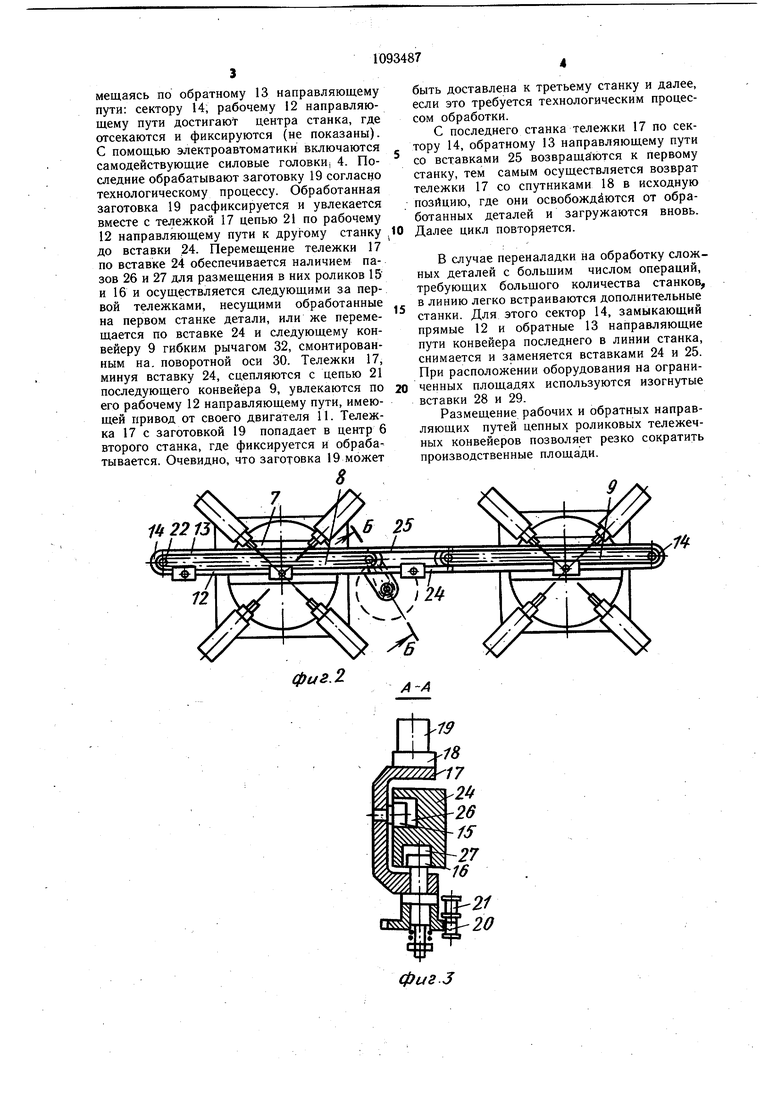
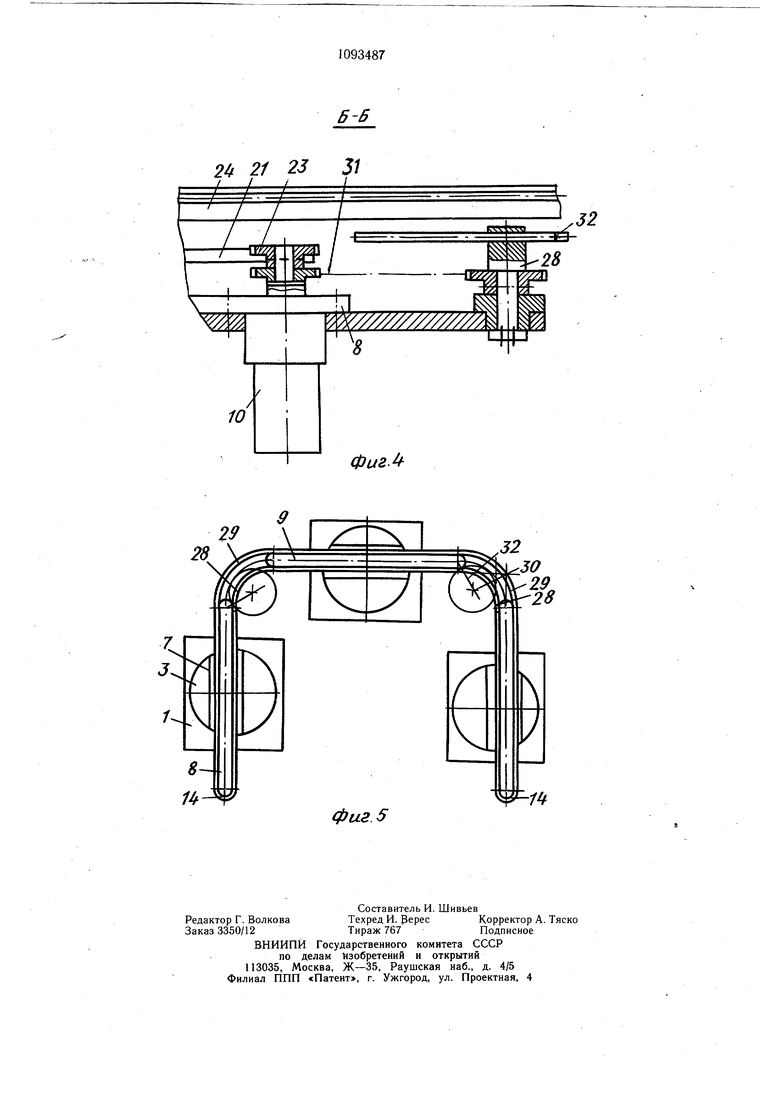
Изобретение относится к станкостроению, а именно к автоматическим линиям для обработки корпусных деталей в приспособлениях-спутниках. Известна автоматическая линия спутникового типа, содержащая агрегатные станки с центральной нишей в основании станков и расположенными на основании силовыми головками, индивидуальные цепные роликовые тележечные конвейеры с рабочими и обратными направляющими путями для тележек и механизмы фиксации спутников с заготовкой 1. Недостатком известной линии является сложный и протяженный обратный направляющий путь конвейера, который, занимая значительные площади, увеличивает общую площадь, потребную для размещения линии. Целью изобретения является сокращение производственных площадей. Указанная цель достигается тем, что в автоматической линии спутникового типа, содержащей агрегатные станки с центральной нищей в основании станков и расположенными на основании силовыми головками, индивидуальные цепные роликовые тележечные конвейеры с рабочими и обратными направляющими путями для тележек и механизмы фиксации спутников с заготовкой, рабочие и обратные направляющие пути для тележек конвейера смонтированы в центральных нишах оснований агрегатных станков, при этом направляющие пути между двумя соседними агрегатными станками соединены между собой введенными в устройство вставками с пазами для размещения в них роликов тележек, а линия снабжена гибким рычагом, кинематически связанным с приводом конвейера предыдущего по ходу транспортирования спутников по рабочему направляющему пути агрегатного станка и установленным с возможностью взаимодействия с тележками конвейера, находящимися на вставках. На фиг. 1 изображена автоматическая линия спутникового типа из двух агрегатных станков, общ,ий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг, 2; на фиг. 5 - компановка автоматическои линии спутникового типа из трех агрегатных станков. Автоматическая линия спутникового типа состоит из агрегатных станков 1, содержащих станину 2 и основание 3. На основании 3 смонтированы силовые головки 4, которые оснащены режущими инструментами 5 и соориентированы на центры 6 станков 1. Каждое основание 3 имеет центральную нишу 7, в которых