Изобретение относится к металлургии, конкретнее к машинам непрерывного литья заготовок,
Известна шестироликовая секция, устанавливаемая на радиальных и криволинейных участках приводных проводок машин непрерывного литья заготовок и содержащая верхние и нижние ролики, установленные соответственно на траверсе и на раме, буферные устройства с тарельчатыми пружийами, связывающие подушки роли ков с траверсой и рамой f 1 3. Недостатками этой шестироликовой секции являются сложность ее конструкции и Деталей буферных устройств, большая трудоемкость замены ее узлов и особенно буферных устройств, корпуса которых жестко закреплены на траверсе и раме, что, в свою очередь, вызывает повьщ1енные простои оборудования при ремонтах, а следовательно, снижает производительность машины непрерывного литья в целом.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для направления слитка в зоне вторичного охлаждения, содержащее верхние ролики, установленные на траверсах, и нижние ролики с подушками, имеющими фиксирующие хвостовики, и установленные на раме при помощи буферных устройств, содержащих размещенные в расточках рамы корпуса для фиксирунщих хвостовиков подушек. В рамах выполнены расточки. В фиксирующих хвостовиках выполнены пазы, в которые установлены пальцы, жестко закрепленные на раме. Крепление буферных устройств на рамах также выполнено жестким при помощи резьбовых соединений большого диаметра 2.
