2. Автомат non.tj отличающийся тем, что он снабжен приспособлением очистки выточенного гнезда в виде соединенной с системой
отсоса эластичной присоски, установленной с возможностью перемещения относительно патрона на одном из (Шпинделей обрабатывающих инструментов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для фасонной обточки пуговиц | 1987 |
|
SU1613354A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Гайконарезной автомат | 1985 |
|
SU1313602A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Устройство для накатывания кольцевых канавок на трубах | 1985 |
|
SU1269907A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |

1. АВТОМАТ ДЛЯ ОБРАБОТКИ ПУГОВЩ, включающий смонтированные на станине механизм загрузки, многопозиционную головку с патронами для установки заготовки в виде цанги и ее зажима, шпиндели с обрабатынающими инструментами, привод с кулачковым распределительным валом и механизм выгрузки, отличающийс я тем, что, с цепью расширения технологических возможностей автомата, зажим цанги снабжен закрепленным на хвостовой части роликом, установленным с возможностью взаимодействия с постоянно вращающимся роликом, кинематически связанным с кулачковым распределительным валом привода, а также тормозом в виде подпружиненной колодки, установленной на рычаге, несущем-ролик, контактирующий на позиции расточки с закрепленным на станине кулачком.
Изобретение относится к фурнитурной отрасли промышленности и предназначено для фурнитурных предприятий, производящих пластмассовые пуговищл с поднутрениями.
Известно устройство для обработки пуговиц, включающее бункер с заготовками, периодически вращающийся с зажимами, вращающиеся шпиндель с обрабатывающими инстрзт ентами и средства выгрузки, причем зажимы установлены с возможностью поворота для сверления нескольких отверстий lj ,
Данное устройство обеспечивает
сверление отверстия и не позволяет осуществить расточку пуповиц неподвижным резцом для расширения ассортимента изготовляемых изделий
Наиболее бяизкю( к предлагаемому является автомат для обработки пуговиц, включающий смонтированные на станине механизм загрузки, многопозиционную головку-с патронами для установки заготовки в виде цанги и ее заяотма, шпиндели с обраба-пйвающими инструментами, привод с кулачко™ вым распределительным ваттом и механизм выгрузки Ш.
Однако из-за неподвижного положения заготовки пуговиЕоа в процессе обработки и прямолинейного перемещения вращающегося резца на данных устройствах невозможна проточка профиля с поднутрением, например проточка конического гнезда для запрессовки литого , что разнообразит ассортимент пуговиц.
Кроме того, система удаления стружки неподвижными отсосами не эффективна при очистке проточек с поднутрением.
Цель изобретения - расвшрение технологических возможностей автомата.
Поставленная цель достигается что в автомате для обработки
тем.
пуговиц, включающем смонтированные на станине механизм загрузки, мнргопозиционную головку с патронами для установки заготовки в виде цанги и ее зажима, шпиндели с обрабатывающими инструментами, привод с кулачковым распределительнь;м валом и механизм выгрузки, зажим цанги снабжен закрепленным на хвостовой части
роликом, установленным с возможностью Взаимодействия с постоянно вращающимся роликом, кинематически связаннь с кулачковьи распределительным валом привода, а также тормозом
в виде подпружиненной колодки, установленной на рычаге, несущем ролик, контактирующий на позиции расточки с закрепленнь№ на станине кулачком. Кроме того, автомат снабжен приспособлеиием очистки выточенного гнезда в виде соединенной с системой отсоса эластичной присоски, устаноБленной с возможностью перемещения относительно патрона на одном из