установлены цепные роликовые тележечные конвейеры 8 и 9 со своими приЕ1Одными двигателями 10 и 11. Рабочий 12 направляющий путь и обратный 13 направляющий путь конвейеров 8 и 9 размещены в нише 7 основания 3 каждого станка 1. В начале конвейера 8 и в конце конвейера 9 рабочий 12 направляющий путь соединен с обратным 13 направляющим путем сектором 14. На путях 12 и 13 на роликах 15 и 16 (фиг. 3) установлены тележки 17, несущие спутники 18 с заготовкой 19. Количество тележек 17, размещенных на направляющих путях, определяется в основном габаритами тележки и длиной направляющего пути. Тележка 17 сцеплена звездочкой 20 с нижним рядом цепи 21, верхний ряд которой одет на звездочки 22 и 23. Звездочка 23 является ведущей, так как она установлена на приводном двигателе. Звездочка 20 тележки 17 смонтирована на последней с возможностью проскальзывания при остановке, например, отсекателем или упором механизма фиксации спутника с заготовкой, установленного в центрах 6 станков 1 (не указаны). Направляющие пути 12 и 13 между двумя соседними агрегатными станками соединены вставками 24 и 25, причем рабочие 12 направляющие пути конвейеров 8 и 9 жестко связаны вставкой 24, а обратные 13 направляющие пути соединены вставкой 25. Для обеспечения захода роликов 15 и 16 тележек 17, их размещения на вставках и выхода на следующий конвейер во вставках 24 и 25 выполнены пазы 26 и 27, аналогичные пазам на направляющих путях 12 и 13 и секторе 14. Расставляя станки на производствейных участках в стесненных цеховых условиях из трех агрегатных станков используются изогнутые сменные вставки. В изогнутых вставках 28 и 29 форма и расположение пазов 26 и 27 сохраняются такими же, а дополнительные вставки 28 и 29 устанавливаются между вторым и третьим станком, при этом в начале и конце линии рабочие и обратные направляющие пути соединяются сектором 14. Поворотная ось 30 смонтирована на конвейере 8. Ось 30 связана кинематически с помощью своей цепной передачи 31 с ведущей звездочкой 23. На ней консольйо установлен гибкий рычаг 32, выполненный из пружинной проволоки. Рычаг 32 выполнен с возможностью взаимодейстВИЯ с тележками, находящимися на вставках 24. . Автоматическая линия спутникового типа составленная из агрегатных станков, работает следующим