Фг11:й(;)ОВйill-it- .-.HHpajii ibix канавок г., цилиндрических изделиях С)су1и,ествляется на универсальнофрейсонь/х с применением униЕСрсальных делительных головск или многоместных приспособлеHHi;. В специальных случаях, в частнсстк iipn изготовлении спиральных cBtp.i. применяются высокопроизводительные однонгпинлх-льные полу;1втомать.
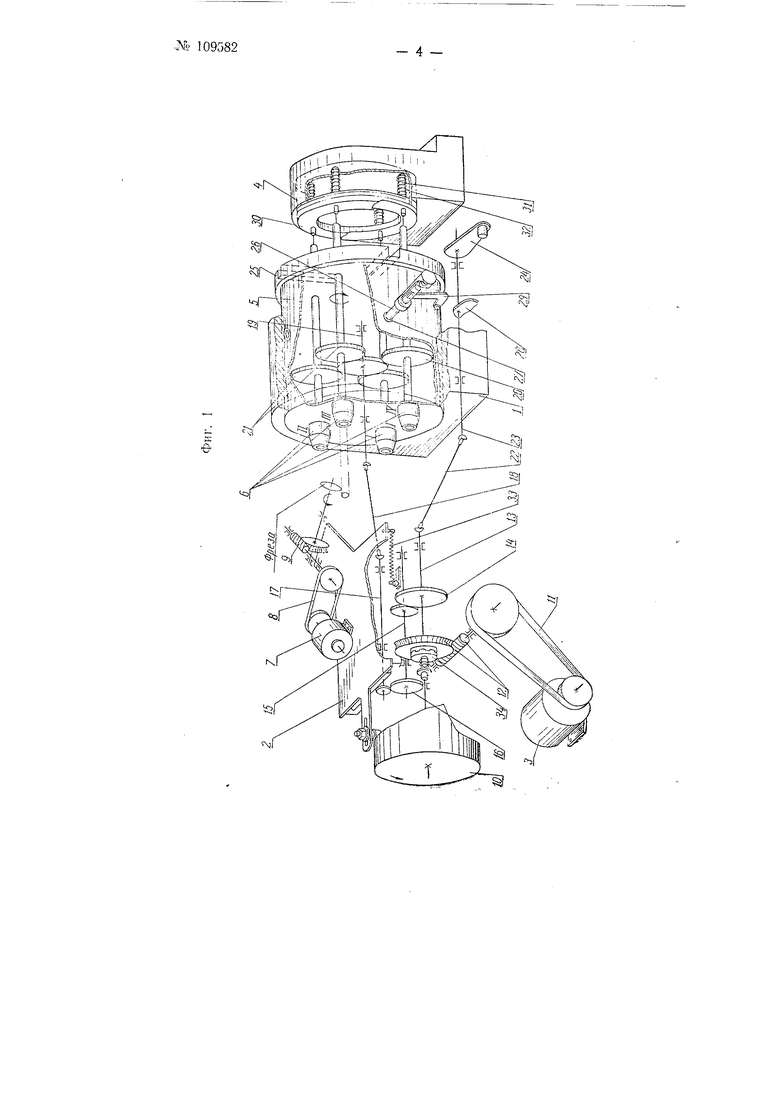
Существующие устройства, с помо1ць}о которых производится изготоь.пеиие спиральных канавок на цилиндр1г- еских изделиях, имеют тот не;;г,стйтг К. что при смене обрабатываемых изделий фрезерование не производится и время смены обрабатывасмыл изделий непроизводи-;ел)но теряется. Этот недостаток с у и чествуют их лстройств устраняется данным изобретение:, за счет прилемеиия }:огоп1пиндельного баpa6f.;a. в ;::иинделях которого произЕод -;тся установка и автоматическое закрепление изделий при помощи опорного кольца, имеющего ыступ. взаимодействующий с цанговыми зажимами на шпинделях, па фиг. i изображена ; ринципий. };;; ематическая схема
станка; на фиг. 2-конструкция шпниде.1я в разрезе; на (Ьиг. 3-общий вид станка.