шпинделей обрабатывающих инструментов о
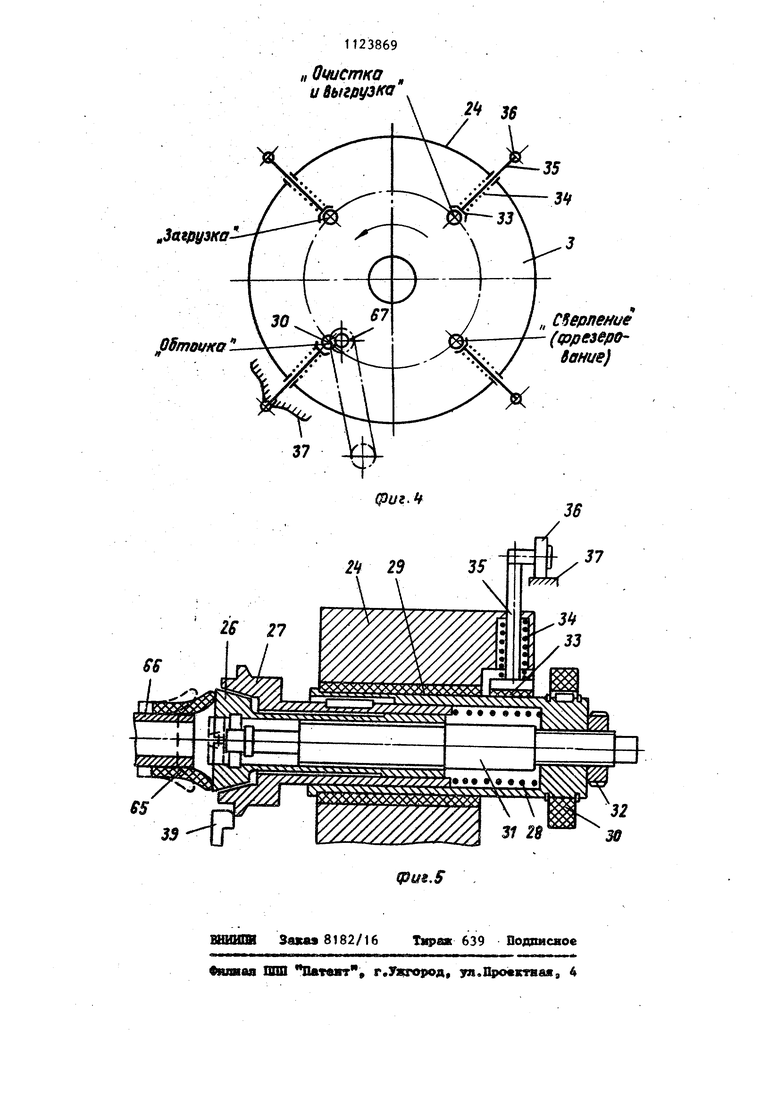
На фиг, 1 изображен автомат, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - кинематическая
схема автомата; на фиг. 4 - схема цанговой головки с узлами торможения и кулачком; на фиг, 5 - одна из цанг и устройство очистки-гнезда. Автомат (Б приведенном случае чстырехпозиционный) состоит из станины 1, привода 2, цанговой головки 3, питателя 4, шпинделей токарного 5, сверлильного или фрезерного 6, узла отсоса 7, злектрооборудования 8,
приспособления для очистки . Станина 1 сварная, служит для монтажа всех узлов автомата. Привод 2 состоит из электродвигателя 10, ременной многоступенчатой передачи 11, передающей вращение на входной вал t червячного редуктора 12, выходной конец которого связан с кулачковым валом 13, на котором размещены звездочка 14 привода питателя i, кулачок 15 перемещения сверлильного или фрезерного шпинделя 6, кулачок 16 привода токарного шпинделя 5, звездочка 17 привода поворота цангового патрона, водило 18 мальтийского крес та 19, кулачок 20 зажима и разжима цан1ового патрона и управления работой толкателя 21, кулачок 22, воздей ствующий на конечный выключатель 23 Цанговая головка 3 состоит из корпуса 24, установленного в подшипниковых опорах 25, поворот которого осуществляется мальтийским крес том 19, взаимодействующим с водилом 18. В корпусе 24 равномерно по окружности расположены цанговые патроны, включающие пружинные цанги 26, зажимы 27 цанг, подпружиненные пружинами 28, установленные в опорах скольжения 29 и несущие на конце ролик 30, а также упор 31, настро ка которого в зависимости от толщины пуговицы осуществляется гайкой 32 Зажимы 27 заторможены тормозом, состоящим из колодки 33, пружины 34 тяги 35 и ролика 36, взаимодействующего с кулачком 37.,,Иа головке 3 смонтированы втулка ЗЬ управления з жимом 27 Цанг 26, на которую насаже кулачок 39 и втулка 40 управления толкателем 21, осуществляющим затал кивание пуговицы в цангу 26. Питатель 4 состоит из корпуса 41, ориен тирующего диска 42, лотка 43, отсекателя 44, кулачка 45, привода, сос тоящего из цепной передачи 46 и чер вячного редуктора 47, Токарный шпиндель 5 состоит из электродвигателя 48, ременной передачи 49, шпинделя 50, получающего осевое возвратно-поступательное дви жение от кулачка 16 через подпру ииенный двуплечий рычаг 51, а радиальное в конце подачи - от того же кулачка 16 через рычаг 52. Корпус шпинделя 5 установлен в продольных направляющих 53 и поперечных 5Д. Сверлильный (фрезерный) шпиндель 6 состоит из приводного электродвиг теля 55, ременной передачи 56, шпин деля 57, направляющих 58. Возвратно поступательное движение он получает от кулачка 15 через подпружиненный двуплечий рычаг 59. П 69.а Узел отсоса 7 состоит из вентилятора 60, сборника пуговиц 61, рукавов 62, соединенных со сборником стружки (пыли), в качестве которого может использоваться полотняный мешок. Электрооборудование 8 состоит из системы двигателей и контрольно-регулирующей аппаратуры. Для контроля наличия пуговиц служит конечный выключатель 63, на который в случае отсутствия в цанге 26 пуговицы воздействует подпружиненный кулачок 64. Приспособление очистки гнезда 9 состоит из присоски 65 и трубы 66, связанной с вентилятором 60 узла отсоса 7, и перемещается вместе с корпусом шпинделя 6. Для вращения пуговицы в позиции Обточка служит приводной ролик 67, получающий вращение от звездочки 17 через цепную передачу 68. Втулка 38 управления зажимом 27 цанги 26 и втулка 40 управления толкателем 21 получают перемещения от двухстороннего кулачка 20 через двуплечие подпружиненные 