образом. При заполнении спутников 18 заготовками 19, тележки 17 которых размещены на обратном направляющем пути 13, включается в работу первый агрегатный станок 1 линии. При этом двигатель 10 конвейера 8 помощью звездочки 23 перемещают двухрядную цепь 21, а вместе с ней и тележки 17. Тележки 17 увлекаются своей звездочкой 20, сцепленной с нижним рядом цепи 21 и перемещаясь по обратному 13 направляющему пути: сектору 14, рабочему 12 направляющему пути достигают центра станка, где отсекаются и фиксируются (не показаны). С помощью электроавтоматики включаются самодействующие силовые головки, 4. Последние обрабатывают заготовку 19 согласно технологическому процессу. Обработанная заготовка 19 расфиксируется и увлекается вместе с тележкой 17 цепью 21 по рабочему 12 направляющему пути к другому станку до вставки 24. Перемещение тележки 17 по вставке 24 обеспечивается наличием пазов 26 и 27 для размещения в них роликов 15 и 16 и осуществляется следующими за первой тележками, несущими обработанные на первом станке детали, или же перемещается по вставке 24 и следующему конвейеру 9 гибким рычагом 32, смонтированным на. поворотной оси 30. Тележки 17, минуя вставку 24, сцепляются с цепью 21 последующего конвейера 9, увлекаются по его рабочему 12 направляющему пути, имеющей привод от своего двигателя 11. Тележка 17 с заготовкой 19 попадает в центр 6 второго станка, где фиксируется и обраба тывается. Очевидно, что заготовка 19 может
быть доставлена к третьему станку и далее, если это требуется технологическим процессом обработки.
С последнего станка тележки 17 по сектору 14, обратному 13 направляющему пути со вставками 25 возвращаются к первому станку, тем самым осуществляется возврат тележки 17 со спутниками 18 в исходную позицию, где они освобождаются от обработанных деталей и загружаются вновь. 0 Далее цикл повторяется.
В случае переналадки на обработку сложных деталей с больщим числом операций, требующих больщого количества станков, в линию легко встраиваются дополнительные станки. Для этого сектор 14, замыкающий прямые 12 и обратные 13 направляющие пути конвейера последнего в линии станка, снимается и заменяется вставками 24 и 25. При расположении оборудования на ограни0 ченных площадях используются изогнутые вставки 28 и 29.
