СО
05
Изобретение относится к литейному производству, конкретнее к конструкциям ковшей для модифицирования и заливки высокопрочного чугуна.
Модифицирование чугуна производят в ковшах обычной конструкции tO.
Наиболее близким по технической сущности к изобретению является ковш содержащий корпус, днище, симметричный сливной носок, перегородку, перпендикулярную плоскости симметрии ковша и делящую ковш на две сообщающиеся каналом полости.
Перегородка расположена вертикально, верхний торец ее размещен вьш1е уровня заливаемого в ковш чугуна, сообщающий полости ковша канал выполнен в виде зазора между перегородкой и днищем. Перегородка предназначена для удержания шлака СЗ.
Недостатком ковша указанной конструкции является неизбежность заполнения прибыли модифицированным чугуном при заливке формы, что влечет за собой снижение температуры прибьти, а следовательно, и качество отливок, а также дополнительный расход модификатора, т.е. повьш1ение себестоимости отливок.
Цель изобретения - повьш1ение качества и снижение себестоимости отливок путем изоляции от модифицирования чугуна, заливаемого в прибыль.
. Поставленная цель достигается тем, что в ковше для модифицирования и заливки высокопрочного чугуна, содержащем корпус, днище, симметричный сливной носок, перегородку, перпендикулярно плоскости симметрии ковша и делящую ковш на две соединенные каналом полости, перегородка расположена в плоскости, проходящей через нижнюю точку сливного носка и пересекающей днище, причем объем полости под перегородкой равен объему прибыли, а канал, соединяющий полости ковша, выполнен в виде зазора между корпусом и верхней частью перегородки.
На чертеже представлена конструкция предлагаемого ковша.
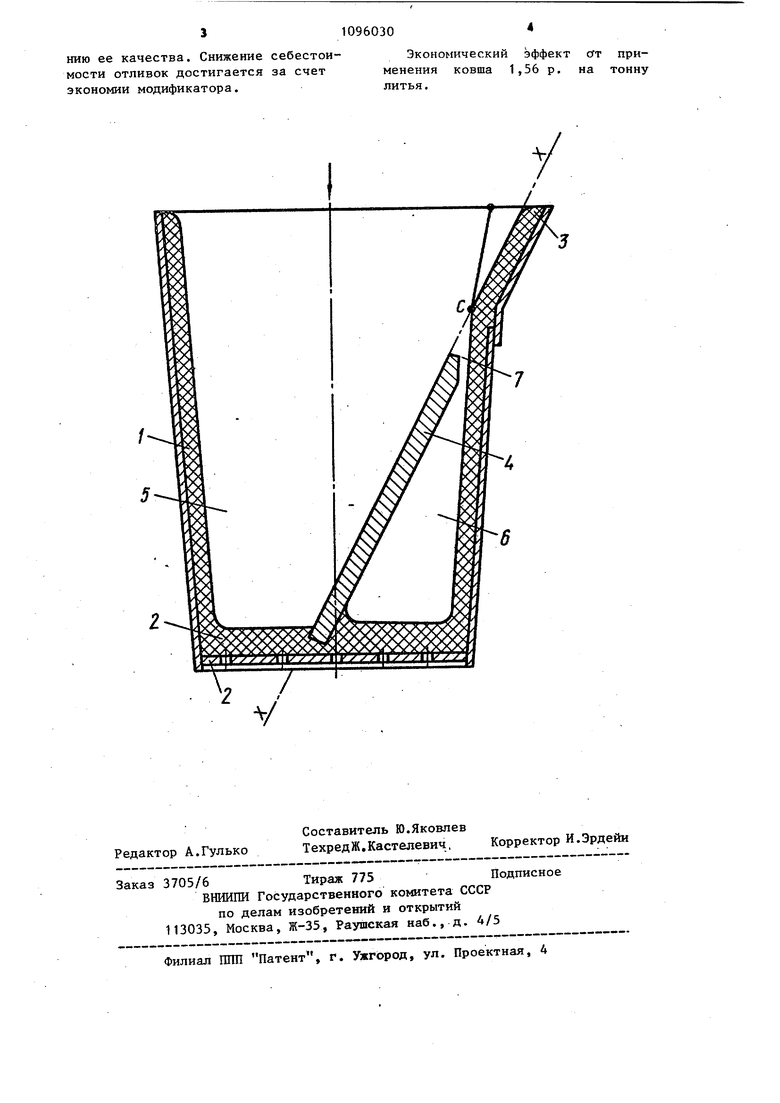
Ковш содержит корпус 1, днище 2 и симметричный сливной носок 3 с плоскостью симметрии. Корпус 1 пересекается со сливным носком 3 по линии, пересекающей плоскость симметрии в точке С, расположенной ближе других точек к днищу, т.е. являющейся нижней точкой сливного носка 3.
