1
Изобретение относится к области неразрушающего контроля, а именно к средствам автоматизации ультразвукового контроля сварных швов конструкций -из листового проката.
Известны установки для ультразвукового контроля сварных швов конструкций из листового проката, содержащие опоры, расположенный на «их рельсовый путь, ультразвуковые искательные головки, механизм перемещения искательных головок, связанные с искательными головками отметчики дефектов и механизм корректировки искательных головок.
Однако известные установки не позволяют контролировать весь шов по длине и по концам шва остаются большие непроконтролированные участки ввиду необходимости размещения, перемещения и остановки искательных головок непосредственно на контролируемом изделии для обеспечения стабильности параметров контроля и предотвращения повреждений искательных головок.
Предлагаемая установка может контролировать шов ПО всей длине. Это достигается тем, что она снабжена датчиками конца изделия, закрепленными на искательных головках, и блоком выводных планок, смонтированным на передней (стартовой опоре).
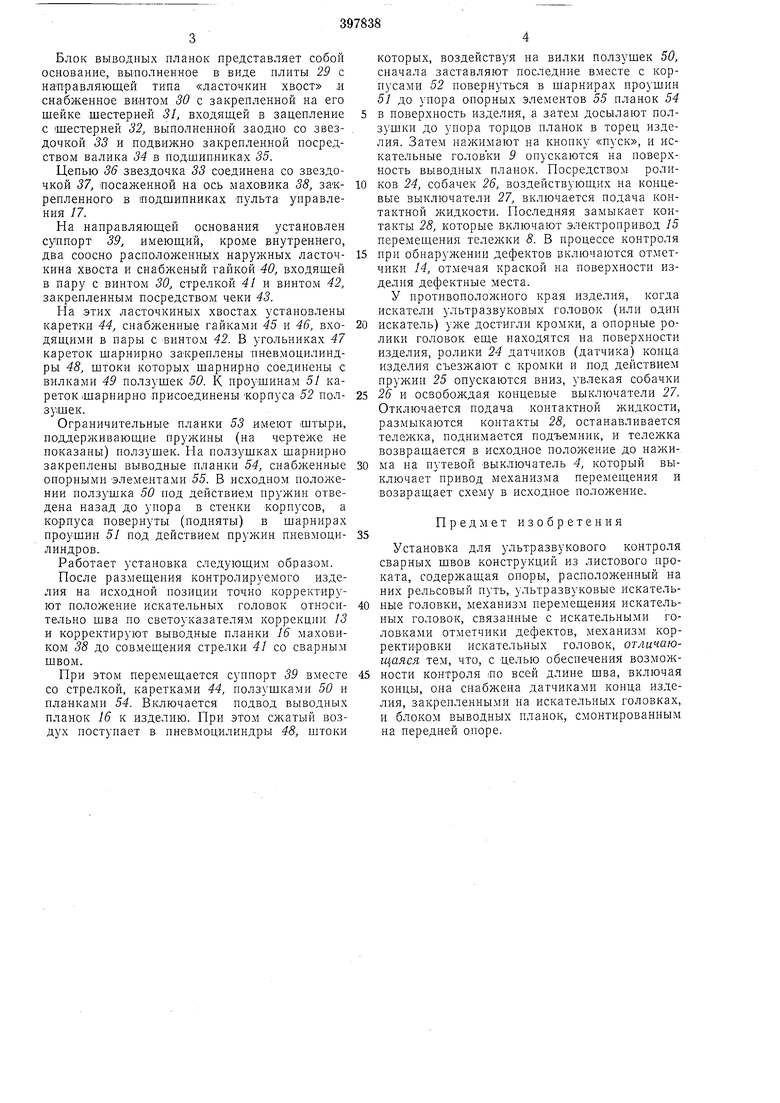
На фиг. 1 изображена предлагаемая установка, вид Спереди; на фиг.2 - то же, вид
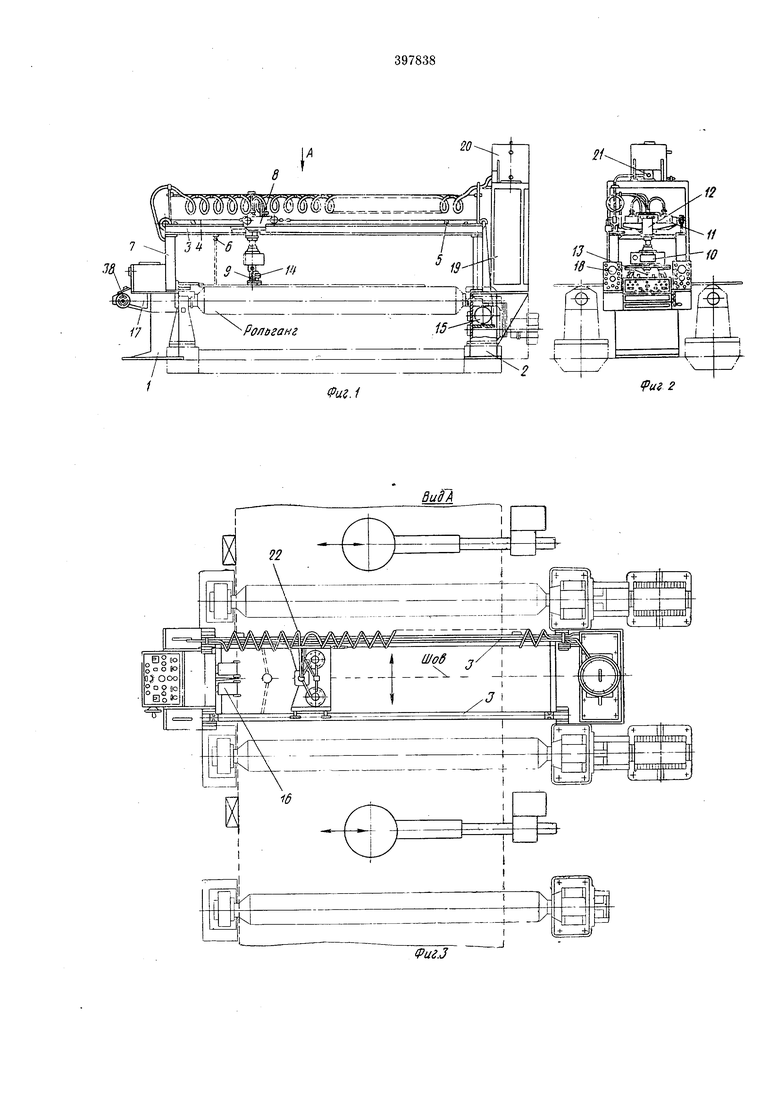
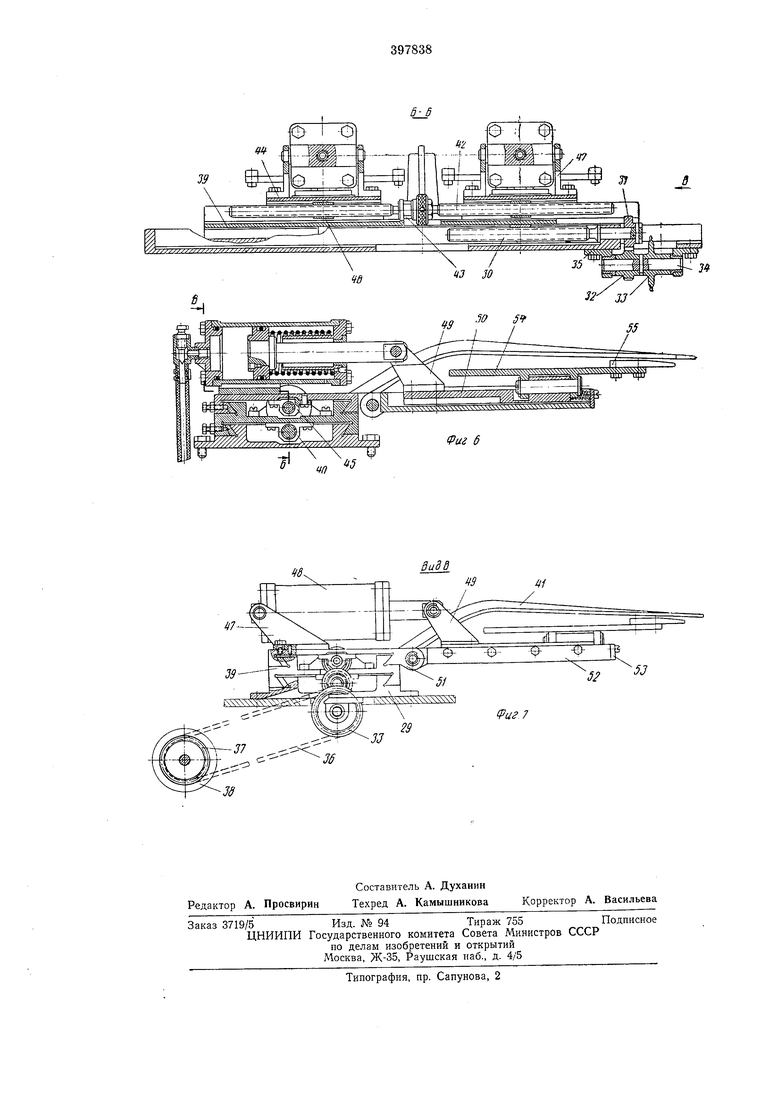
сбоку; на фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4 - датчики конца изделия, разрез; на фиг. 5 - контакты, размещенные в искателях; на фиг. 6 - блок выводных планок и разрез по Б - Б; на фиг. 7 - вид по стрелке В на фиг. 6.
Установка для ультразвукового контроля сварных швов содержит опоры 1 и 2, рельсовый путь 3, снабженный путевыми выключателями 4, 5, светоуказателем 6 и закрепленный на колонках 7; тележку 8 с расположенными на ней ультразвуковыми искательными головками 9, механизмом корректировки 10, бачком // для краски, пневмоподъемником 2,
светоуказателем коррекции 13 и отметчиками 14 дефектов; электропривод 15 перемещения, блок выводных планок 16, пульт управления 17, дефектоскопы 18, электропневмощкаф /Р с резервуаром 26 для контактной жидкости и отсекателем 21 ее. Внешние соединения выполнены в виде гибких спиральных гирлянд 22.
Искательные головки снаблч;ены вынесенными вперед (по ходу контроля) искателями
23, опорными роликами, регулировочными элементами, датчиками конца изделия, состоящими из роликов 24, пружин 25, упругих собачек 26 и соединенных последовательно концевых выключателей 27. Контакты 28
контролируют наличие контактной л идкости.
Блок выводных планок представляет собой основание, выполненное в виде плиты 29 с направляющей типа «ласточкин хвост и снабженное винтом 30 с закрепленной на его шейке шестерней 31, входяш,ей в зацепление с шестерней 32, выполненной заодно со звездочкой 33 и подвижно закрепленной посредством валика 34 в нодшипдиках 35.
Цепью 36 звездочка 33 соединена со звездочкой 37, посаженной на ось маховика 38, закрепленного в (подшипниках пульта управления 17.
На направляющей основания установлен суппорт 39, имеюш,ий, кроме внутреннего, два соосно расположенных наружных ласточкина хвоста и снабженый гайкой 40, входящей в пару с винтом 30, стрелкой 41 и винтом 42, закрепленным посредством чеки 43.