Станок состоит из мпогопозипоюнногс;: барабана, смонтированного в корнусе /. узла привода фрезы, смонтированного на салазках 2, узла нр;вода подачи салазок и движени ; барабана с электродвигателем 3 и механизма опо 1кого кольца, смонтированного в корпусе # и предпаз ;аченного для автоматизац,ии зажиг.;;; , п1П1 нделях нздели ;.
В барабане 5 смонтированы п)пинде. 6.
Позиция / является загрузочной. В позици ; /7 осун1еств.:1яется зажим изделий, в позиции ///-обработка, а в позиции /V-выталкивание обработанных изделий из итинделя.
Образование на изделии канавки с требуемым углом подъема достигается за счет перемещения вращающейся фрезы вдоль оси обрабатываемого изделия, которое вращастся со с;чоростью подачи.
Враи;ение фрезы осуществляется от электродвигателя 7 через ременную передачу 8 и червячную передачу 9. Подача фрезы осуществляется под дейстЕием кулачка 10. Вращенне кулачка 10 и пашкдолсй барабана осуществляется от одного привода.
От электродвигателя 3 движение передается через ременную передачу 11 и червячную передачу 2 ка вал 13, на котором смонтирован кулачок 10. Через HiecTepeHHyio передачу 14 промежуточный вал 15 и шестеренную передачу i6 дв жение передается далее на вал 17 и через шарнирное соеднненке 18 на центральный вал 19, барабана, с которого при noMoutH шестерен 20 н 21 движение передается шпинделем 6.
Движение для поворота барабана передается от вала 13 через шарнир 22 на вал 23. Поворот барабана оеушеетвляетея прн помошн водила 24 и мальтийекого креста 25.
Фикснрованне барабана в определенном положении осуществляется при помощи подпружиненного фиксатора 26. Во время поворота барабапа фиксатор выводится из гнезда 27 при HOMOHui кулачка 28 и рычага 29.
В корпусе 4 смонтировано опорное кольцо 30, направляемое штырями 31 и находящееся под действием пружин 32. Опорное кольцо на торцевой поверхности имеет заниженный участок. Когда детали шпинделя взаимодействуют с заниженным участком кольца, это соответствует раскреплению изделия, а когда с выступающим участком-закреплению изделия. Пружина 33 служит для отвода с тпорта фрезы в исходное положение, муфта 34-для предохранения механизмов станка при перенагрузках.