Ковш снабжен перегородкой 4, расположенной в плоскости Х-Х, проходяще через нижнюю точку С сливного ковша и пересекающей днище 2. Перегородка делит ковш на две полости 5 и 6 таким образом, что объем полости 6, находящейся под перегородкой 4, равен объему прибыли формы, для заливки которой предназначен ковш. В верхней части перегородки 4 между нею и корпусом 1 предусмотрен зазор 7, являющийся каналом для сообщения плоскостей 5 и 6. Объем ковша от днища 1 до уровня нижней точки С сливного носка 3 равен суммарному объему отливки и Црибьши, т.е. объему чугуна, заливаемого в форму. Перегородка 4 расположена перпендикулярно плоскости симметрии ковша, а сечение сливного носка 3 в плоскости симметрии представляет собой прямую, лежащую в плоскости перегородки 4 (плоскости Х-Х).
Ковш работает следующим образом.
Перед модифицированием ковш заполняют серым чугуном вьште нижней точки сливного носка 3 (точки С). Температура чугуна 1380-1400°С. Плоскости 5 и 6 заполнены, ковш опукают в камеру-автоклав (не показана и модифицируют. Очевидно, что колокольчик автоклава вводится только в полость 5, расположенную над перегородкой, а чугун, находящийся в полости 6, остается немодифицированным, время модифицирования и заливки столь невелико, что влинием диффузии через канал 7 можно пренебречь.
После модифицирования температура чугуна в полости 5 понижается до 1290-1310 0 в то же время температура серого чугуна в полости 6 снижается до ОбО-ТЗВО С. При заливке формы модифицированный чугун заполняет полость, формирующую отливку, а часть его попадает в прибыль формы. Весь модифицированный чугун выпивается из ковша, когда перегородка 4 принимает горизонтальное положеуие. При дальнейшем повороРе ковша в прибыль без разрыва струи выпивается оставшаяся порция серого чугуна.
Повьшение температуры чугунао в прибыль на 60-80 С способствует улучшению питания отливки и повьш1ению ее качества. Снижение себестоимости отливок достигается за счет экономии модификатора.
Экономический эффект сгт применения ковша 1,56 р. на тонну литья.
| название | год | авторы | номер документа |
|---|---|---|---|
| Чайниковый ковш для модифицирования железоуглеродистых сплавов | 1986 |
|
SU1371972A1 |
| СПОСОБ КОВШЕВОГО СФЕРОИДИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ВЫСОКОПРОЧНЫХ ЧУГУНОВ | 2012 |
|
RU2525870C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Устройство для модифицирующей обработки жидкого чугуна | 1987 |
|
SU1608227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| СПОСОБ КОВШОВОГО МОДИФИЦИРОВАНИЯ РАСПЛАВА ЧУГУНА ЛЕГКИМИ МАГНИЙСОДЕРЖАЩИМИ ЛИГАТУРАМИ | 2012 |
|
RU2500819C2 |
| Способ изготовления тонкостенных отливок | 1971 |
|
SU384294A1 |
| Заливочное устройство центробежнолитейной машины | 1980 |
|
SU1012789A3 |
| Ковш для заливки окисляющихся расплавов | 1981 |
|
SU980958A1 |
КОВШ ДЛЯ МОДИФИЦИРОВАНИЯ И ЗАЛИВКИ ВЫСОКОПРОЧНОГО ЧУГУНА, содержащий корпус, днище, симметричный сливной носок, перегородку, перпендикулярную плоскости симметрии ковша и делящую ковш на две соединенные каналом полости, отличающийс я тем, что, с целью повьш1ения качества и снижения себестоимости отливок путем изоа1яции от модифицирования чугуна, запиваемого в прибыль, перегородка расположена в плоскости, проходящей через нижнюю точку сливного носка и пересекакмцей днище, причем объем полости под перегородкой равен объему прибыли, а канал, соединяющий полости ковша, выполнен в виде зазора между корпусом и верхней частью . перегородки . О) С
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник по чугунному литью | |||
| Под ред | |||
| Н.Г.Гиршовича | |||
| Я., Машиностроение, 1978, с | |||
| Крутильный аппарат | 1922 |
|
SU233A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| СПОСОБ ПОЛУЧЕНИЯ АЗОПИГМЕНТОВ | 1925 |
|
SU436A1 |
| У.По,г. | |||