69 и 70 соответственно. Автомат работает следующим образом, В питатель 4 загружают заготовки пуговиц. Включают электрооборудование 8,обеспечивающее вращение шпинде лей 5 и 6 и работу кулачкового вала 13.. От электродвигателя 10 через ременную передачу 11 и червячный ре- . дуктор t2 кулачковый вал 13 получает вращение с заданной скоростью. Установленные на нем кулачки 15, 16 и 20 и водило 18 мальтийского креста 19 обеспечивает работу всех механизмов в заданной последовательности. Цепная передача 46 передает вращение от звездочки 14 редуктору 47 и диска 42 который ориентирует и подает пуго вицу к загрузочному лотку 43, закрытому отсекателем 44. В заданный по циклу момент кулачок 45 воздейст-i вует на отсекатель 44, который осуществляет подачу одной заготовки ft цанге 26, находящейся в позиции Загрузка. В этот момент цанга 26 разжата, толкатель 21 отведен. При дращенни вала 13 толкатель 21, закрепленный на втулке 40, .при помощи , 20 и двупле,чего рычага 70 подает пуговицу в цангу 26 до упора 31; затем рычаг69, приводимый второй дерожкой кулачка .0, перемещает
втулку 38 с закрепленным на ней кулачком 39, который, воздействуя на зажим 27, зажимает цангУ 26. Процесс загрузки окончен. В случае отсутствия пуговицы толкатель 21 пройдет дальше и кулачок 64 нажмет на конечяый выключатель 63, включая световой сигнал оповещания об отсутствии пуговиц. При дальнейшем врашении отсекатель 44 перекроет лоток подачи 43, толкатель 21 отводится в исходное положение, а затем водило 18 мальтийского креста 19 поворачивает цанговую голорку 3 на 90 и цанга 26 с зажатой пуговицей оказывается в положении Обточка. При подходев это. положение кулачок 37 отводит ролик 36, тягу 35 и тормозную колодку 33, затем ролик 30 вступает в контакт с приводнь роликом 67, таким образом обеспечивается вращение цанги 26, необходимое для. кольцевой проточки поднутрения. После остановки цанговой головки 3 кулачок 16 посредством двуплечего рычага 51 сообщает резцу токарного .шпинделя 5 осевое рабочее перемещение на заданный размер, а затем вторая сторона этого же кулачка 16 посредством двуплечего рычага 51 сообщает ему ра диальное возвратно-поступательное , движение, по завершении которого шпиндель отводится назад.
Таким образом производится обточка конического гнёзда.
В ходе нового перемещения ролик 36 сходит с кулачка 37, тормоз под действием пружины 34 притормаживает цангу 26 колодкой 33 и пуговица поступает на следующую позицию, где от кулачка 15 через двуапечий рычаг 59 сверлильный или фрезерный шпиндель 6 обрабатьтает пуговицу при высоте в статичном положении. В следующей позиции сначала за счет плотного прилегания присоски 65 узла очистки 9 осуществляется очистки выточенного гнезда от пыли и стружки, а затем через некоторое время кулачок 20 через двуплечий рычаг 70 разжимает пуговицу и она через .шланги 62 отсасывается в сборник пуговиц 61,
Выполнение вращающейся цанги с зажатой в ней заготовкой в позиции обточки позволяет автоматизировать процесс изготовления пуговиц, т.е. заготовка автоматически передается с позиции на позицию и операция проточки пуговиц с поднутрением происходит в соответствии с технологическим процессом.
Кроме того, если в отверстие, куда запрессовывается ножка, остается хотя бы пьшь от стружки, изделие после запрессовки получается некачественным.
Устройство очистки гнезда, выполненное в виде подвижной эластичной 35 присоски, повьшает качество изделия. 25 Z /25 W
J «(7W 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для сверловки пуговиц | 1955 |
|
SU107153A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ПУГОВИЦ | 0 |
|
SU283556A1 |
| Солесос | 1922 |
|
SU29A1 |