Недостатками этого устройства являются сложность конструкции; сложность, высокая трудоемкость и неудобство сборки и разборки роликов и их буферных устройств, заключающиеся в том, что необходимо производить большое числс крепежных операций непосредственно в машине. Это вызывает вынужденные простои оборудования и, следовательно, снижает производительность машины непрерывного литья заготовок в целом.
Целью изобретения является упрощение конструкции устройства и его сборки и разборки.
Поставленная цель достигается тем, что в тянущем и направляющем устройстве зоны вторичного охлаждения машины непрерывного литья заготовок, содержащем верхние ролики, установленные на траверсах, и нижние ролики с подушками, имеющими фиксирующие хвостовики и установленные на раме при помощи буферных устройств, содержащих размещенные в расточках
-рамы корпуса, расточки рамы снабжены кольцевыми выступами, а буферные устройства - гнездами, при этом буферные устройства установлены в расточках
рамы с упором на кольцевые выступы, выполненные в нижних частях расточек, а фиксирующие хвостовики подушек роликов расположены в гнездах.
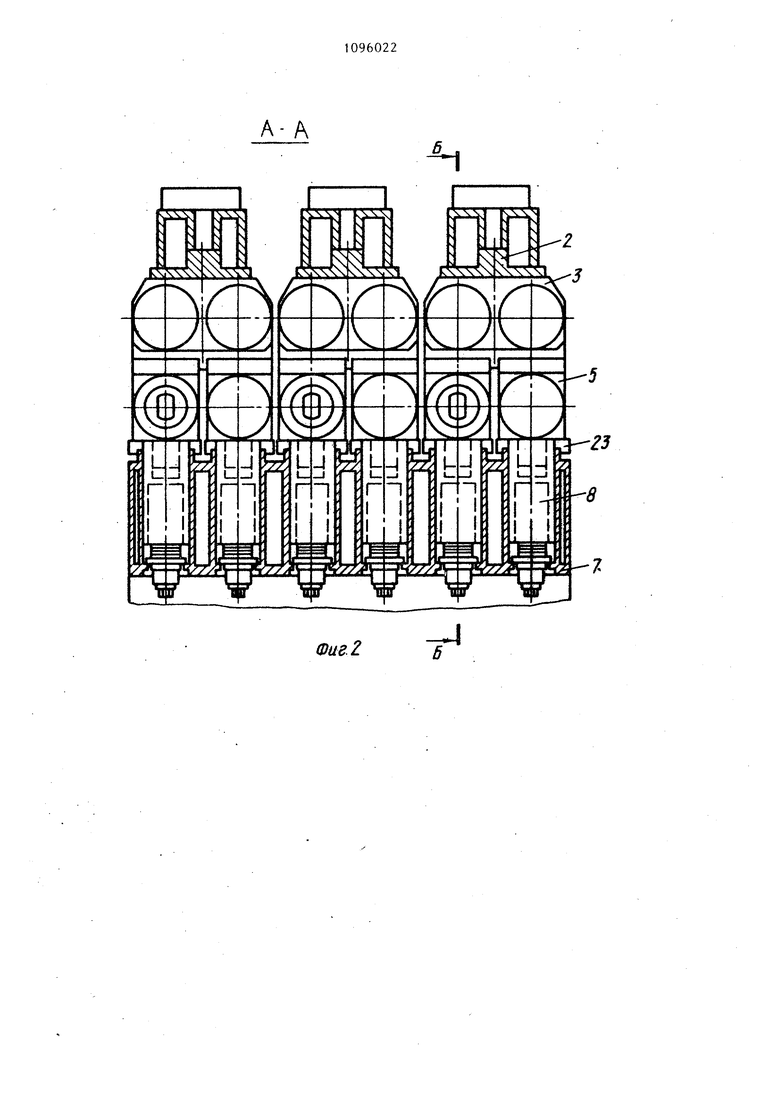
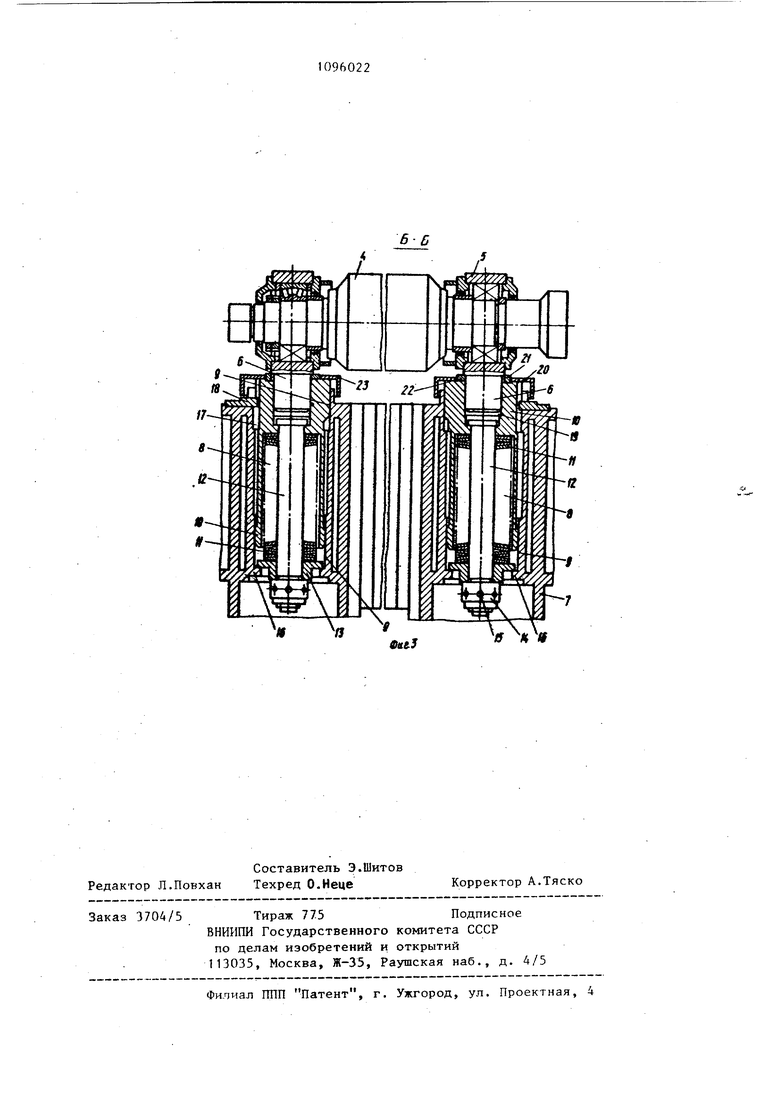
На фиг..1 изображено предлагаемое тянущее и направляющее устройство зоны вторичного охлаждения машины непрерывного литья заготовок, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 2.
