со
05
ел
О)
vi
Изобретение относится к средствам механизации неразрушающих методов контроля изделий и может быть использовано в различных отраслях промьЕшленности, в частности в атомном мапигностроении и котлостроении, например, при ультразвуковом контроле сварных изделий цилиндрической формы.
Известно устройство для ультразвукового контроля металлических труб, содержащее каретку с искательной головкой, внешнюю и внутреннюю кольцевые направляющие, на которых установлена кареткаj систему подачи контактной жидкости и токопровод. Последний выполнен в виде двуплечего рычага, одно плечо которого подпружинено, а другое вьтолнено телескопическим и заканчивается роликом, натягивающим и направляющим кабель во время перемещения каретки. Укладка ка:беля осуществляется на свободно вращающиеся катушки и втулки, закрепленные на вильчатых осях. В этом устройстве каретка с искателями перемещается по окружности при поступательном движении трубы С 1 1Недостатком данного устройства является сложность конструкции элементов запасоеки тросаэ причем с помощью устройств возможен контроль изделий одного типоразмера. Кроме того, каретка с искательной головкой может сделать только один оборот (конструктивное исполнение устройства поддержки кабеля), затем происходит движение каретки в обратную сторону, т.е. осуществляется реверсивная работа двигателя, что является нежелательньм режимом.
Наиболее близким к изобретению является устройство для ультразвукового контроля сварных швов труб, содержащее две каретки, несущие пневмоциливдры, на штоках которых подвижно закреплены искатели, и механизм перемещения кареток по периметру контролируемой трубы l2J,
Недостатком известного устройства является низкая производительность контроля ввиду того, что устройство работает в реверсивном режиме токопровод, идуп1 1й от кареток к дефектоскопу, касается поверхности изделия, перепутывается, изнашивается, влияет на равномерность хода каретки. Кроме того, в процессе контроля необходима
перекантовка изделия, так как кольцевая направляющая разомкнута, и поэтому зона в нижней части изделия не может быть проконтролирована.
Целью изобретения является повышение производительности контроля. Поставленная цель достигается тем, что устройство для ультразвукового контроля сварных швов труб, содержащее две каретки, несущие пневмоцилиндрь на штоках которых подвижно закреплены искатели, и механизм перемещения кареток по периметру контролируемой трубы, снабжено кольцевой
рамой, охватывающей контролируемую трубу, механизм перемещения кареток выполнен в виде направляющей, состоящей из двух полуколец, закрепленных на раме и смещенных относительно друг
друга вдоль трубы на ширину каретки, звездочекS установленных симметрично по периметру каждого полукольца с возможностью вращения, и замкнутых цепей, взаимодействующих с приводом, звездочками и каретками.
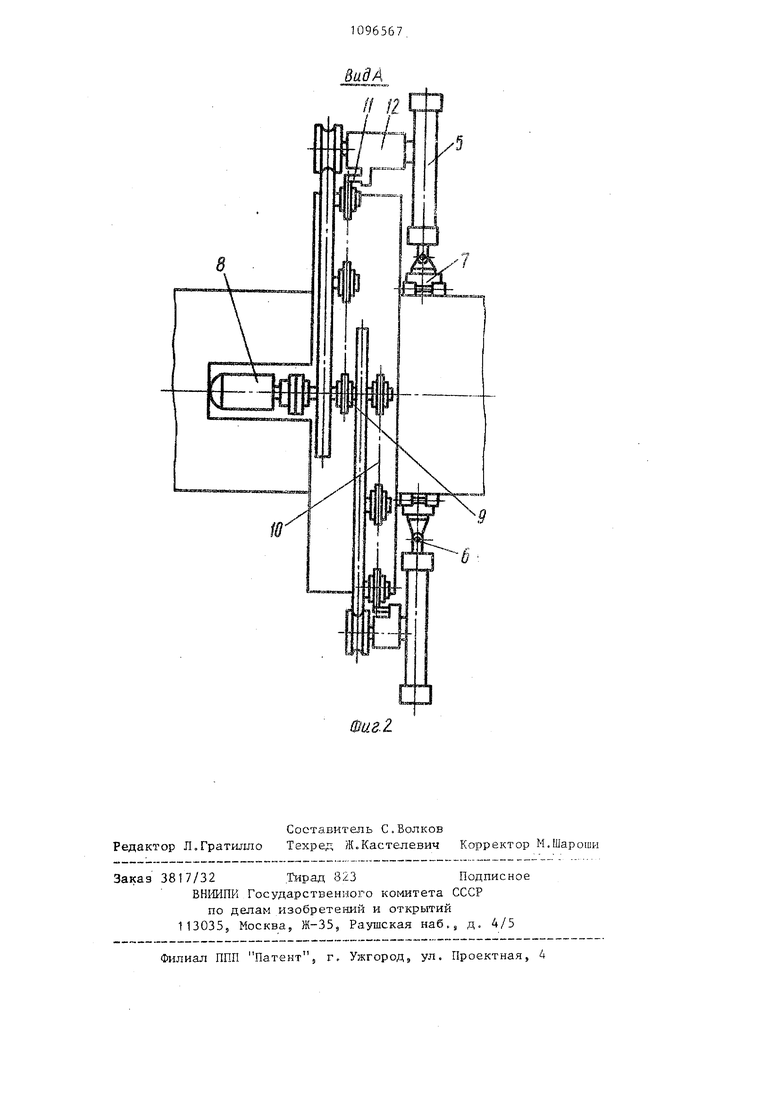
На фиг а 1 изображено устройство для ультразвукового контроля сварных швов труб, вид спереди; на фиг. 2 вид А на фиг. 1.