На этих ласточкиных хвостах установлены каретки 44, снабженные гайками 45 и 46, входяш,ими в пары с винтом 42. В угольниках 47 кареток шарнирно закреплены пневмоцилиндры 48, штоки которых шарнирно соединены с вилками 49 ползушек 50. К проушинам 51 кареток шарнирно присоединены корпуса 52 ползушек.
Ограничительные планки 53 имеют штыри, поддерживаюш,ие пружины (на чертеже не показаны) ползушек. На ползушках шарнирно закреплены выводные планки 54, снабженные опорными элементами 55. В исходном положении ползушка 50 под действием пружин отведена назад до упора в стенки корпусов, а корпуса повернуты (подняты) в шарнирах проушин 51 под действием пружин пневмоцилиндров.
Работает установка следуюш,им образом.
После размеш,епия контролируемого изделия на исходной позиции точно корректируют положение искательных головок относительно шва по светоуказателям коррекции 13 и корректируют выводные планки 16 маховиком 38 до совмещения стрелки 41 со сварным швом.
Нри этом перемещается суппорт 39 вместе со стрелкой, каретками 44, ползушками 50 и планками 54. Включается подвод выводных планок 16 к изделию. Нри этом сжатый воздух поступает в пневмоцилиндры 48, штоки
которых, воздействуя на вилки ползушек 50, сначала заставляют последние вместе с корпусами 52 повернуться в шарнирах проушин 51 до упора опорных элементов 55 планок 54 в поверхность изделия, а затем досылают ползушки до упора торцов планок в торец изделия. Затем нажимают на кнопку «пуск, и искательные головки 9 опускаются на поверхность выводных планок. Посредством роликов 24, собачек 26, воздействующих на концевые выключатели 27, включается подача контактной жидкости. Последняя замыкает контакты 28, которые включают электропривод 15 перемещения тележки 8. В процессе контроля
при обнаружении дефектов включаются от.метчики 14, отмечая краской на поверхности изделия дефектные места.
У противоположного края изделия, когда искатели ультразвуковых головок (или один
искатель) уже достигли кромки, а опорные ролики головок еше находятся на поверхности изделия, ролики 24 датчиков (датчика) конца изделия съезжают с кромки и под действием пружин 25 опускаются вниз, увлекая собачки
26 и освобождая концевые выключатели 27. Отключается подача контактной жидкости, размыкаются контакты 28, останавливается тележка, поднимается подъемник, и тележка возвращается в исходное положение до нажима на путевой выключатель 4, который выключает привод механизма перемещения и возвращает схему в исходное положение.
Предмет изобретения
Установка для ультразвукового контроля сварных швов конструкций из листового проката, содержащая опоры, расположенный на них рельсовый путь, ультразвуковые искательные головки, механизм перемещения искательных головок, связанные с искательными головками отметчпки дефектов, механизм корректировки искательных головок, отличающаяся тем, что, с целью обеспечения возможности контроля по всей длине шва, включая концы, она снабжена датчиками конца изделия, закрепленными на искательных головках, и блоком выводных планок, смонтированным иа передней опоре.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ультразвукового контроля сварных швов изделий | 1982 |
|
SU1173304A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ИЗДЕЛИЙ | 1991 |
|
RU2008665C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ | 1966 |
|
SU179979A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ КОЛЬЦЕВЫХ ШВОВ | 1991 |
|
RU2047174C1 |
| Устройство для ультразвукового контроля сварных швов труб | 1984 |
|
SU1165979A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2001 |
|
RU2184372C1 |
| Ультразвуковая искательная головка | 1976 |
|
SU879445A1 |
| Намагничивающее устройство дефектоскопа | 2019 |
|
RU2715473C1 |
| Сканирующее устройство для ультразвукового контроля | 1981 |
|
SU1004868A1 |
| Сканирующее устройство для ультразвукового контроля сварных швов | 1975 |
|
SU532809A1 |
Водв
Vus.S
Фи2
J9
6- В
Л
из 30 32 30 9 3J
