Ичппретение относится к песко струйной обработке металлов, а именно к устройствам для очистки поверхностей пневмоабразивной струей.
Цель изобретения - повышение эфективности обработки путем обеспечения равномерности подачи абразива заданной зернистости на обрабатываемую поверхность
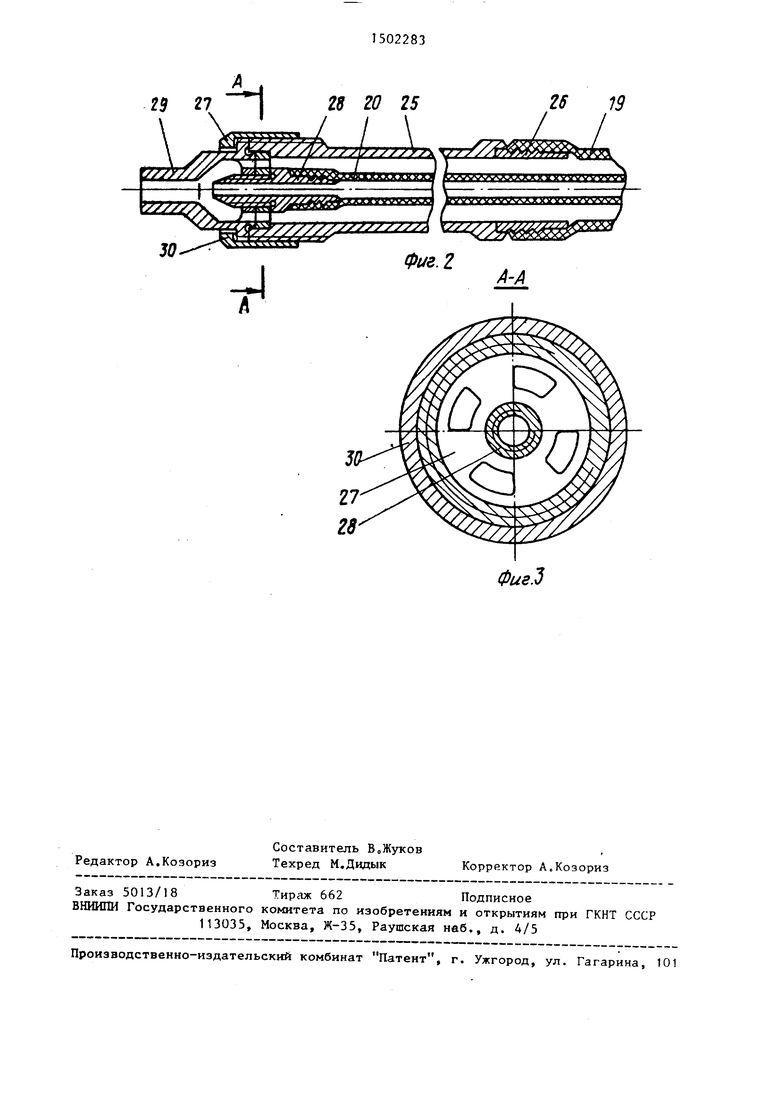
На фиг,1 схематично изображено предлагаемое устройство, продольный разрез; на фиг.2 - струйно-эжекцион- ное сопло, продольный разрез; на фиГо 3 - разрез А-А на фиг,2.
Устройство для абразивно-струйной обработки состоит из рабочей камеры 1 , размещенного в камере стрзгйного сопла 2, бункера 3 для абразива,соединенного с камерой посредством выходного патрубка 4, и емкости 5 для сбора отходов обработки. Патрубок 4 снабжен пересыпным клапаном 6 с дистанционным управлением, расположенным в полости бункера 3. В бункере 3 горизонтально закреплены две сетчатые перегородки 7 и 8, образующие верхнюю полость 9 и нижнкяо полость 10 со стенками бункера
Верхняя полость 9 сообщена с емкостью 5 для сбора отходов трубопроводом 11 с запорным клапаном 12. В стенках емкости 5 установлены воздушный фильтр 13 и резьбовая пробка 14, предназначенная для выгрузки отходов очистки с
Нижняя полость 10, представляющая собой аэроднище бункера, соединена с источником 15 сжатого возду- . ха посредством трубопровода 16 с дросселирующим клапаном 17о Б днище бункера предусмотрена заглушка 18 для периодической чистки сетчатой перегородки 8 и полости 10.