Размещение рабочих и обратных направляющих путей цепных роликовых тележечных конвейеров позволяет резко сократить производственные площади.
фиг. 2
2U 21 23 31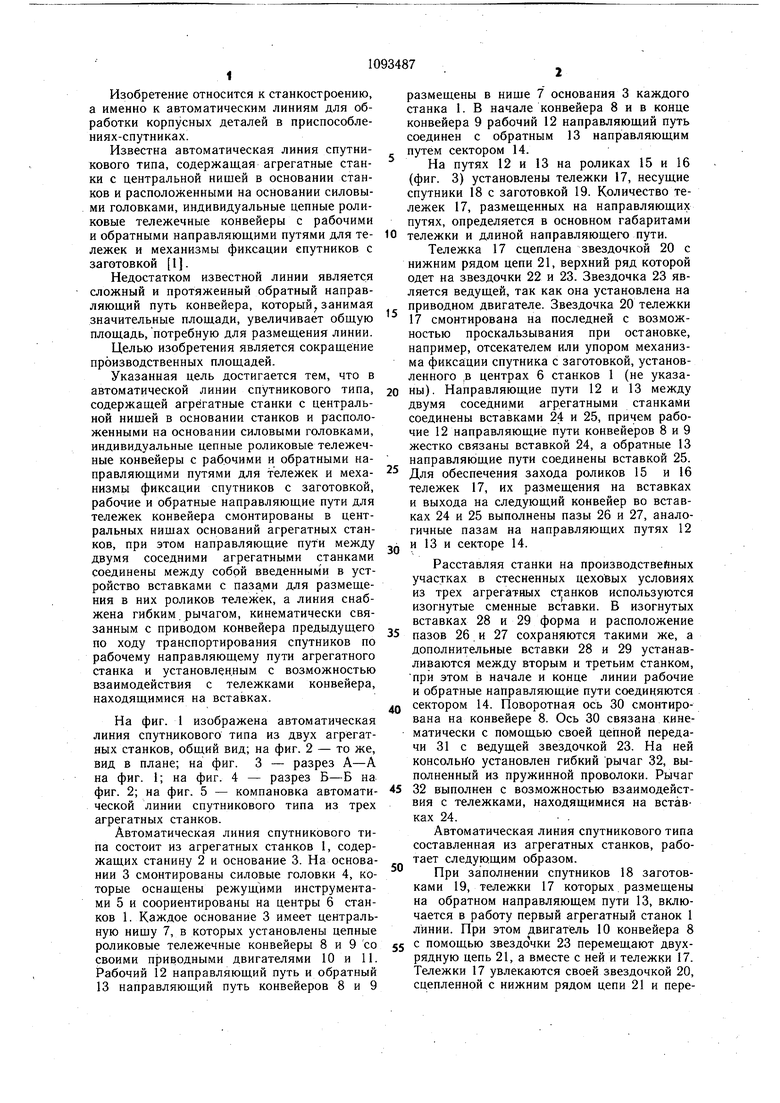
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЛИНИИ СПУТНИКОВОГО ТИПА | 1992 |
|
RU2047463C1 |
| Агрегатный станок | 1986 |
|
SU1414570A1 |
| КОНВЕЙЕРНЫЙ ПИТАТЕЛЬ АРТИЛЛЕРИЙСКОГО АВТОМАТА КОРАБЕЛЬНОЙ АРТИЛЛЕРИЙСКОЙ УСТАНОВКИ | 2018 |
|
RU2694485C1 |
| Тележечный конвейер | 1979 |
|
SU800042A1 |
| АРТИЛЛЕРИЙСКАЯ КОРАБЕЛЬНАЯ УСТАНОВКА | 2012 |
|
RU2533947C2 |
| Вертикально замкнутый тележечный конвейер-накопитель | 1988 |
|
SU1609728A1 |
| Автоматическая линия спутникового типа | 1983 |
|
SU1133070A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |
| Поточно-механизированная линия для сборки и сварки металлоконструкций | 1978 |
|
SU776829A1 |
| ВЕРТИКАЛЬНО-ЗАМКНУТЫЙ ТЕЛЁЖЕЧНЫЙ КОНВЕЙЕР | 1973 |
|
SU382560A1 |
