Изобретение относится к ультразвуковой дефектоскопии и может быть использовано для контроля сварных соединений цилиндрических изделий.
Известно устройство для ультразвукового контроля, содержащее жесткую кольцевую направляющую и каретку с выдвижными опорами и искательной головкой, при этом каретка подвижно установлена на кольцевой направляющей 1.
Недостатком такого устройства являются низкие функциональные возможности контроля, так как переход от одного контролируемого диаметра к другому происходит за счет выдвижения опор, размеры которых ограничивают диапазон контролируемых труб.
Наиболее близким к изобретению техническим решением является устройство для ультразвукового контроля сварных щвов труб, содержащее гибкий бандаж, устанавливаемую на него в процессе контроля каретку с приводом ее перемещения в виде звездочки, прикрепленные к каретке взаимодействующие с бандажом направляющие элементы, держатели с искательными головками и фиксаторами и винтовой механизм с дополнительным приводом взаимного перемещения искательных головок, и разъемную роликовую цепь крепления каретки к контролируемому изделию с замком, взаимодействующую с ведущей звездочкой 2.
Недостатком известного устройства являются недостаточные функциональные возможности контроля, обусловленные необходимостью замены винтового механизма при изменении диаметра контролируемой трубы. Кроме того, гибкий бандаж, выполненный в виде цепи, невозможно установить непоредственно на сварной щов.
Цель изобретения - расщирение функциональных возможностей контроля.
Указанная цель достигается тем, что в устройстве для ультразвукового контроля сварных швов труб, содержащем гибкий бандаж, устанавливаемую на него в процессе контроля каретку с приводом ее перемещения в виде ведущей звездочки, прикрепленные к каретке взаимодействующие с бандажом направляющие элементы, держатели с искательными головками и фиксаторами и винтовой механизм с дополнительным приводом взаимного перемещения искательных головок, и разъемную роликовую цепь крепления каретки к контролируемому изделию с замком, взаимодействующую с ведущей звездочкой, винтовой механизм выполнен в виде корпуса с размещенной в нем шестеренчатой передачей, жестко прикрепленных к корпусу двух соосно расположенных втулок с пазами, двух надетых на них подвижных гильз с пазами, совмещенными р пазами- втулок, двух ходовых гаек с выступами, взаимодействующими с пазами втулок и жестко
соединенными с гильзами, двух дополнительных ходовых гаек с выступами, взаимодействующими с пазами втулок и гильз, жестко соединенных с дополнительными ходовыми гайками держателей искательных головок с фиксаторами, взаимодействующих с дополнительными ходовыми гайками и двустороннего ходового винта, размещенного во втулках и жестко соединенного с замыкающей щестерней шестеренчатой передачи.
Замок выполнен в виде захвата с гнездами, щарнирно установленного на оси последнего звена цепи, прижима с гнездом, шарнирно соединенного с захватом, и винтовой пары, связывающей захват с прижимом.
