Изобретение относится к технологии диффузионной сварки и может быт использовано в приборостроении для сварки материалов малых толщин и в электротехнической промышленности для сварки сверхпроводящих элементов и выводов обмоток трансформаторов.
Известен способ диффузионной сварки металлов с металлокерамикой, в котором порошок металлокерамического материала прессуют при температуре ниже температуры рекристаллизации до пористости 5-25%, затем нагревают и спекают 11.
Недостатком способа является то, что он требует высоких температур нагрева - до 0,7-0,9 температуры плавления соединяемых материалов. Поэтому способ невозможно применять для сварки тонких материалов из-за их коробления и поводок и для сварки сверхпроводящих элементов , так как после нагрева до высоких температур они теряют свойства сверхпроводимости.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ диффузионной сварки материалов через пористую промежуточную прокладку, при котором собранные детали нагревают и сдавливаютf2.
Недостатком известного способа яляется низкое качество соединения п сварке сверхпроводящих и тонкостенных элементов.
Целью изобретения является повышение качества сварки сверхпроводящих и тонкостенных элементов за сче снижения температуры процесса путем использования энергии разрушения пористой прокладкй.
Поставленная цель достигается тем, что согласно способу диффузион ной сварки материалов через пористу промежуточную прокладку, при котором собранные детали нагревают и сдавливают, используют прокладку, пористость каждой границы зерна которой, перпендикулярной к оси растяжения, составляет 1-10%, а сдавливание осуществляют до ее лавинообразного разрушения.
На чертеже показана схема реализации способа.
Способ сварки осуществляют следующим образом.
Между свариваемыми деталями 1 устанавливают пористую прокладку 2, в которой поры 3 занимают 1-10% поверхности поперечных границ зерен, перпендикулярных к оси растяжения у. Затем свариваемые детали 1 нагревают до температуры сварки и сдавливают до тех пор, пока в зоне сварки не произойдет лавинообразное разрушение, которое фиксируют с помощью акустикоэмиссионного прибора РАЭС-3. Лавинообразное разрушение сопровождается сигналами акустической эмисии, величина которых достигает значения (5-ь)10 импульсов в секунду.
Прокладки с такой пористостью могут быть изготовлены либо спеканием порошка с последующей прокаткой полученной заготовки, либо вакуумным напьшением или гальваническим способом нанесения на свариваемые поверхности.
Благодаря использованию промежуточной прокладки, пористость каждой границы зерна которой, перпендикулярной к оси растяжения, составляет 1-10%, и сдавливанию до ее лавинообразного разрушения улучшается качество сварки сверхпроводящих материалов малых толщин за счет снижения температуры нагрева, так как используется для соединения дополнительная энергия, вьщеляемая при лавинообразном разрушении пористой промежуточной прокладки. А уменьшение температуры сварки приводит к снижению термических напряжений в зоне соединения.
Что же касается сварки сверхпроводящих элементов, то соединение элементов происходит не только через прокладку, но и непосредствен-г но между свариваемыми поверхностями -Т.е. получается высокое качество сварки при низкой температуре и давлении, а это снижает и энергетические затраты.
Лавинообразное разрушение прокладки наблюдается в процессе сварки только в том случае, когда пористость каждой границы зерна, перпендикулярной к оси растяжения у, составляет 1-10%. При увеличении этой пористости свыше 10% снижается количество энергии, вьщеляемой при разрушении промезкуточной прокладки, вследствие того, что скорость распространения трещин не достигает значений, при которых происходит лавинообразное разрушение. Лавиио™ образное разрушение наблюдается при скоростях распространения трещин, равных 8-10 м/с. Т.е. при пористости выше 10% разрушение прокладки в зоне сварки происходит раньше, чем достигаются условия лавинообразного разрушения. При пористости ниже 1% не происходит разрыва достаточно протяженных перемычек между порами, слияния цепочек пор в трещины и лавинообразного разрушения прокладки. Независимо от условий сварки разрушение прокладки наблюдается после образования определенного числа пор на единице поверхности, которые являются очагами разрушения.
Пример . Производят сварку сверхпроводящего элемента МТ50 системы 50Ti-50Nb через промежуточную пористую прокладку из никеля
толщиной 5 мк, в которой поры занимают 5% поверхности поперечных границ зерен, перпендикулярных к оси растяжения. Сварку проводят на установке типа А306.08 для диффузионной сварки при 350 С и удельном давлении 150-170 МПа. Лавинообразное разрушение фиксируют и контролируют методом акустической эмиссии.