1. АВТОМАТИЧЕСКАЯ ЛИНИЯ СПУТНИКОВОГО ТИПА, содержащая агрегатиые станки с центральной нишей в основании станков и расположенными на основании силовыми головками, индивидуальные цепные роликовые тележечные конвейеры с рабочими и обратными направляющими путями для тележек и механизмы фиксации спутников с заготовкой, отличающаяся тем. что, с целью сокращения производственных площадей, рабочие и обратные направляющие пути для тележек конвейера смонтированы в центральных нищах оснований агрегатных станков, причем направляющие пути между двумя соседними агрегатными станками соединены между собой введенными в устройство вставками с пазами для размещения в них роликов тележек. 2. Автоматическая линия по п. 1, отличающаяся тем, что она снабжена гибким рычагом, кинематически связанным с приводом конвейера предыдущего по ходу транспортирования спутников по рабочему направляющему пути агрегатного станка и установленным с возможностью взаимодействия с тележками конвейера, находящимися на вставках. со со 4 00 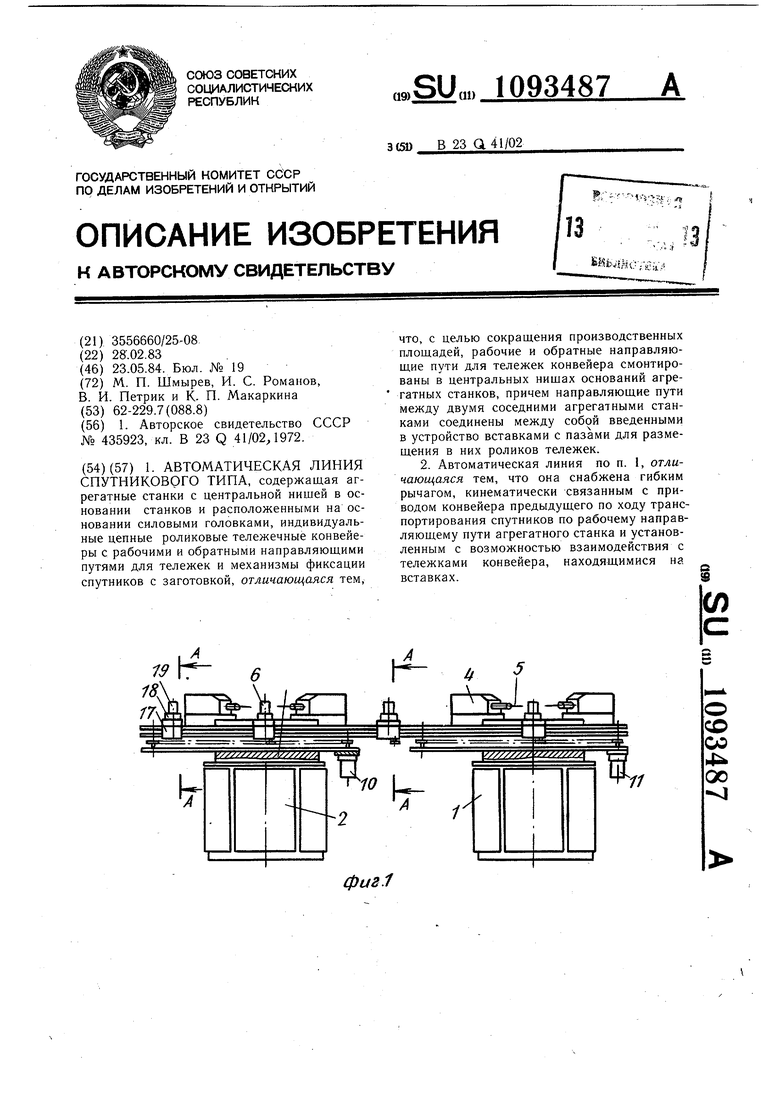
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СПУТНИКОВОГО ТИПА | 1972 |
|
SU435923A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