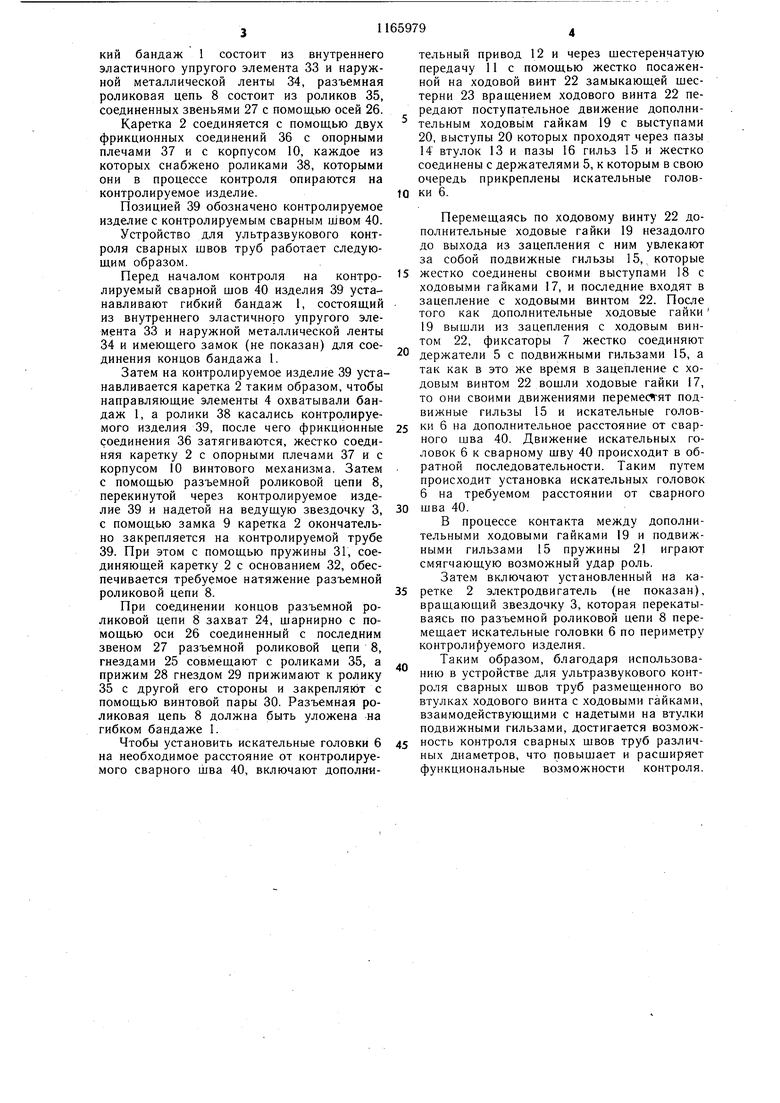
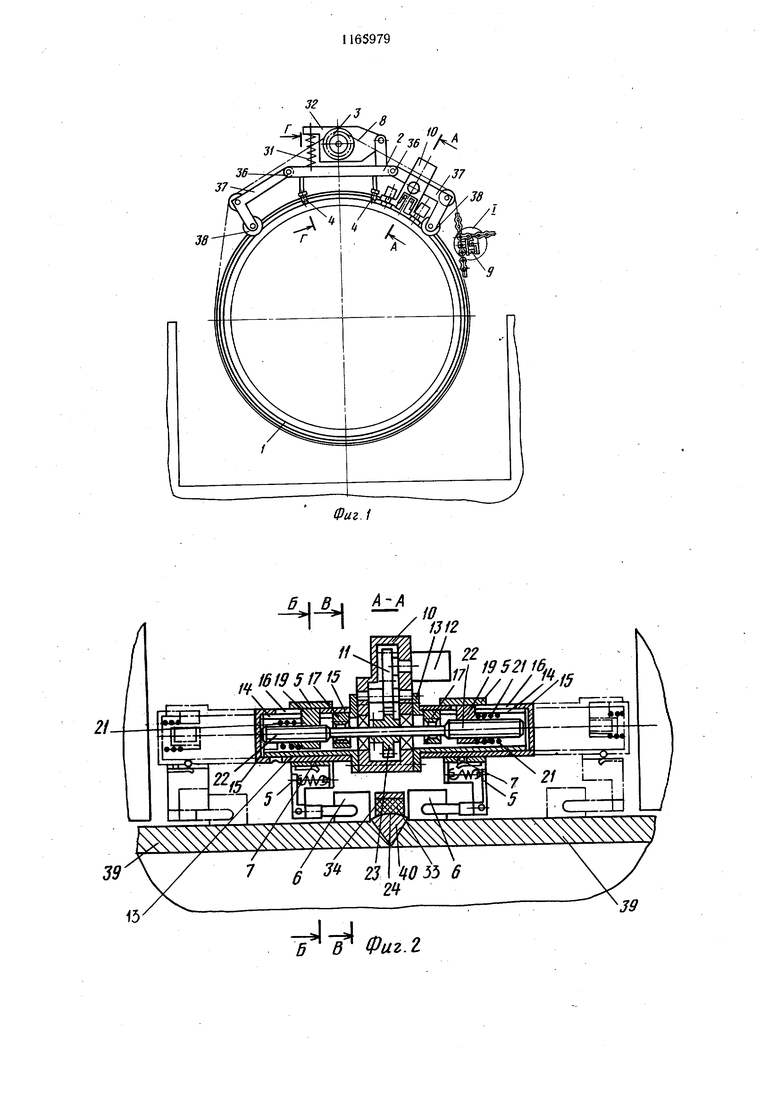
На фиг. 1 показано устройство для ультразвукового контроля сварных швов труб, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на
0 фиг. 2; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 - узел I на фиг. 1; на фиг. 6 - сечение Г-Г на фиг. 1 (шаг цепи).
