на . 47
Изобретение относится к производству электромагнитных реле и может быть использовано с максимальной эффективностью при массовом производстве. .
Цель изобретения - повьтение качества сборки.
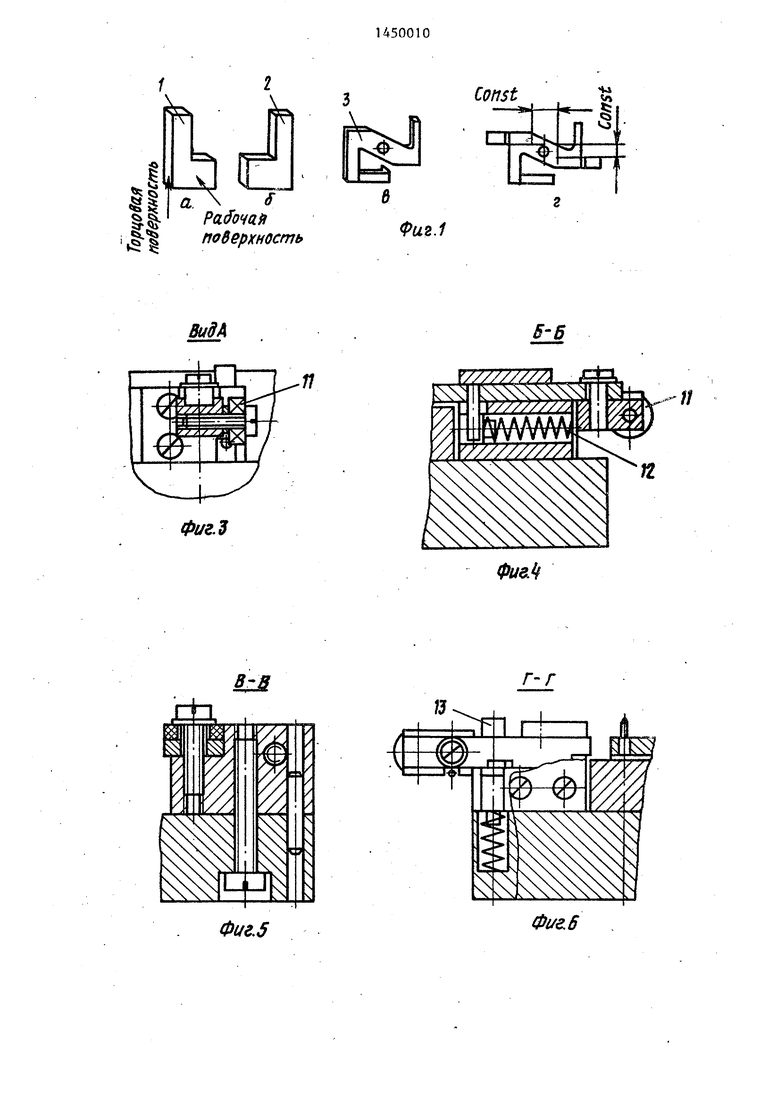
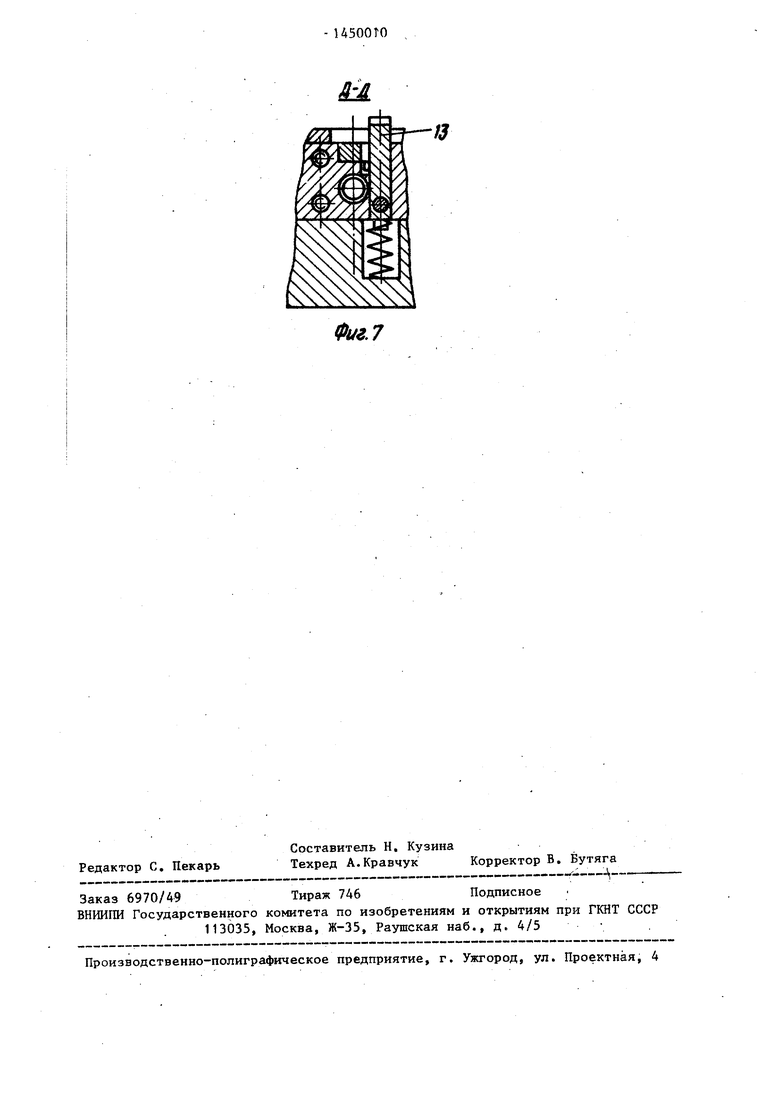
На фиг. 1 показаны собираемые де- .тали и узел после сборки; на фиг. 2- ; устройство J, общий ВИД. В планв; 1фиг. 3 - вид А на фиг, 2; на фиг I разрез Б-Б на фиг. 2; на фиг, 5 I разрез В-В на фиг. 2; на фиг. 6 I разрез Г-Г на фиг. 2{ на фиг. I разрез Д-Д на фиг. 2. Г Устройство для сборки полюсных I наконечников 1 и 2 и верхней опоры 3 реле содержит корпус 4 с прямо-- ;- ггольными пазами 5, подложку 6 и две пары прижимных рычагов 7-10, выполненных в виде подпружиненньпс элементов с плоскими поверхностями. В кср- пусе 4 выполнены прямоугольные пазы для-установки указанных рычагов, при чем два паза выполнены таким образом , что обеспечивают перемещение установленьшгх в них рычагов и 9 перпендикулярно торцовым плоскостям собираемых полюсных наконечников 1 и 25, а другие два паза расположены под углом, например, 45 к указанным пазам таким образом, что обеспечивают перемещение .