//
(Л
со
о:)
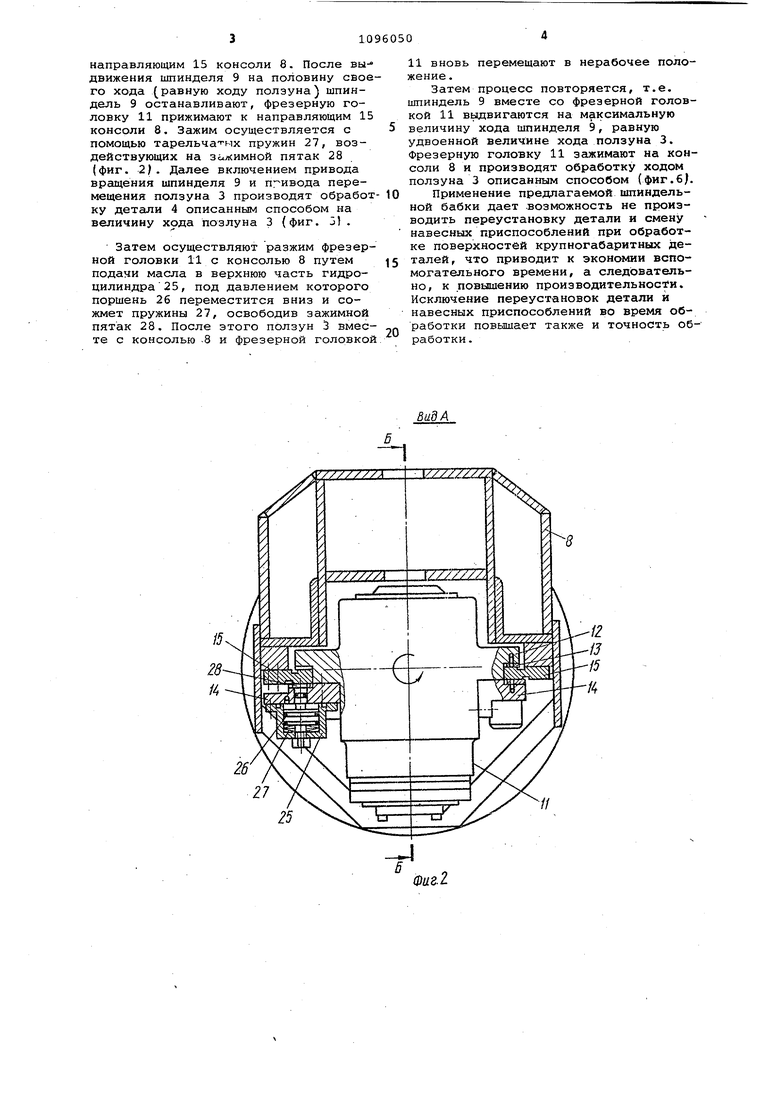
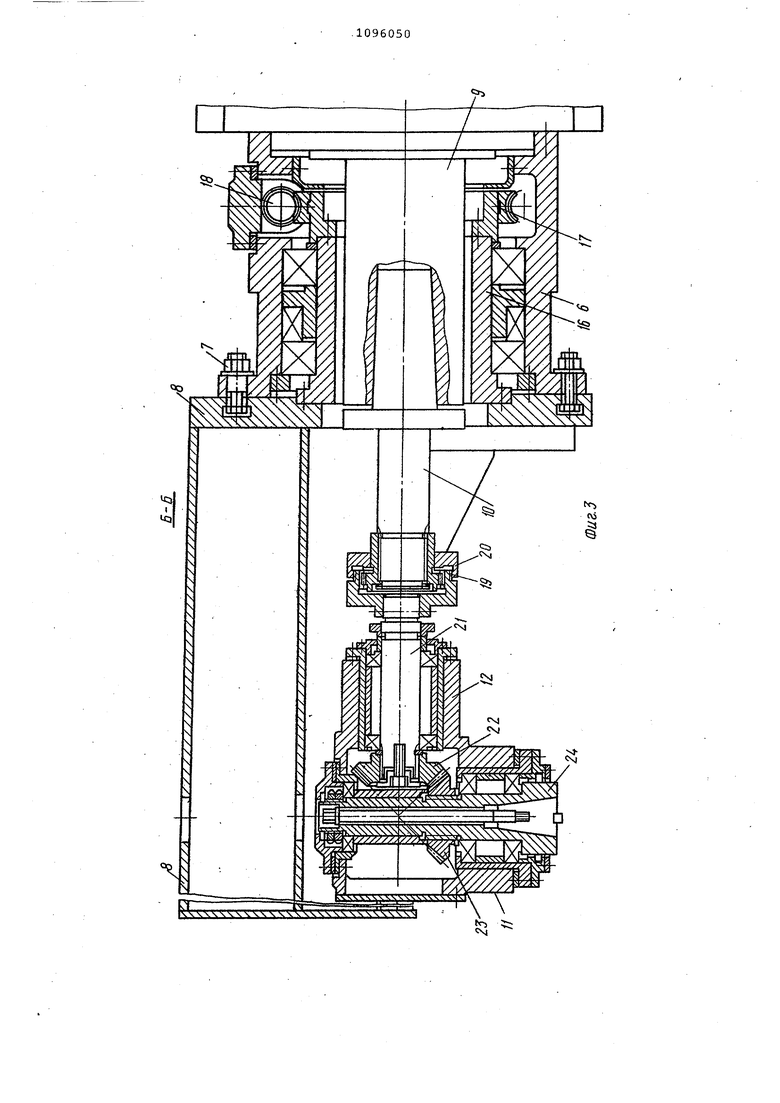
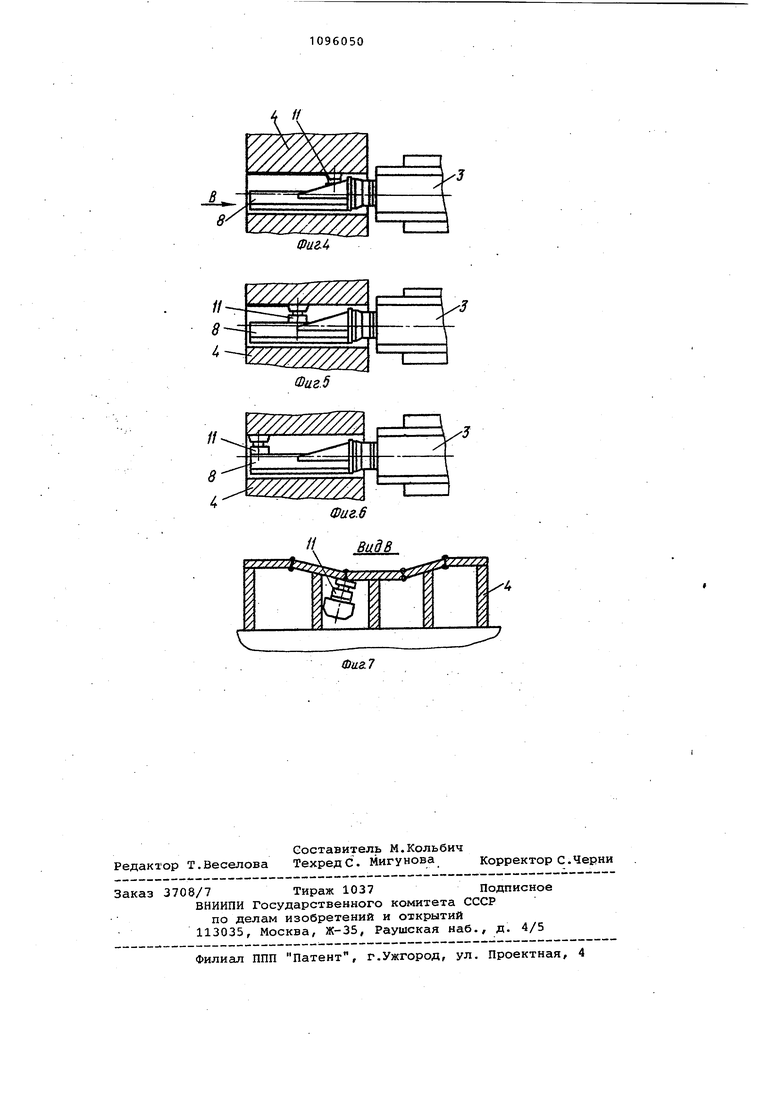
О1 Изобретение относится к станкостроению и может быть использовано в тяжелых расточно-фрезерных станка при фрезеровании как наружных, так и внутренних поверхностей крупногаб ритных деталей. Известны шпиндельные бабки, вклю чающие установленный с возможностью перемещения ползун, на котором закреплена навесная консоль, несущая размещенную в корпусе фрезерную головку, приводной вал которой связан с выдвижным шпинделем ClJИспользование навесной консоли для фрезерной головки .расширяет пре делы обработки ходом ползуна. Однак такое конструктивное решение предполагает наличие ряда консолей, предназначенных для сэбработки поверхнос тей разной величины, так как длина каждой консоли рассчитана на обрабо ку поверхности одной определенной ве личины. Таким образом, при изменении величины поверхности обработки детали требуется смена консолей, на уста новку и снятие которых также расходуется вспомогательное время, т.е. снижается производительность. Снижается при этом и точность обработки. Цель изобретения - повышение производительности И точности обработки Поставленная цель достигается тем что в шпиндельной бабке, включающей установленный с возможностью перемещения ползун. На котором закреплена навесная консоль-, несущая размещенную в корпусе фрезерную головку, при водной вал которой связан с выдвижным шпинделем, на навесной консоли выполнены направляющие для перемещения головки, корпус которой снабжен устройствами для зажима головки на направляющих консоли, причем, приводной вал связан с выдвижным шпинделем посредством введенной в бабку зубчатой муфты, снабженной накидной гайкой, установленной на одной из полу1 1УФТ . . На фиг. 1 представлен станок со шпиндельной бабкой; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - деталь в момент