Устройство для ультразвукового контроля сварных щвов труб содержит гибкий бандаж 1, устанавливаемую на него в процессе контроля каретку 2 с приводом ее перемещения в виде ведущей звездочки 3, прикрепленные к каретке 2 взаимодействующие с бандажом 1 направляющие элементы 4, держатели 5 с искательными головками 6 и фиксаторами 7, разъемную роликовую цепь 8 с замком 9, взаимодействующую с ведущей звездочкой 3, винтовой механизм, выполненный в виде корпуса 10 с размещенной в нем шестеренчатой передачей 11, жестко прикрепленных к корпусу 10 дополнительного привода 12 и двух соосно расположенных втулок 13 с пазами 14, двух надетых на них подвижных гильз 15 с пазами 16, совмещенных с пазами 14 втулок 13, двух ходовых гаек 17 с выступами 18, взаимодействующими с па зами 14 втулок 13 и жестко соединенными с гильзами 15, двух дополнительных ходовых гаек 19 с выступами 20, взаимодействующими с пазами 14 втулок 13 и с пазами 16 гильз 15, взаимодействующих с дополнительными ходовыми .гайками 19 пружин 21 и двустороннего ходового винта 22, размещенного во втулках 13 и жестко соединенного с замыкающей шестерней 23 шестеренчатой передачи 11, замок 9 выполнен в виде захвата 24 с гнездами 25 щарнирно
0 установленного на оси 26 последнего звена 27 цепи 8, прижима 28 с гнездом 29, шарнирно соединенного с захватом 24, и винтовой пары 30, связывающей захват 24 с прижимом 28.
Кроме того, устройство для ультразву5 нового контроля сварных швов труб содержит подпружиненные распорной пружиной 31 основание 32 крепления электропривода (не показан) вращения звездочки 3, гибкий бандаж 1 состоит из внутреннего эластичного упругого элемента 33 и наружной металлической ленты 34, разъемная роликовая цепь 8 состоит из роликов 35, соединенных звеньями 27 с помощью осей 26.
Каретка 2 соединяется с помощью двух фрикционных соединений 36 с опорными плечами 37 и с корпусом 10, каждое из которых снабжено роликами 38, которыми они в процессе контроля опираются на контролируемое изделие.
Позицией 39 обозначено контролируемое изделие с контролируемым сварным швом 40.
Устройство для ультразвукового контроля сварных швов труб работает следующим образом.
Перед началом контроля на контролируемый сварной шов 40 изделия 39 устанавливают гибкий бандаж 1, состоящий из внутреннего эластичного упругого элемента 33 и наружной металлической ленты
34и имеющего замок (не показан) для соединения концов бандажа 1.
Затем на контролируемое изделие 39 устанавливается каретка 2 таким образом, чтобы направляющие элементы 4 охватывали бандаж 1, а ролики 38 касались контролируемого изделия 39, после чего фрикционные соединения 36 затягиваются, жестко соединяя каретку 2 с опорными плечами 37 и с корпусом 10 винтового механизма. Затем с помощью разъемной роликовой цепи 8, перекинутой через контролируемое изделие 39 и надетой на ведущую звездочку 3, с помощью замка 9 каретка 2 окончательно закрепляется на контролируемой трубе 39. При этом с помощью пружины ЗГ, соединяющей каретку 2 с основанием 32, обеспечивается требуемое натяжение разъемной роликовой цепи 8.