установленных в них рычагов 8 и 10 и прижим полюсн наконечников 1 и 2 в углы пазов 5 корпуса 4, Каждый из рычагов снабжен подшипником II и подпружинен пружиной 12о Сбоку каждого рычага установлены фиксаторы в виде подвижной подпружиненной шпонки 13 дня рычгов 8 и 10 и плоской пружины 14 для рычагов 7 и 9. Соответственно в каждом рычаге вьшолнены пазы для соединения с фиксаторами
В автомате сборки устройство работает следующим образом,
На позиции, предшествующей разгрузке устройства, воздействуют на все четыре подпшпника 11,- отводя рычаги 7 - 10 от пазов 5. После загрузки указанных прямоугольньк пазов 5 полюсными наконечниками 1 И 2 нажатием на пружины 14 расфиксируются рычаги 7 и 9,. осзпцествляющие пружинный поджим полюсных наконечников
10
15
20 25 0
40
5
0
5
по их торцовым поверхностям, затем расфиксируются рычаги 8 и 10, под воздействием пружин I2 они перемещаются к центру устройства, осуществляя прижим полюсных наконечников по их рабочим плоскостям. Затем загружается верхняя опора 3, узел сваривается и на этом сборочный Т1роцесс заканчивается, I
Вьшолнение прижимных рычагов в виде подпружиненных элементов с плоскими поверхностями и соответствующее им выполнение пазов в корпусе, обеспечивающее автономное плоскостное перемещение рычагов и прижим каждого полюса по рабочей и торцовой плоскости, позволяет гарантировать размеры узла постоянньми вне зависимости от допусков на ширину и толщину полюсных наконечников, а следовательно, повысить качество сборки.