Бункер 3 соединен с соплом 2 посредством абразивопровода 19, Коак- сиально абразивопроводу установлен эластичный шланг 20, соединяющий источник 15 сжатого воздуха с соплом 2 о
Эластичный шланг 20 подводится через заборный штуцер 21 абразивопровода 19, расположенный вблизи сетчатой перегородки 8 нижней полости 10 (аэроднища) бункера.
Рабочая камера снабжена разделительной перЛорировпиной перегородкой 22, люком 23 со смотровым окном
10
2283
и кронштейном 24 для крепления сопла 2 с
Струйное сопло (фиг 2 и З) состоит из гильзы 25, одна сторона которой имеет штуцер 26 для крепления абразивопровода 19 С второй стороны гильзы 25 выполнена расточка под шайбу 27„ Последняя имеет центральное резьбовое отверстие, в которое ввернут ниппель 28 со сквозным каналом. Ниппель 28 соединен с эластичным шлангом 20о В шайбе 27 по окр жнос- ти выполнены сквозные отверстия
Шайба 27 удерживается в гильзе 25 наконечником 29, который крепится к гильзе 25 накидной гайкой 30„Наконечник 29 выполнен с внутренней полостью и имеет сквозное выходное отверстие, а со стороны гильзы 25 - поперечную перегородку с центральным отверстием. Кроме того, в поперечной перегородке наконечника 29 выполнены по окружности отверстия,идентичные отверстиям шайбы 27, Диаметр выходного отверстия наконечника 29 больше диаметра проходного канала в ниппеле 28
15
20
25
Устройство работает следующим об- разоМс
Абразивный порошок засыпается через люк 23 в камеру 1 до уровня пе-. регородки 22„ Пересыпной клапан 6
при этом закрыт. Объем бункера ,Т, ограниченнъп перегородками 7 и 8, должен быть больше объема камеры 1, ограниченного перегородкой 22,Затем открьгоается клапан 6 и абразив подаётся в напорный бункер 3, после чего клапан 6 закрывается Также и клапан 12 закрыт Устройство подготовлено к работе.
Обрабатываемая деталь вводится в
камеру 1 через люк 23 и фиксируется относительно сопла 2 Далее сжатый воздух по трубопроводу 16 подается в нижнюю полость 10, проходя через сетчатую перегородку 8, и к соплу 2 по эластичному шлангу 20. Струя воздуха выбрасывается из выходного отверстия наконеч1шка 29. При подаче сжатого воздуха в бункер 3 через аэроднище абразивный порошок под воздействием давления и за счет проникновения воздуха между частицами абразивного порошка подается сплошным потоком по кольцевому каналу,образованному стенками эластичного галанга
515
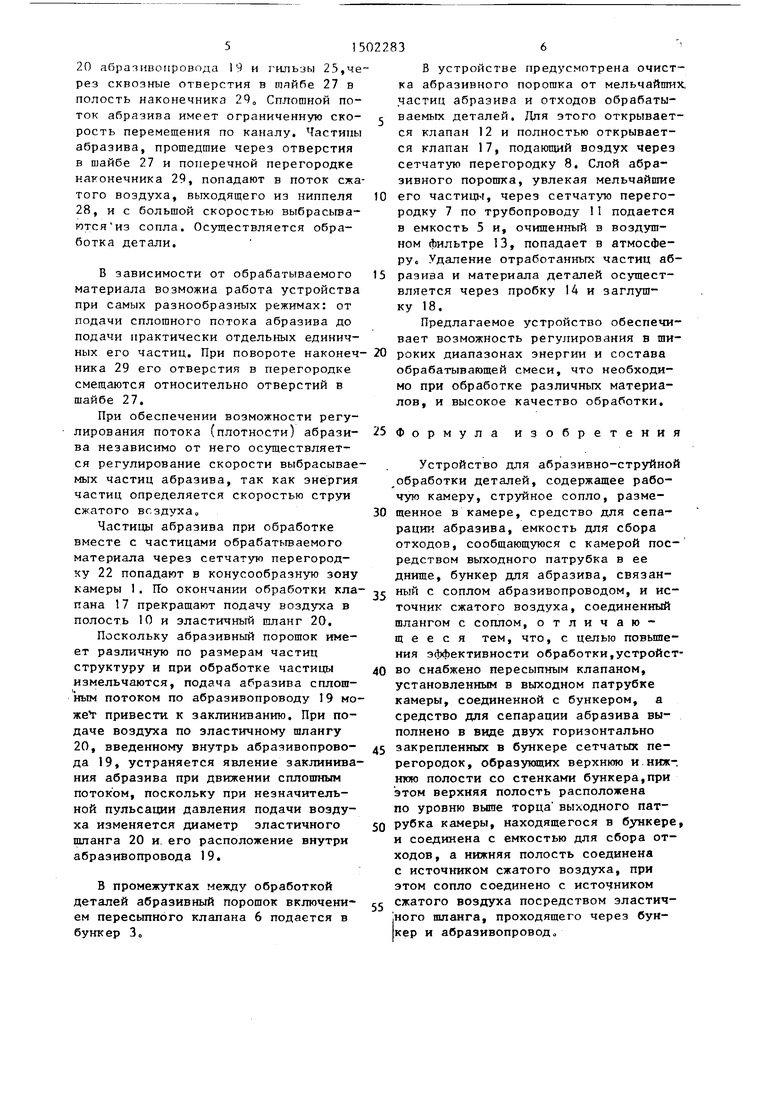
20 абразивоировода 19 и гильзы 25,через сквозные отверстия в тяйбе 27 в полость наконечника 29, Сплошной поток абразива имеет ограниченную скорость перемещения по каналу, Частипы абразива, прошедшие через отверстия в 27 и поперечной перегородке наконечника 29, попадают в поток сжатого воздуха, выходящего из ниппеля 28, и с большой скоростью выбрасьша- ются из сопла. Осуществляется обработка детали.