При соединении концов разъемной роликовой цепи 8 захват 24, шарнирно с помощью оси 26 соединенный с последним звеном 27 разъемной роликовой цепи 8, гнездами 25 совмещают с роликами 35, а прижим 28 гнездом 29 прижимают к ролику
35с другой его стороны и закрепляют с помощью винтовой пары 30. Разъемная роликовая цепь 8 должна быть уложена на гибком бандаже 1.
Чтобы установить искательные головки 6 на необходимое расстояние от контролируемого сварного шва 40, включают дополнительный привод 12 и через шестеренчатую передачу 11 с помощью жестко посаженной на ходовой винт 22 замыкающей шестерни 23 вращением ходового винта 22 передают поступательное движение дополнительным ходовым гайкам 19 с выступами 20, выступы 20 которых проходят через пазы 14 втулок 13 и пазы 16 гильз 15 и жестко соединены с держателями 5, к которым в свою очередь прикреплены искательные голов0 ки 6.
Перемещаясь по ходовому винту 22 дополнительные ходовые гайки 19 незадолго до выхода из зацепления с ним увлекают за собой подвижные гильзы 15, которые
5 жестко соединены своими выступами 18 с ходовыми гайками 17, и последние входят в зацепление с ходовыми винтом 22. После того как дополнительные ходовые гайки 19 вышли из зацепления с ходовым винтом 22, фиксаторы 7 жестко соединяют
0 держатели 5 с подвижными гильзами 15, а так как в это же время в зацепление с ходовым винтом 22 вошли ходовые гайки 17, то они своими движениями перемелят подвижные гильзы 15 и искательные головки 6 на дополнительное расстояние от сварного шва 40. Движение искательных головок 6 к сварному шву 40 происходит в обратной последовательности. Таким путем происходит установка искательных головок 6 на требуемом расстоянии от сварного
0 шва 40.
В процессе контакта между дополнительными ходовыми гайками 19 и подвижными гильзами 15 пружины 21 играют смягчающую возможный удар роль.
Затем включают установленный на каретке 2 электродвигатель (не показан), вращающий звездочку 3, которая перекатываясь по разъемной роликовой цепи 8 перемещает искательные головки 6 по периметру контролируемого изделия.
Таким образом, благодаря использованию в устройстве для ультразвукового контроля сварных швов труб размещенного во втулках ходового винта с ходовыми гайками, взаимодействующими с надетыми на втулки подвижными гильзами, достигается возможность контроля сварных швов труб различных диаметров, что повышает и расширяет функциональные возможности контроля.
37
38
уW. .
36,/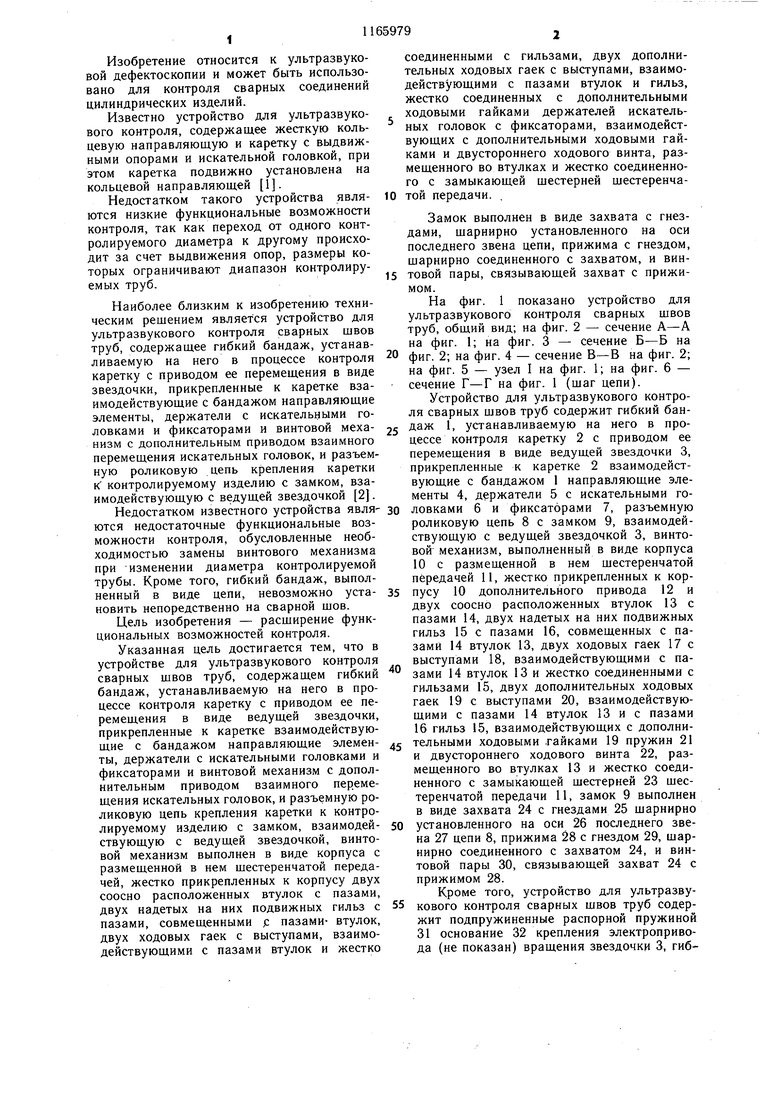
| название | год | авторы | номер документа |
|---|---|---|---|
| Сканирующее устройство для ультразвукового контроля | 1981 |