Предлагаемое устройство содержит верхние ролики 1, установленные на траверсах 2 посредством подушек 3, нижние ролики 4, подушки 5 которых снабжены фиксирукнцими хвостовиками
6 и установлены на раме 7 при помощи буферных устройств 8, содержащих размещенные в расточках 9 рамы 7 корпуса 10. В каждый корпус 10 буферного устройства 8 помещен пакет
тарельчатых пружин 11,предварительно сжатых при помощи стержня 12, шайбы 13, гайки 14 и штифта 15. В нижних частях расточек 9 рамы 7 выполнены кольцевые выступы 16, накоторых лежат своими шайбами 13 буферные устройства 8 и которые для последних служат опорами. Буферные устройства 8 установлены в расточках 9 рамы 7 с возможностью осевого перемещения их корпусов 10 и не имеют какого-либо крепления на раме 7. Поверхности расточек 9 рамы 7 контактируют с ответными поверхностями корпусов 10 буферных устройств 8 по
подвижной посадке. Для предотвращения поворотов буферных устройств 8 вокруг своих осей на верхних частях их корпусов 10 с наружной стороны выполнены продольные шпоночные пазы 17, в
которые входят шпонки 18, закрепленные неподвижно на раме 7. В верхних частях корпусов 10 буферных устройств 8 выполнены гнезда 19, в которые по подвижной посадке помещены фиксирующие хвостовики 6 подушек 5 роликов 4 без какого-либо крепления. Для предотвращения поворотов подушек 5 вокруг осей фиксирующих хвоетовиков 6 (гнезд 19 корпусов 10) относительно корпусов 10 на последних со стороны верхнего торца в пазах 20 неподвижно закреплены шпонки 21. При выверке технологической оси машины положение роликов 4 в устройстве по высоте регулируется при помощи наборов прокладок 22, устанавливаемых между подушками Ь . (роликов 4 и корпусами 10 буферных устройств 8. Сопрягаемые поверхности фиксирующих хвостовиков 6 подушек 5 и гнезд 19 корпусов 10 буферных устройств 8 и сопрягаемые поверхности корпусов 10 и шайб 13 буферных-устройств 8 и расточек 9 рамы 7 защищен от попадания воды, окалины, песка и грязи при помощи экранов 23, жестко закрепленных на верхних торцах корпу сов 10. Устройство работает следующим образом. В процессе разливки местные наплы вы, а также местные вздутия слитка на чертежах не показаны) воздействуют на верхние и нижние ролики 1 и 4 соответственно. Пружины 11 буферных устройств 8 сжимаются, предохраняя ролик 4 от по ломки или остаточных деформаций. При этом корпуса 10 буферных устройств 8 скользят в расточках 9 рамы 7, а стержни 12 перемещаются в отверстиях шайб 13, упирающихся в кольцевые выступы 16 расточек 9 рамы 7. После прекращения действия повышенной нагрузки буферные устройства 8 возвращают ролики 4 в заданное при выверке положение. Разборка устройства, включающая извлечение из него нижних роликов 4 и их буферных устройств 8, производится в следующей последовательности. Сначала поднимаются нижние ролики 4 с подушками 5, фиксирующие хвостовики 6 которых выходят из гнезд 19 корпусов 10 буферных устройств 8, при этом шпонки 21 снимать не требуется. Затем снимаются буферные устройства 8, при этом шпонки 18 снимать также не требуется. Сборка осуществляется в обратном порядке. Техническая эффективности от применения предлагаемого изобретения состоит в упрощении конструкции устройства и его сборки и разборки за счет выполнения буферныхустройств нижних роликов в виде самостоятельных сборочных единиц с раздельным от роликов монтажом и демонтажом и не требующим какого-либо крепления или рассоединения на раме и с фиксирующими хвостовиками подушек роликовЭкономическая эффективность от применения изобретения достигается за счет сокращения числа операций при сборке и разборке роликовых секций при их ремонтах, связанных с узаменой вьш1едших из строя узлов и деталей. Такая замена в МНЛЗ производится при средних и капитальных ремонтах 2 раза в год, при этом продолжительность одного ремонта составляет 5-6 сут. Предлагаемая конструкция позволяет сократить время простоев на 30-35%, что соответствует примерно 4 сут. При годовом лимите рабочего времени около 300 сут сокращение времени .простоев дает увеличение производительности до J,5%.