В зависимости от обрабатываемого материала возможна работа устройства при самых разнообразных режимах: от подачи сплошного потока абразива до подачи практически отдельных единичных его частиц. При повороте наконеч ника 29 его отверстия в перегородке смещаются относительно отверстий в шайбе 27,
При обеспечении возможности регулирования потока (плотности) абразива независимо от него осуществляется регулирование скорости выбрасываемых частиц абразива, так как энергия частиц определяется скоростью струи сжатого всздуха
Частицы абразива при обработке вместе с частицами обрабатываемого материала через сетчатую перегородку 22 попадают в конусообразную зону камеры 1. По окончании обработки клапана 17 прекращают подачу воздуха в полость 10 и эластичный шланг 20,
Поскольку абразивный порошок имеет различную по размерам частиц структуру и при обработке частицы измельчаются, подача абразива сплошным потоком по абразивопроводу 19 мо же привести к заклиниванию. При подаче воздуха по эластичному шлангу 20, введенному внутрь абразивопрово- да 19, устраняется явление заклинивания абразива при движении сплошным потоком, поскольку при незначительной пульсации давления подачи воздуха изменяется диаметр эластичного шланга 20 и, его расположение внутри абразивопровода 19,
В промежутках между обработкой деталей абразивный порошок включением пересьтного клапана 6 подается в бункер Зо
0
0
В устройстве предусмотрена очистка абразивного порошка от мельчайших частиц абразива и отходов обрабатываемых деталей. Для этого открывается клапан 12 и полностью открывается клапан 17, подающий воздух через сетчатую перегородку 8, Слой абразивного порошка, увлекая мельчайшие его частицы, через сетчатую перегородку 7 по трубопроводу 1 подается в емкость 5 и, очищенный в воздушном фильтре 13, попадает в атмосфе- рус Удаление отработанных частиц абразива и материала деталей осуществляется через пробку 14 и заглушку 18,
Предлагаемое устройство обеспечивает возможность регулирования в широких диапазонах энергии и состава обрабатывающей смеси, что необходимо при обработке различных материалов, и высокое качество обработки.