|
SU1004868A1 |
| Сканирующее устройство для ультразвукового контроля сварных швов изделий | 1987 |
|
SU1497560A1 |
| Устройство для дефектоскопии цилиндрических изделий | 1991 |
|
SU1797048A1 |
| Устройство для дефектоскопии трубопроводов большого диаметра | 1983 |
|
SU1128782A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1973 |
|
SU397838A1 |
| Устройство для ультразвукового контроля изделий | 1985 |
|
SU1259182A1 |
| Устройство для ультразвукового контроля ферромагнитных поверхностей изделий | 1983 |
|
SU1112893A1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ КОЛЬЦЕВЫХ ШВОВ | 1991 |
|
RU2047174C1 |
| УСТРОЙСТВО для УЛЬТРАЗВУКОВОГО КОНТРОЛЯ! | 1973 |
|
SU366405A1 |
1. УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ, содержащее гибкий бандаж, устанавливаемую на него в процессе контроля каретку с приводом ее перемещения в виде ведущей звездочки, прикрепленные к каретке взаимодействующие с бандажом направляющие элементы, держатели с искательными головками и фиксаторами и винтовой механизм с дополнительным приводом взаимного перемещения искательных головок, и разъемную роликовую цепь крепления каретки к контролируемому изделию с замком, взаимодействующую с ведущей звездочкой, отличающееся тем, что, с целью расширения функциональных возможностей, винтовой механизм выполнен в виде корпуса с размещенной в нем шестеренчатой передачей, жестко прикрепленных к корпусу двух соосно расположенных втулок с пазами, двух надетых на них подвижных гильз с пазами, совмещенными с пазами втулок, двух ходовых гаек с выступами, взаимодействующими с пазами втулок и жестко соединенными с гильзами, двух дополнительных ходовых гаек с выступами, взаимодействующими с пазами втулок и гильз, жестко соединенных с дополнительными ходовыми гайками держателей искательных головок с фиксаторами, взаимодействующих с дополнительными ходовыми гайками и двустороннего ходового винта, размещенного во втулi ках и жестко соединенного с замыкающей шестерней шестеренчатой передачи. (Л 2. Устройство по п. 1, отличающееся тем, что замок выполнен в виде захвата с гнездами, шарнирно установленного на оси последнего звена цепи, прижима с гнездом, щарнирно соединенного с захватом, и винтовой пары, связывающей захват с прижимом. 05 сд со | со
т т Фиг.г
6-6
20
5В-В
Фиг.З
Фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аэромобиль | 2015 |
|
RU2609541C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Svejsentralen | |||
| The Danish Welding Institute | |||
| Compact automatic ultrasonic weld | |||
| Scanner for the p-scan, system (Type AWS-2). | |||