Устройство для ультразвукового
контроля сварных швов труб Содержит раму 15 на которой закреплены два полукольца, образующие трубчатую кольцевую направляющую 2, охватывающую
изделие 3 по периметру, при этом установленные в вертикальной плоскости полукольца смещены относительно друг друга на ширину кареток 4 (для обеспечения свободного перемещения обеих кареток по трубчатым направляющим) . На каретках 4, каждая из которых размещена на соответст- . вующем полукольце, закреплены пневмощшивдрн 5, связанные через шарниры 6 с г скателями 7, Механизм перемещения кареток по периметру контролируемой трубы кроме кольцевой направляющей 2 включает привод 8, закреп-ленный на раме 1, и две группы звездочек 9 с замкнутыми цепями Ю, имеющими пальцы 11. Каждая группа звездочек закреплена на соответствующем полукольце и связана с приводом 8, а пальцы 11 связаны с каретка ми 4 через вертикальный паз в рамах 12 этих кареток. Причем устройство имеет прижимной ролик (не показан) для удержания каретки 4 на
направляющей 2 в нижнем положении (на полукольце),
Устройство работает следующим образом.
С помощью пневмоцилиндров 5 искатели 7 опускают на изделие 3 в зону сварного шва. Затем Приводом 8 осуществляют вращение двух групп звездочек 9, расположенных на направляющей 2, от звездочек приходят в движение замкнутые цепи 10. Каждый палец 11 осуществляет перемещение по замкнутой цепи, увлекая за собой соответствующую каретку 4, несущую искатели 7, причем перемещение пальца 11 в верхней части замкнутой цепи 10 дает движение каретке в одном направлении, а по нижней части цепи 10 - в обратном. Таким образом каждая карелка 4 совершает возвратно-поступательное перемещение
по направляющей 2 {.по полукольцу), а искатель 7 - по изделию 3. Контроль ведется с перекрытием в местах окончания полуколец.
Для контроля следующего кольцевого щва изделия 3 устройство перемещают на очередную позицию (при неподвижном изделии 3), предварительно отведя искатели 7 от поверхности изделия с помощью пневмоцилиндров 5.
Предлагаемое устройство обеспечивает увеличение производительности контроля за счет симметричного конструктивного исполнения, позволяющего контролировать изделие за один проход без его перекантовки, а такжеза счет исключения перепутывания кабеля и реверсивного режима приводного двигателя.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ | 1966 |
|
SU216355A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1973 |
|
SU397838A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 2019 |
|
RU2721480C1 |
| Устройство для ультразвукового контроля сварных швов труб | 1984 |
|
SU1165979A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1971 |
|
SU425099A1 |
| Устройство для ультразвукового контроля труб | 1975 |
|
SU555333A1 |
| Устройство для ультразвукового контроля | 1980 |
|
SU896557A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| УСТРОЙСТВО для УЛЬТРАЗВУКОВОГО КОНТРОЛЯ! | 1973 |
|
SU366405A1 |
| Сканирующее устройство для ультразвукового контроля сварных швов | 1975 |
|
SU532809A1 |
УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ, содержащее две каретки, несущие пневмоцилиндры, на штоках которых подвижно закреплены искатели, и механизм перемещения кареток по периметру контролируемой трубы, отличающееся тем, что, с целью повышения производительности контроля, оно снабжено кольцевой рамой, охватывающей контролируемую трубу, механизм перемещения кареток выполнен в виде направляющей, состоящей из двух полуколец, закрепленных на раме и смещенных относительно друг друга вдоль трубы на пмрину каретки, звездочек, установленньк симметрично по периметру каждого полукольца с возможностью вращениями замкнутых цепей, взаимодействующих с приводом, звездочками и каретками. (Л
/5
й«гг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ультразвукового контроля | 1972 |
|
SU446828A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ | 1966 |
|
SU216355A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