25 Формула изобретения
Устройство для абразивно-струйной обработки деталей, содержащее рабочую камеру, струйное сопло, размещенное в камере, средство для сепарации абразива, емкость для сбора отходов, сообщающуюся с камерой посредством выходного патрубка в ее днище, бункер для абразива, связанный с соплом абразивопроводом, и источник сжатого воздуха, соединенный шлангом с соплом, отличающееся тем, что, с целью повьш1е- ния эффективности обработки,устройство снабжено пересыпным клапаном, установленным в выходном патрубке камеры, соединенной с бункером, а средство для сепарации абразива вы- полнеио в виде двух горизонтально закрепленных в бункере сетчатых перегородок, образующих верхнюю и ниж-. нюю полости со стенками бункера,при этом верхняя полость расположена по уровню выше торца выходного патрубка камеры, находящегося в бункере, и соединена с емкостью для сбора отходов, а нижняя полость соединена с источником сжатого воздуха, при этом сопло соединено с источником сжатого воздуха посредством зластич- ного шланга, проходящего через бункер и абразивопровоДо
Z6 19
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ПЕСКОСТРУЙНАЯ УНИВЕРСАЛЬНАЯ | 2013 |
|
RU2525955C1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| Струйный насос для пневматического транспортирования сыпучих материалов | 1978 |
|
SU770960A1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| УСТАНОВКА АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ МУФТЫ И ИНСТРУМЕНТ АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ | 2003 |
|
RU2242298C1 |
| Устройство для струйной обработки изделий | 1988 |
|
SU1650409A1 |
| СОПЛОВЫЙ ИНСТРУМЕНТ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222420C1 |
| УСТАНОВКА ГИДРОПЕСКОСТРУЙНАЯ | 2012 |
|
RU2525956C1 |
| СПОСОБ ОБРАБОТКИ КОЖ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2102488C1 |
| Устройство для обработки абразивной струей поверхностей | 1981 |
|
SU1054036A1 |
Изобретение относится к пескоструйной обработке материалов. Целью изобретения является повышение эффективности обработки путем обеспечения равномерности подачи абразива в струйное сопло. Для этого в устройстве, содержащем рабочую камеру 1 со струйным соплом 2, бункер 3 для абразива и емкость 5 для сбора отходов очистки, предусмотрено средство для сепарации абразива. Оно выполнено в виде двух сетчатых перегородок 7 и 8, расположенных в бункере 3 и образующих с его стенками две полости - верхнюю 9 и нижнюю 10 /аэроднище/, соединенную трубопроводом 16 с источником 15 сжатого воздуха. Верхняя полость 9 соединена посредством трубопровода 11 с емкостью 5 для отходов обработки и сепарации абразива. При этом сопло 2 соединено с источником 15 сжатого воздуха посредством эластичного шланга 20, проходящего через полость бункера 3 и абразивопровода 19. 3 ил.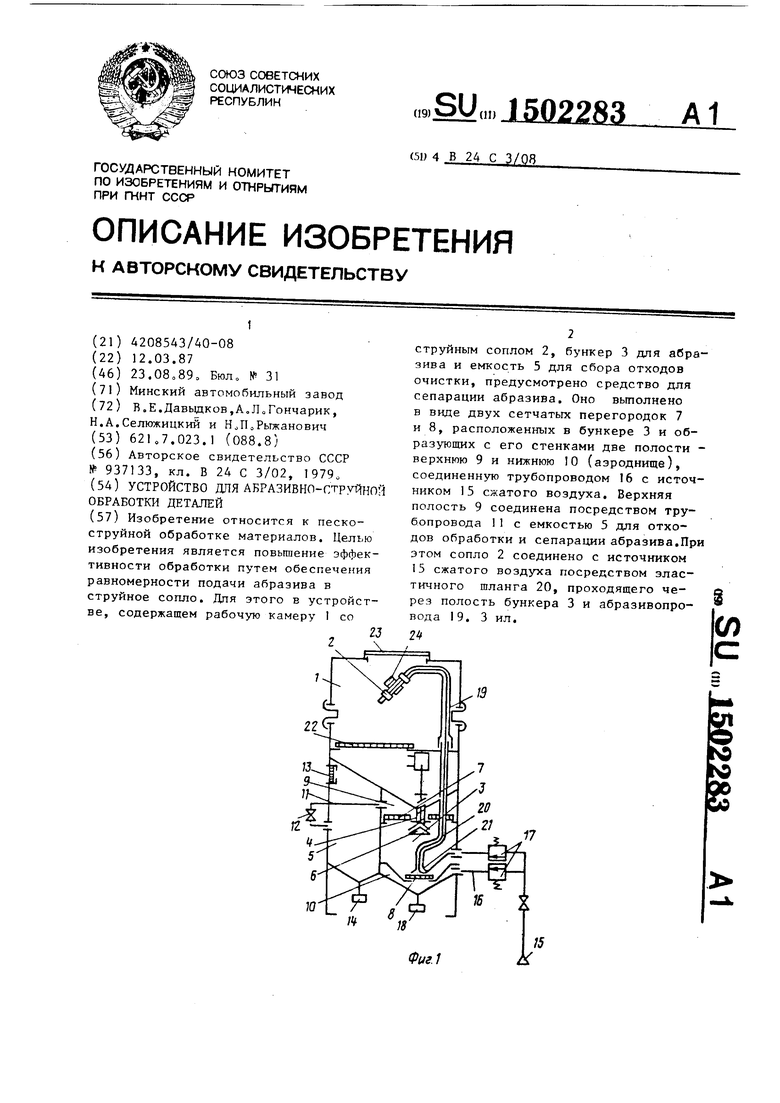
Фиг.д
| Установка для абразивной обработки поверхностей бетонных изделий | 1979 |
|
SU937133A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