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Роликовая секция машины непрерывного литья заготовок | 1981 |
|
SU973223A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Правильно-тянущая секция машины непрерывного литья заготовок | 1986 |
|
SU1437136A1 |
| Прокатная клеть | 1987 |
|
SU1507466A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Роликовая секция машины непрерывного литья заготовок | 2023 |
|
RU2797199C1 |
ТЯНУЩЕЕ И НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащее верхние ролики, установленные на траверсах, и нижние ролики с подушками, имеющими фиксирующие хвостовики и установленные на раме при помощи буферных устройств, содержащих размещенные в расточках рамы корпуса, отличающееся тем, что, с целью упрощения конструкции устройства и его сборки и разборки, расточки рамы снабжены кольцевыми выступами, а буферные устройства - гнездами, при этом буферные устройства установлены в расточках рамы с упором на кольцевые выступы, выполненны а в нижних частях расточек, а фиксирующие хвостовики подушек роликов рас- положены в гнездах.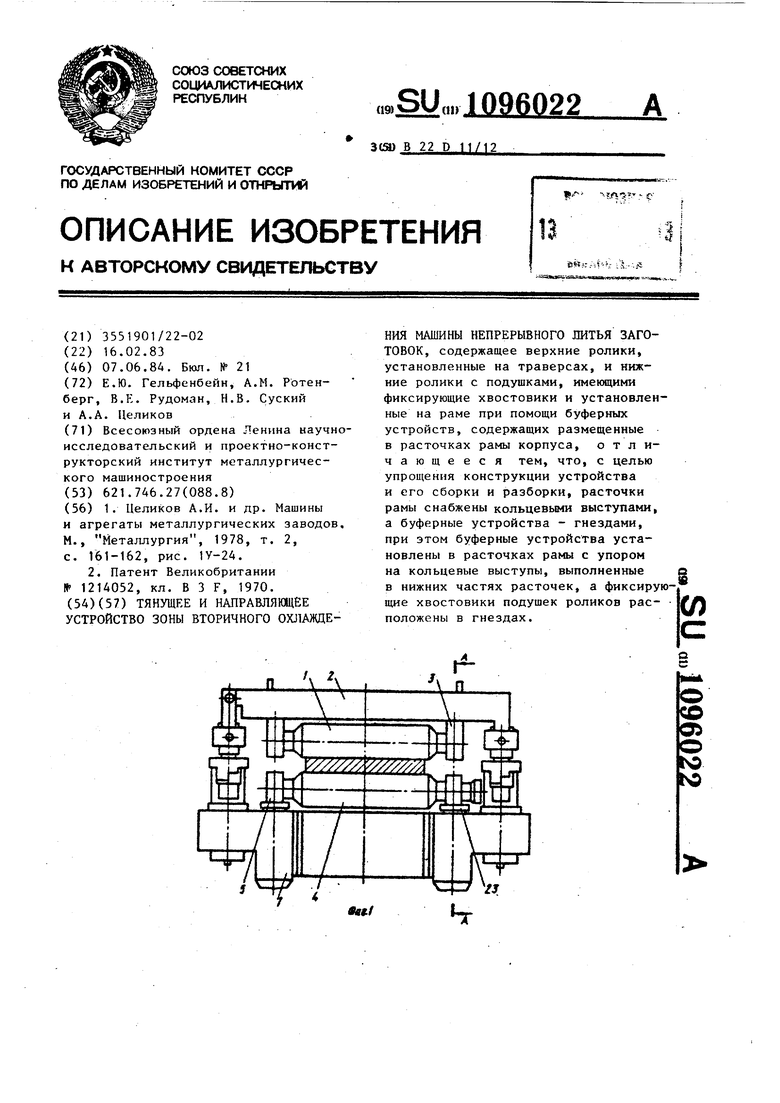
Фиг.2
П
«--,
/I
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов | |||
| М., Металлургия, 1978, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ производства хлеба из ржаной муки | 1984 |
|
SU1214052A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