Использование изобретения, по сравнению с базовым объектом - изготовлением опытно-промьшшенной партии соединений сверхпроводящего кабеля МТ50, позволяет повысить качество сварных соединений за счет уменьшения неисправимого брака на 35%, сокращения времени сварки в 10 раз, -так как в результате лавинообразного разрушения прокладки
в зоне соединения происходит локальное повьппение температуры нагрева на 100-150 С от исходной температуры сварки, при этом энергозатраты снижаются на 20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки | 1988 |
|
SU1602651A1 |
| Способ диффузионной сварки пористых материалов через металлическую прослойку | 1990 |
|
SU1750897A1 |
| Способ соединения хрома с никелем и никелевыми сплавами | 1990 |
|
SU1779512A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2231432C1 |
| Способ диффузионной сварки | 1989 |
|
SU1625625A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2301732C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2000 |
|
RU2184018C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ СИТАЛЛА С МЕТАЛЛАМИ | 2014 |
|
RU2555735C1 |
| Способ диффузионной сварки трубчатых переходников титан-нержавеющая сталь | 2024 |
|
RU2832989C1 |
| Способ диффузионной сварки дисперсионно-твердеющих магнитотвердых материалов со сталями | 1986 |
|
SU1412914A1 |
СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МАТЕРИАЛОВ ЧЕРЕЗ ПОРИСТУЮ ПРОМЕЖУТОЧНУЮ ПРОКЛАДКУ, при котором собранные детали нагревают и сдавливают, о тл.ич ающий с я тем, что, с целью повьппения качества сварки сверхпроводящих и тонкостенных элементов за счет снижения температуры процесса путем использования энергии разрушения пористой прокладки, использ.зпот прокладку, пористость каждой границы зерна которой, перпендикулярной к оси растяжения, составляет 1-10%, а сдавливание осуществляют до ее лавинообразного раз рушения. У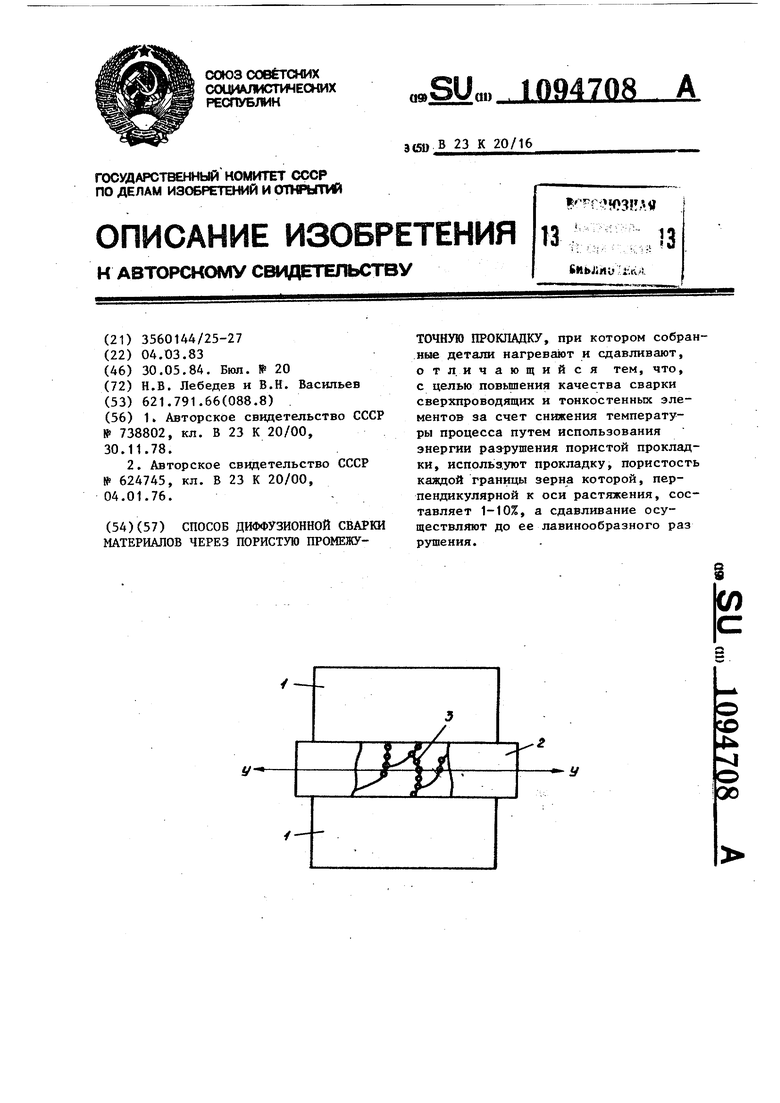
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ диффузионной сварки металлов с металлокерамикой | 1978 |
|
SU738802A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ диффузионной сварки разнородных материалов | 1976 |
|
SU624745A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
