Иэоьретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроэроэионной обработке многолрофильных спиральных отверстий.
Известен способ электроэрозионной обработки внутренних спиральных отверстий, при котором электроду-инструменту задают рабочие движения в направлении детали при помощи копира и привода подачи 1J,
Недостат1 ом известногоСпособа низкая точность копирования. Так , по мере углубления электрода-инструмента готовые участки спиральных отверстий продолжают соприкасаться с ним из-за наличия зазоров в кинематической части станка, и возможной непараллельности установки электродаинструмента относительно оси вращения, что приводит к дополнительным паразитным разрядам, искажающим профиль спиральных отверстий. Кроме того, недостатком является также высокая себестоимость изготовления копира.
Цель изобретения - повышение точности обработки и снижение себестоимости изготовления копира..
Поставленная цель достигается тем, что перед началом обработки детали по оси прошиваемого отверстия устанавливают заготовку под копир, прошивают в ней отверстие заданного
А-А
профиля электродом-инструментом при наличии только осевой его подачи, после чего электроду-инструменту задают поступательное и вращательное рабочие движения при помощи копира
и привода.
На фиг. 1 схематично изображено устройство для реализации предлагаемого способа; на . 2 - сечение А-А на фиг. 1; на фиг. 3 - узел 1
0 н а фи г. 1.
Предварительно на торец 1 через прокладки 2 и 3 устанавливают заготовку копира 4 и фиксируют прихватами зажимного приспособления, Заготов
5 ку соединяют с источником питания. Затем при осевой подаче электрода- . инструмента 5 прошивают заготовку копира и отключают источник питания.
Обработку многопрофильного спирального отверстия в детали прои.зводят электродом-инструментом, которому сообщают поступательное и вращательное движения при помощи копира и пружинного привода (не показано. Пружинный привод подачи обеспечивает выборкулюфта между электродоминструментом и копиром за счет посто янного поджатия затылка 6 к копиру.