обработки/выдвижной шпиндель станка задвинут; на фиг. 5 - то же, шпиндель выдвинут на половину своего хода; на фиг. б - то же, шпиндель выдвинут на максимальную величину; на. фиг. 7 - вид В на фиг. 4. На стойке 1 фрезерного расточного станка с возможностью перемещения в вертикальном направлении установлена шпиндельная бабка 2с выдвижной частью - ползуном 3. Обрабатываемая деталь 4 устанавливается на стендовом настиле 5 (фиг. 1). К корпусу ползуна 3 жестко крепится корпус б, к которому с помощью винтов 7 крепится консоль 8, имеющая на торце круговой Т-образный паз под винты 7. В конус выдвижного шпинделя 9 станка вставлена оправка 10 фрезерной головки 11 (фиг. 3 . Последняя имеет корпус 12 с направляющими поверхностями 1-3. К корпусу 12 прикреплены замыкающие планки 14, а консоль 8 снабжена направляющими 15 (фиг. 2). В корпусе 6 размещен привод поворота консоли 8, состоящий из втулки 16 с закрепленной на ней червячной шестерней 17, взаимодействующей с червяком 18 (фиг. 3 J. Втулка 16 жестко прикреплена к консоли 8. Оправка 10 посредством зубчатой муфты 19 с закрепленной на одной.из ее полумуфт накидной гайкой 20 связана с приводным валом 21. На вал 21 насажена коническая шестерня 22, входящая в зацепление с конической шестерней 23, насаженной на шпиндель 24 фрезерной головки 11. На планках 14 с двух сторон установлены гидроцилиндры 25, содержащие поршни 26, тарельчатые пружины 27 и зажимные пятаки 28 (фиг. 2), В начале обработки детали 4 консоль 8 с фрезерной головкой 11 устанавливают в требуемое угловое положение, используя привод поворота консоли 8. Для этого поворачивают {.вручную ключом ) червяк 18, от него через червячную шестерню 17 вращение передается втулке 16, а через нее - консоли 8, которая поворачивается в подшипниках, скользя Т-образным пазом по предварительно ослабленным винтам 7. После установки в требуемое . угловое положение консоль надежно .