Формула изобретения
Устройство для Автоматизированной сборки узла полюсных наконечников электромагнитного реле,, содержащего два полюсных наконечника и верхнюю опору.реле, вкгеочающее в себя под- . ложку, на которой смонтирован корпус с прямоугольными пазами для установки полюсных наконечников и две пары прижимных рычагов, отличающее с я тем, что, с целью повы- щения качества сборки, каждый из прижимных рычагов выполнен в виде подпрзгясиненного элемента с плоскими поверхностями, в корпусе вьшолнены две пары прямоугольных пазов, предназначенных для установки прижимных рычагов, причем первая пара из прят- моугольных пазов расположена так что обеспечивает перемещение в ней первой из пар прижимных рычагов перпендикулярно торцовым поверхностям полюсных Наконечников, а вторая пара прямоугольных пазов расположена под углом к первой паре прямоугольных пазов, причем величина угла выбрана таким образом, ч-то обеспечив.ает перемещение второй пары прижимных рычагов с прижатием полюсных наконечников в углы прямоугольных пазов корпуса.
fe fe
Q
I
III a, f P(t(fo4an
i поверхность t
Const
Фи2.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки узла полюсных наконечников электромагнитного реле | 1983 |
|
SU1086477A1 |
| Приспособление для сборки магнитной системы электромагнитного реле | 1983 |
|
SU1094085A1 |
| "Способ автоматической сборки узла магнитной системы электромагнитного реле с узлом "катушка-сердечник" | 1990 |
|
SU1737548A1 |
| Устройство для изготовления контактов герметичного реле | 1987 |
|
SU1429196A1 |
| Стенд для сборки под сварку тонкостенных изделий с поперечными планками | 1986 |
|
SU1344561A1 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1986 |
|
SU1397991A2 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| УКАЗАТЕЛЬНОЕ ЭЛЕКТРОМАГНИТНОЕ РЕЛЕ | 2014 |
|
RU2581046C2 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
Изобретение относится к производству электромагнитных реле н может быть использовано с максимальной эффективностью при массовом производ./Ч .Т 9ut.t стве. Цель изобретения - повышение качества сборки. Устройство содержит корпус 4 с прямоугольными пазами 5 для установки полюсных наконечников и верхней опоры реле, подложку 6, на которой смонтирован корпус. 4, -и две пары пршдамных рычагов 7,8,9 я 10, выполненных в виде подпружиненных элементов с плоскими поверхностями. В корпусе 4 зьтолнены две пары прямоугольных пазоз для установки в ннх пркжимньгх рычагов, Такое конструктивное выполнение позволяет гарантировать размеры узла постоянными вне зависимости от допусков на ширину и толщину полюсных наконечников, а это повышает качество сборки. 7- ил. W 4 СП ,
BudA
Фиг.Ъ
Фиг,5
S 6
77///////л
ч N1 I 1ч ХЧ Чх Ч
ФиеМ
г-г
Фиг. 6
Фиг.7
| Способ сборки электромагнитного реле | 1980 |
|
SU920883A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сборки узла полюсных наконечников электромагнитного реле | 1983 |
|
SU1086477A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