Предлагаемый способ обработки обеспечивает точность копирования
0 профиля электрода-инструмента на детали и снижение себестоимости изготовления копира.
/1
фиг.З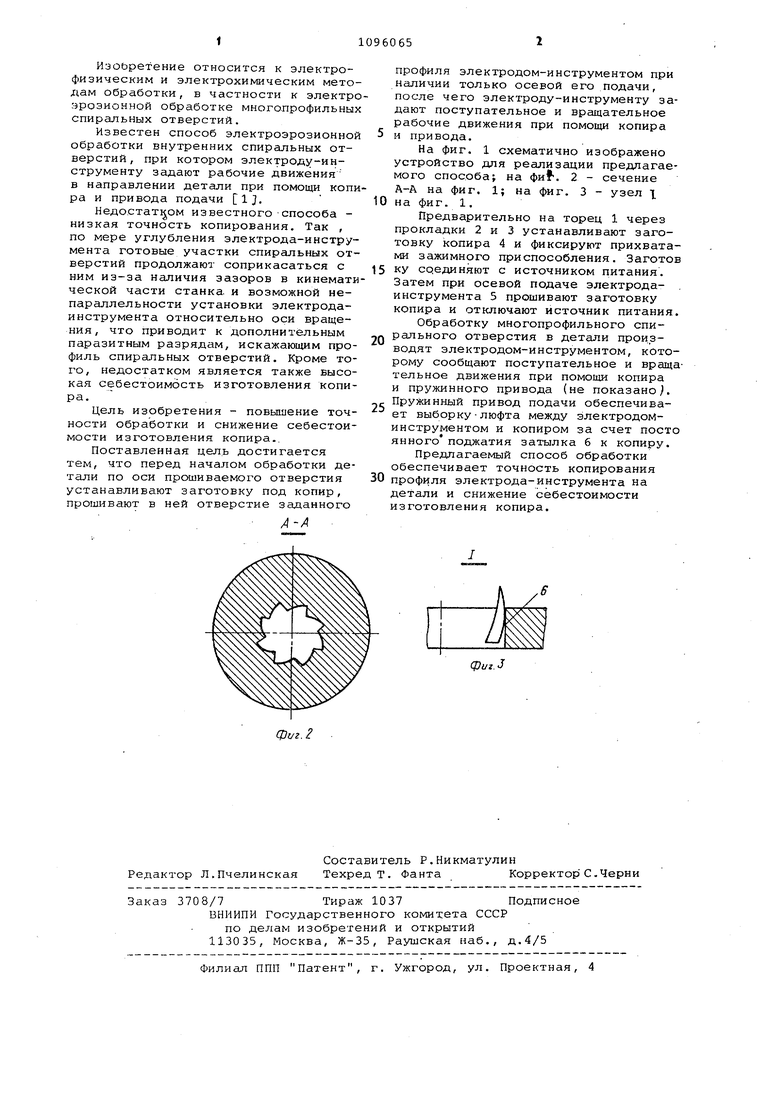
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Способ изготовления глубоких отверстий малых диаметров с повышенными точностными характеристиками в корпусных деталях, изготовляемых из деформируемых материалов | 2020 |
|
RU2751934C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2019 |
|
RU2730321C1 |
| Станок для электроэрозионной обработки | 1977 |
|
SU763058A1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| Способ электрообработки и устройство для его осуществления | 1990 |
|
SU1780950A1 |
| Способ электроэрозионной обработки направляющего отверстия в корпусе распылителя | 2022 |
|
RU2797663C1 |
| Способ электроэрозионного шлифования | 1982 |
|
SU1016128A1 |
| Способ изготовления ступенчатого электрода-инструмента | 1980 |
|
SU884928A1 |
СПОСОБ. ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МНОГОПРОФИЛЬНЫХ СПИРАЛЬНЫХ ОТВЕРСТИЙ, при котором электродуинструменту эадают поступательное движение от привода подачи и вращаrfJKf jj, тельное при помощи копира, установленного со стороны электрода-инструмента, отличающийся тем, что, с целью повышения точности обработки , предварительно на месте копира устанавливают заготовку, которую соединяют с источником питания и .прошивают в ней заданный профиль путем сообщения электроду-инструменту поступательного движения, после чего отключают заготовку от источни.ка питания и ведут обработку детали по полученному копиру. Х Oi О СГ) СП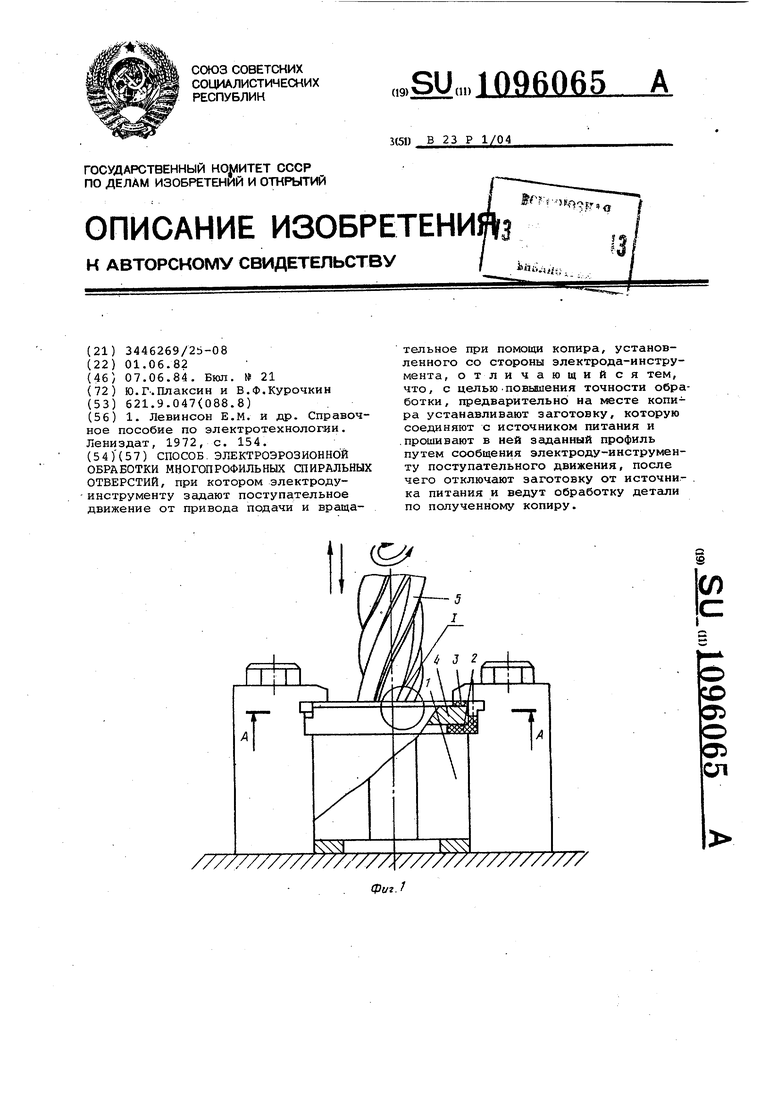
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Левинсон Е.М | |||
| и др | |||
| Справочное пособие по электротехнологии | |||
| Лениздат, 1972, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