закрепляют винтами 7 на корпусе 6. Далее включают привод вращения не показан) шпинделя 9 станка, от которого через оправку 10, зубчатую муфту 19, приводной вал 21 и конические шестерни 22 и 23 вращение передается шпинделю 24 фрезерной головки 11. Затем включают привод перемещения (не показан ползуна 3.Ползун 3 и кон- соль 8 с фрезерной головкой 11 начинают поступательно перемещаться, обрабатывая деталь 4. После обработки ее на величину хода ползуна 3 (фиг.4) последний останавливают, а затем перемещают в исходное нерабочее положение . Вместе с ползуном 3 перемещается и консоль 8 с фрезерной головкой 11. Далее включают привод поступательного перемещения ( не показан ) шпинделя 9 станка, который через муфту 19 передает движение фрезерной головке 11. Перемещение полумуфт зубчатой муфты 19 относительно друг друга в осевом направлении при этом предотвращается накидной гайкой 20. Фрезерная головка 11 начинает перемещаться по направляющим 15 консоли 8. После выдвижения шпинделя 9 на половину свое го хода (равную ходу ползуна) шпиндель 9 останавливают, фрезерную головку 11 прижимают к направляющим 15 консоли 8, Зажим осуществляется с помощью тарельча- ых пружин 27, воздействующих на зе жимной пятак 28 (фиг. 2). Далее включением привода врсццения шпинделя 9 и п ивода перемещения ползуна 3 производят обработ ку детали 4 описанньам способом на величину хода позлуна 3 (фиг. jj . Затем осуществляют разжим фрезер ной головки 11 с консолью 8 путем подачи масла в верхнюю часть гидроцилиндра 25, под давлением которого поршень 26 переместится вниз и сожмет пружины 27, освободив зажимной пятак 28. После этого ползун 3 вмес те с консолью .8 и фрезерной головко 11 вновь перемещают в нерабочее положение. Затем процесс повторяется, т.е. шпиндель 9 вместе со фрезерной головкой 11 надвигаются на максимальную величину хода шпинделя 9, равную удвоенной величине хода ползуна 3. Фрезерную головку 11 зажимают на консоли 8 и производят обработку ходом ползуна 3 описанным способом (фиг.б. Применение предлагаемой шпиндельной бабки дает .возможность не производить переустановку детали и смену навесных приспособлений при обработке поверхностей крупногабаритных деталей, что приводит к экономии вспомогательного времени, а следовательно, к повышению производительности. Исключение переустановок детали и навесных приспособлений во время обработки повышает также и точность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная бабка горизонтальнорасточного станка | 1976 |
|
SU601088A1 |
| Головка строгальная | 1984 |
|
SU1172654A1 |
| Шпиндельная бабка металлорежущего станка | 1976 |
|
SU585921A1 |
| Поворотная шпиндельная головка | 1979 |
|
SU859052A1 |
| Привод зажима инструмента | 1973 |
|
SU454968A1 |
| ХОБОТ ФРЕЗЕРНОГО СТАНКА | 1970 |
|
SU275350A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Фрезерно-расточный станок | 1974 |
|
SU525503A1 |
| Универсальная шпиндельная головка | 1979 |
|
SU804244A1 |
| Широкоуниверсальный фрезерный станок | 1990 |
|
SU1780939A1 |
ШПИНДЕЛЬНАЯ БАБКА, включающая установленный с возможностью перемещения ползун, на котором закреплена навесная консоль, несущая размещенную в корпусе фрезерную головку, приводной вал которой связан с выдвижным шпинделем, о т л и ч а ющ а я с я тем, что, с целью повышения производительности и точности обработки, на навесной консоли выполнены направляющие для перемещения головки, корпус которой снабжен устройствами для зажима головки на направляющих консоли, причем приводной вал связан с выдвижным шпинделем по- средством введенной в бабку забчатой муфты, снабженной накидной гайкой, установленной на одной из полумуфт.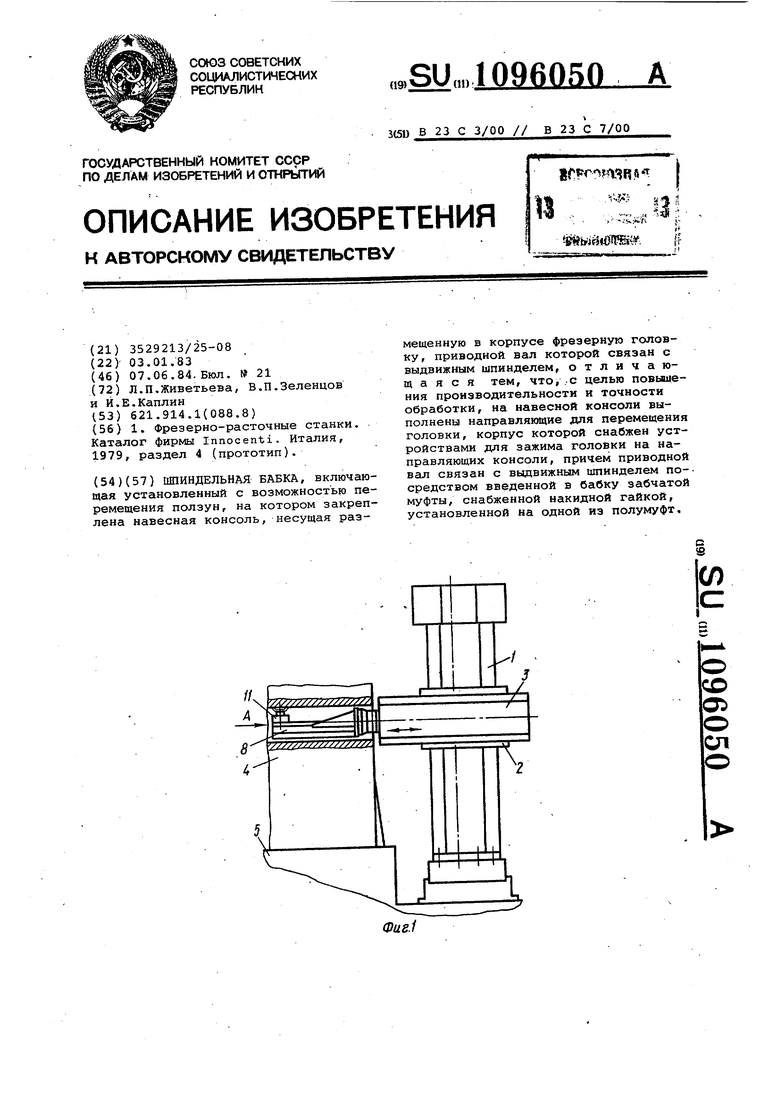
.
Фиг.5
Виде
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фрезерно-расточные станки | |||
| Каталог фирмы Innocenti | |||
| Италия, 1979, раздел 4 (прототип). | |||