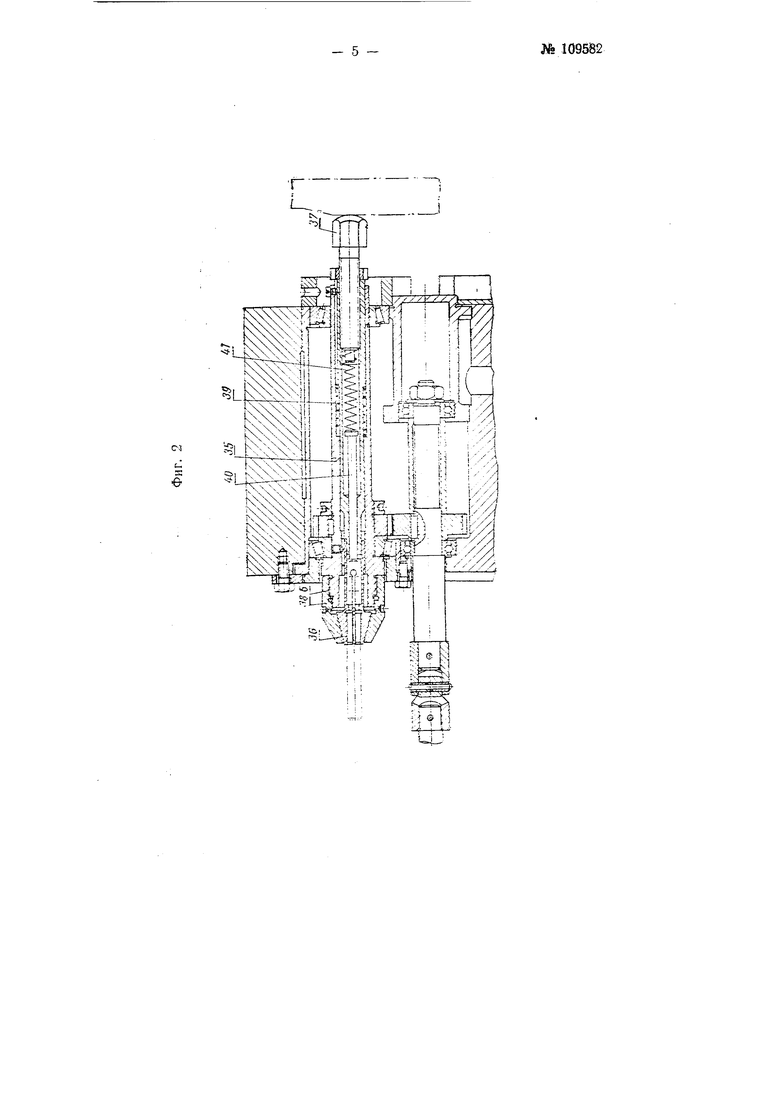
Взаимодействие н конструкция частей шпинделя представлены на фиг. 2. Корпус нщинделя 6 (фиг. 2) имеет отверстие, в кото1)ом смонтирована гильза 35. На одном конце гильзы c roнтиpoвaн цашовьп зажим .б для изделий, а на другом- упорньп винт 37, взаимодействующий с опорным кольцом.
На переднем конце шпинделя имеется гайка 38 с внутренним конусом, взаимодействующим с конусом цанги.
Пружина 39, воздействуя на гильзу 35, стремится вывести цанговый зажим 36 из KOHvca гайки 38, ocv1цествляя при этом раскреп.ление изделия.
Внутри гильзы сдюнтирован тол.:атель 40, находжцийся под действием пружины 4. Толкатель слуЖ ;т для вьгта.лкивання изделия из 1 ПИ1;деля . момент его раск:;ег леимя.
Закрепление изделия s шпинделе осуществляется автоматически во время поворота барабана. При этом упорный вЕНт 37 набегает на выступг;ю1;ий участок опорного кольца 30 (фиг. 1) и перемещает гкльзу OJ с цанговы.м зажимом 36 навстречу конусу гайки 38 до тех пор, пока не будет осущестз.лено закрепление изделия (фиг. 2).
Усилие заж:има регулируется пружинами 32 (фиг. 1).
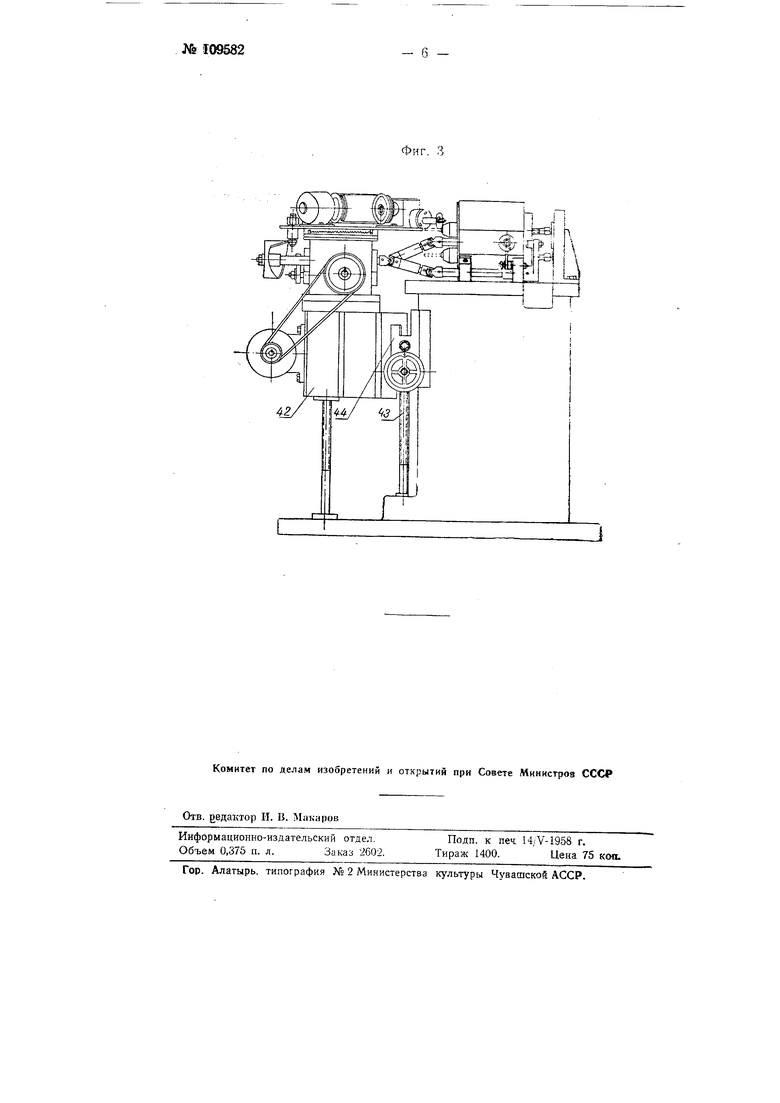
На фиг. 3 представлен общий вид устройства. Узел привода фрезы и узел привода подач смонтированы на столс 42, которьш .может перемещаться по вертикали при помощи винта 43, а также перемещаться по горизонтали на направляющих траверсы 44.
Это дает возможность осуществить установку фрезы относительно оси обрабатываемого изделия н производить установку фрезы на глубину резания.
Порядок работы механизмов следующий: включаются одновременно электродвигатели привода фрезы и привода подач, устанавливается обрабатываемое изделие в позиции /. В процессе вращения вала 23 кулачком 28 при помощи рычага 29 фиксатор 26 выводится из гнезда 27, а палец водила 24 входит в паз мальтийского креста 25 и поворачивает барабан до перехода шпинделя из позиции / в позицию //. При этом упорпый винт 37 гильзы шпинделя оказывается на выступающей части опорного кольца 30. Под воздействием нружнн 32 осуществляется зажим обрабатываемого изделия в пшинделе.
