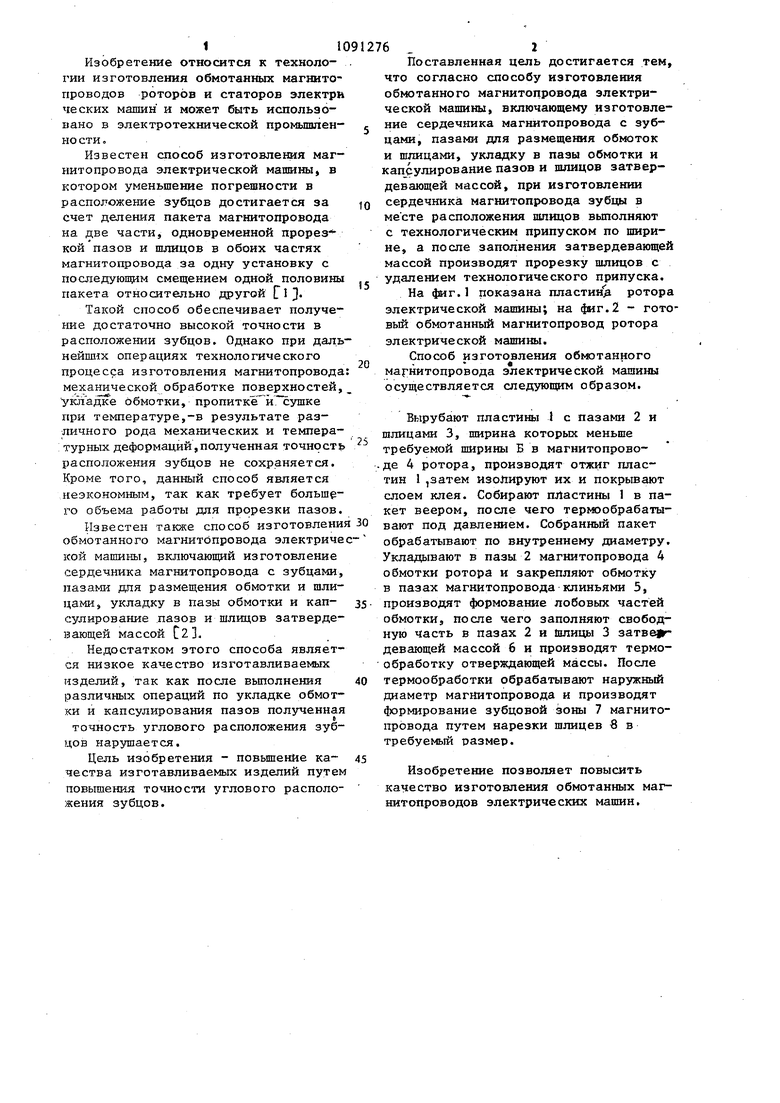
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечников магнитопроводов электрических машин | 1989 |
|
SU1778875A1 |
| Способ изготовления электрической машины | 1986 |
|
SU1365262A1 |
| Способ изготовления роторов и статоров электрических машин | 1991 |
|
SU1802388A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Магнитопровод ротора электрической машины | 1989 |
|
SU1764123A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU928530A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТАННОГО МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ , включающий изготовлениесердечника магнитопровода с зубцами, пазами для размещения обмоток и шлицами, укладку в пазы обмотки и капсулирование пазов и шлицов затвердевающей массой, отличающий ся тем , что, с целью повьшения качества изготавливаемых изделий за счет noBbtmeifflH то.чности углового расположения зубцов, при изготовлении сердечника магнитопровода зубцы в месте расположения пшицов вьтолняют с технологическим припуском по ширине, а после заполнения затвердевающей массой производят прорезку пшицов с удалением технологического припуска. фиг.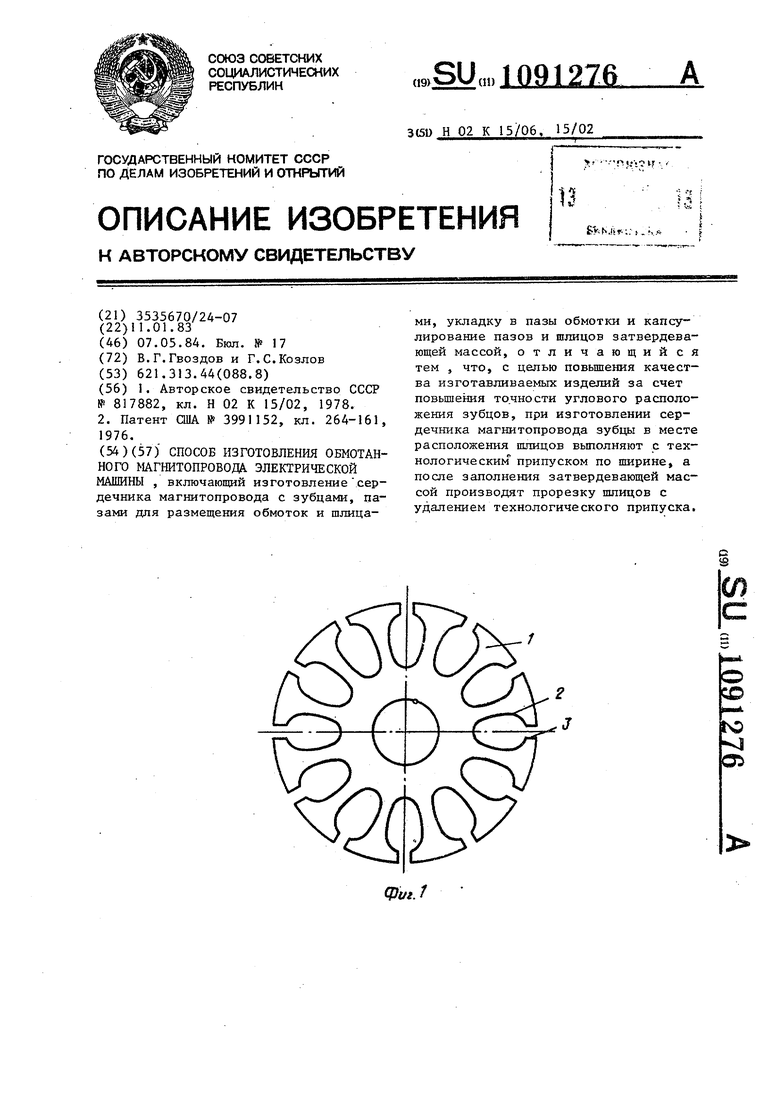
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления магнитопроводовэлЕКТРичЕСКиХ МиКРОМАшиН | 1978 |
|
SU817882A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3991152, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