Одновременно с очередным поворотом барабана обрабатываемое изделие оказывается в позиции /Я, а фреза под действием кулачка 10 начинает производить обработку
3 период поворота барабана на следующую позицию фреза отходит в исходное положение.
К окончанию поворота барабана обрабатываемое изделие оказывается в позиции IV.
Установочный винт сходит с выступа на опорном кольце. Цанга под действием пружины 39 выходит из внутреннего конуса гайки 35, в результате чего изделие раскрепляется и одновременно с этим толкателем 40 выталкивается из шпинделя, освобождая шпиндель для установки очередной детали.
Предмет изобретения
1.Станок-полуавтомат для фрезерования спиральных канавок на валиках, отличающийся тем, что, с целью повышения производительности, в нем применен многопозиционный поворотный барабан с вращаюшимися шпинделями для установки обрабатываемых изделий.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью оеун,ествления автоматического закрепления изделий во время поворота барабана, в нем применено опорное кольцо с выступом, взаимодействующим с цанговыми зажимами на шпинделях.
е
t
ct-I
,. - .t
,F J iTj ГГ; , pj
Шр-
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для накатывания кольцевых канавок на трубах | 1985 |
|
SU1269907A1 |
| Станок для обработки внутренней поверхности остова бочки | 1986 |
|
SU1437228A1 |
| Автомат для обработки изделий | 1982 |
|
SU1174233A1 |
| Станок для изготовления деталей тел вращения | 1990 |
|
SU1733235A1 |
| Автоматический станок для фрезерования шлицев | 1977 |
|
SU677830A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Станок для автоматической резки викелей | 1961 |
|
SU149555A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |