Особенностью предлагаемого станка для доводки мерительных плоскостей микрометров является применение в нем механизмов для автоматической смены притиров, нанесения на их поверхности рабочей смеси н автоматического останова станка по окончании цикла обработки. Такое выполнение станка обеспечивает увеличение его производительности.
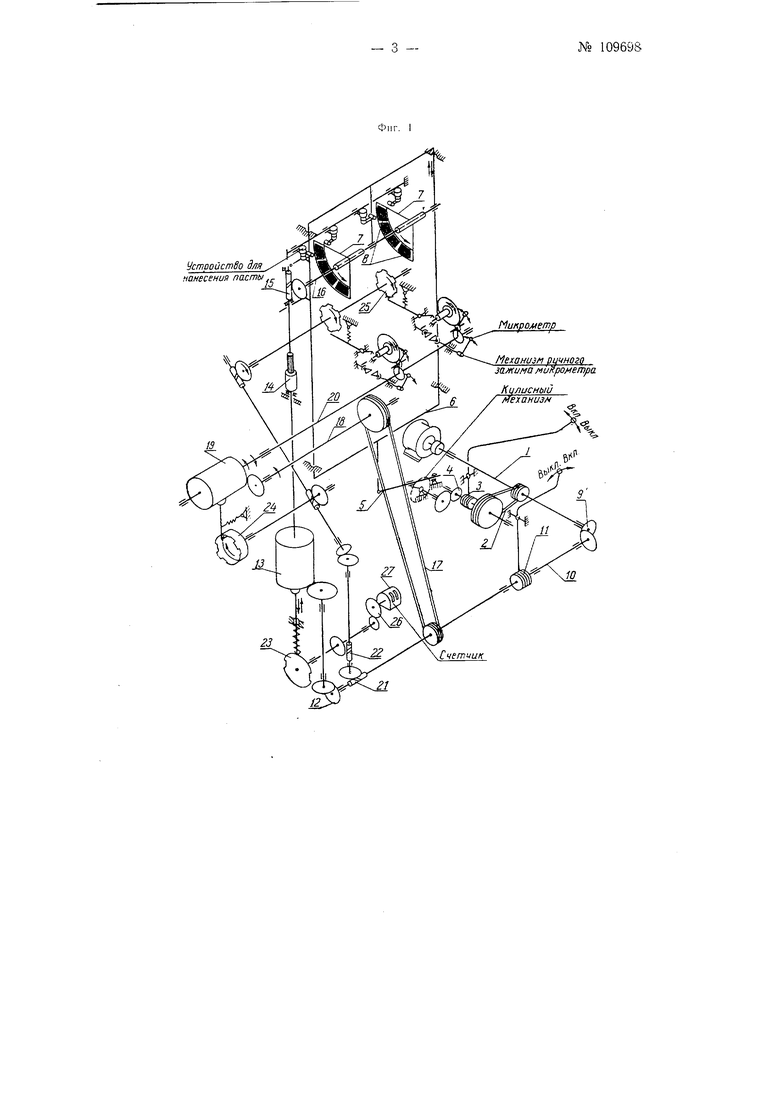
На фиг. 1 дана кинематическая схема предлагаемого станка; на фиг. 2-его общий вид; на фиг. 3-фрикционный механизм для вывинчивания микровинта микрометра; на фиг. 4 - устройство зажима микрометра; на фиг. 5 - кассета притиров.
От мотора через вал 1, ременную передачу ., фрикционную муфту 3, пар}- цилиндрических шестерен4, кулису 5 движение передается раме б, совершающей возвратно-поступательное движение и несущей кассеты 7 с прнтирами 8. Притиры отличаются друг от друга по высоте.
Вращательное движеиие кассет с прнтирам т осуществляется от вала 1 через конические щестерни 9, вал 10, муфту //, конические шестерни
12, коробку скоростей 13, соединительную муфту 14, червячную пару /5, вал 16.
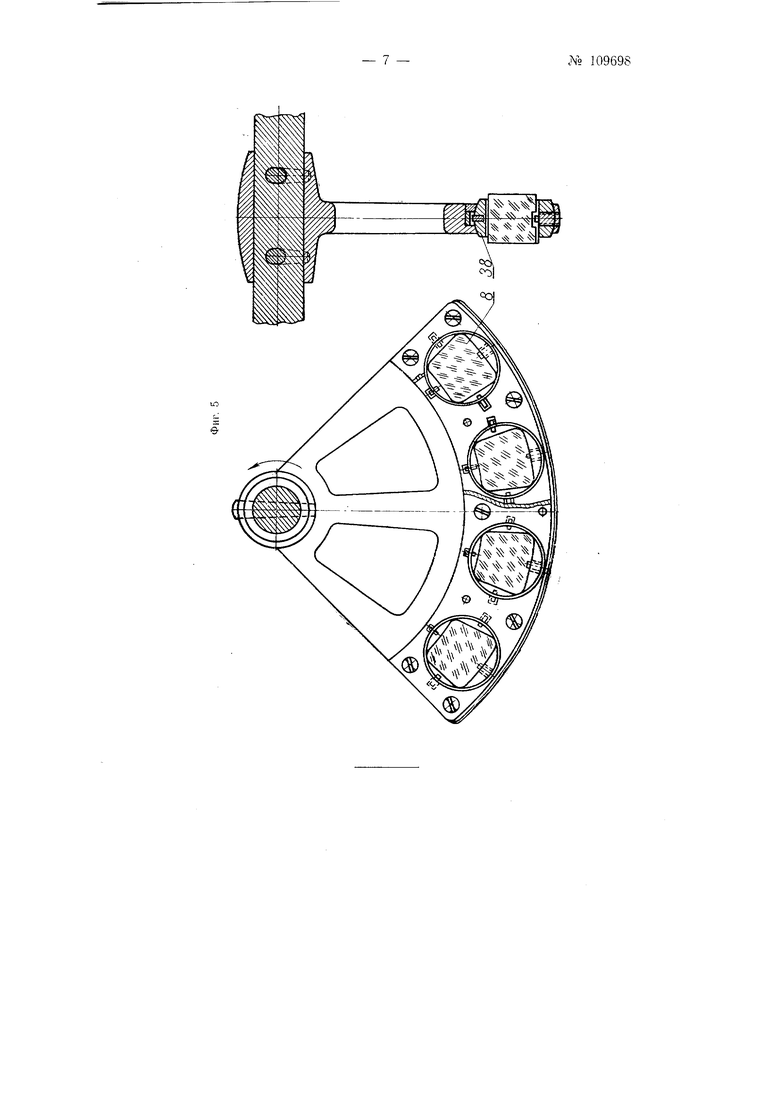
Кассета проходит через зев микрометра.
При каждом обороте кассеты притнры 8 автоматически покрываются настой посредством роликов, на которые паста поступает из отдельных сосудов. Для доводки подлежащие обработке микрометры устанавливаются на размер первого притира 8 и цилиндрической частью мерительного стержня кладутся на призму зажнмного механизма, н рычагом нроизводится их креп.тение. Затем микрометр закрепляется за скобу р, шарнирных губках. а барабан микрометра зажимается и натропс фрикционного устройства, и зубчатое колесо фрикциона вводится в заиеплеиие с накидным з бчать колесом. Выключе1Н)е станка происходит автоматически. При вводе притира в зев микрометра фрикционным реверсивным механизмом производится вывинчивание микрометрического винта, а после ввода завинчивание тем же устройством
до достижения ;5аданяого давления внита на притир. Это уменьшает во: можность образования «завалов на обрабатываемых мерите. поверхностях при входе и 1;ыходе прнтиров в зев микрометра.
Движение к. фрикциониому механизму для вывинчивания мнкровинпа микрометра передается от вала Ю через раменную передачу 17, вал 18, реверсивный механиз.м 19 и ва.т 20.
Рас11рсде,мительная цепь станка берет движение с вала 10 через червячные пары 21 и 22 и сообщает врап1ение ку.чаку 23 изменения скоростей вращения притиров, кулаку 24 реверсирования вращения микро15инта и кулачку .25 зажима барабана М1п рометра. С ва.том ку.така 23 поередетвом нары н естерен 26 связан счетчнк 27, командуюн1ий остановом станка.
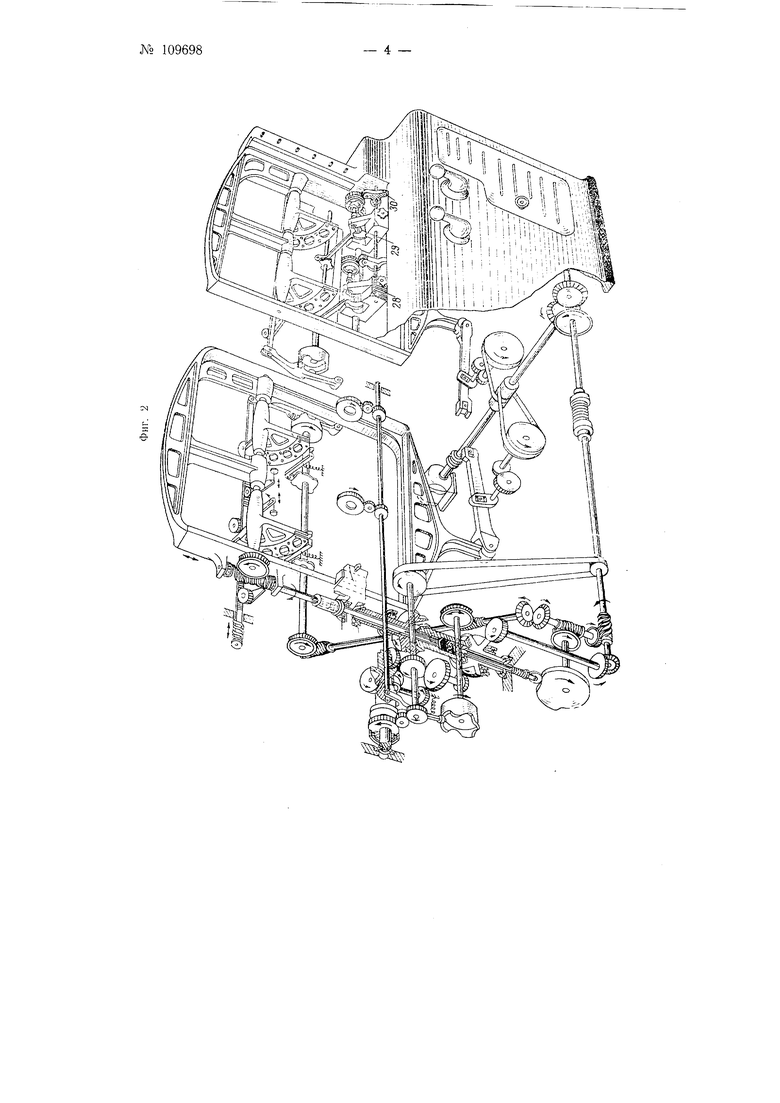
На столе станка (фиг. 2), неподвижно укреплением на станине станка, расположены .зажимной MCXd)Н13м 28 для крепления .микрометра 29 npir его доводке и накидные шестерни 30 для привода фрикционного иатрона.
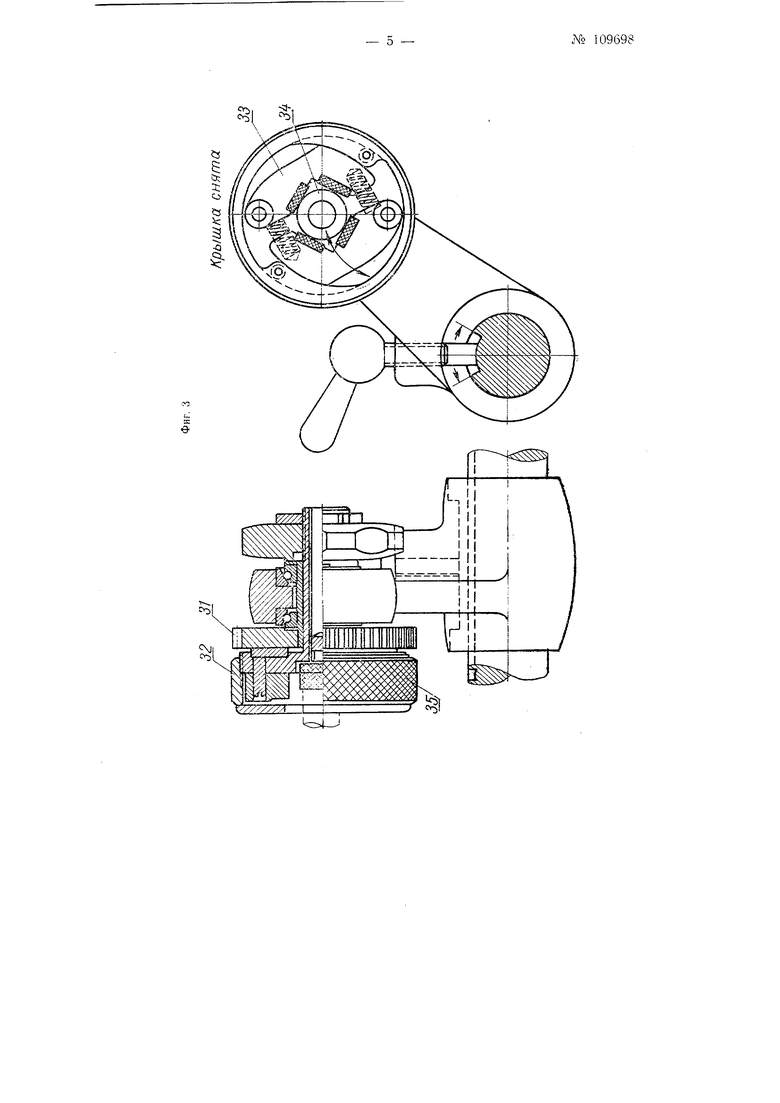
Фрнкциоино-реверсивный механизм показан отдельно на фиг. 3; он 1ю:1учает движение от накидной шестернн 30, сцепляемой с шестерней ЗГ, и передает его на корпус 32, фрикционные рычаги 33 и барабан .мнкро.метра 34. Регулирование крутящего момеита пронзводитея кольцом 35.
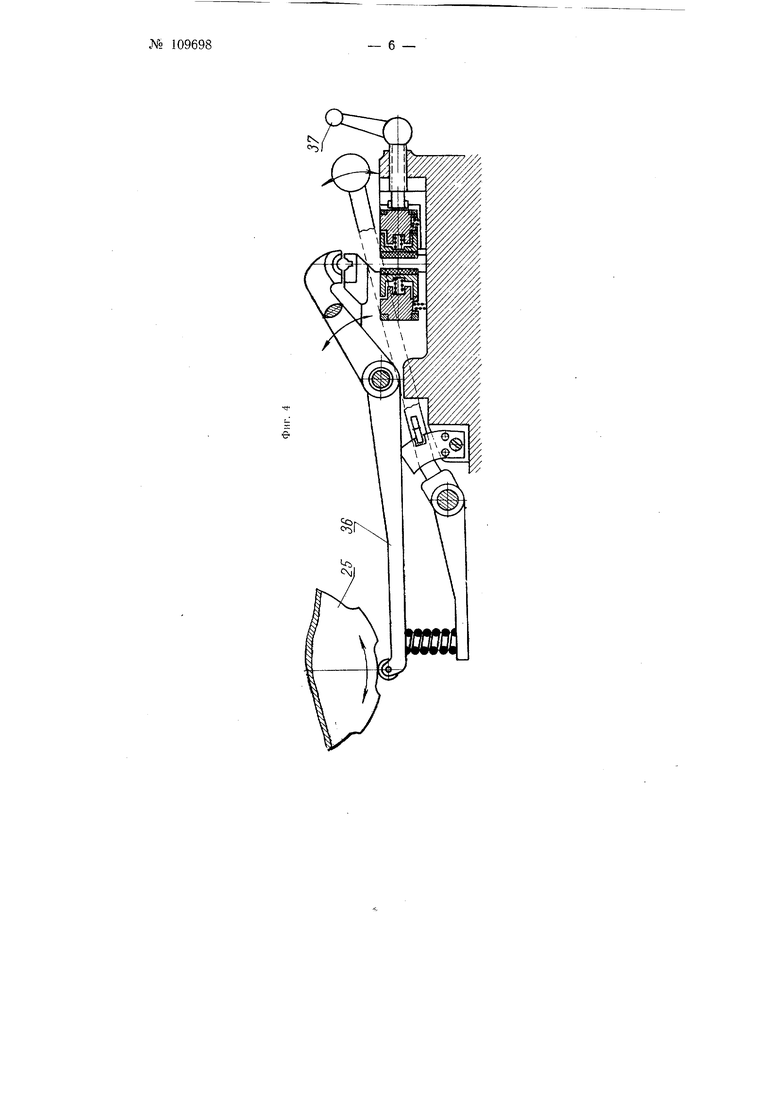
Автоматический механизм для зажима барабана микрометра в процессе доводки показан отдельно на фиг. 4. Он получает движение от KVлачка 25 через рычаг 36. Зажнм микрометра за скобу производится вручную рукояткой 37.
Прнтиры 8 (фиг. 3) в каесете положены в сферических вту,1ках 38,
что но:июляет м самоустанавл;:ваться по обрабатываемым говерхностям микрометров.
Пред м е т и з о б р е т е н и я
1.Стапок для доводки мерительных поверхиостей микрометров, о тл и ч а ю щ и и с я тем, что, с целью увеличения его производительности, применены механизмы для aвтo.aтической смены притирав, нанесения на их поверхности рабочей смеси н остановки станка по окончании цикла обработки.
2.Станок для доводки мерите.т ных поверхностей по п. 1, отлич а ю щ и и с я тем, что самоустанавливарошиеся притиры смонтированы в кассете, совершающей помимо поступате.;1ьно-возвратного движения вращательное движение.
3.Станок для доводки мерительных поверхностей по пп. 1 и 2, от.т и ч а ю щ н и с я Te:vr, что, с целью уменьшения возможности образова щя «завалок на периферии обрабатываемых поверхностей при выходе и входе притиров в пространство между обрабатываемыми поверхностями путем автоматического увеличения расстояния между последними, применен фрикционно-реверсивный механизм для вывертывания микровинта с последующим завертыванием его до определенно го, заранее установленного да:,1ения поеле ввода притира.
4.Станок для доводки мерительных поверхностей у микрометров по пп. 1,2 и 3, отличают и и с я тем, что, с целью предотвращения самопроизвольного вывертывани51 или завертывания микровинта, применен автоматический фиксатор (тормоз) цилиндрической части микровинта на период обработки и освобождения в момент выхода (входа) притира и по окончании цикла обработки.
Механизм ручного juML/MO ftuKpoMempa
Счетчик
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный станок для притирки сферической поверхности обратного клапана при ремонте насос-форсунки двигателя | 1959 |
|
SU129501A1 |
| Станок для шлифования рабочих кромок шаблонов | 1933 |
|
SU36209A1 |
| Шлифовально-доводочный станок | 1976 |
|
SU727404A1 |
| Плоскодоводочный станок | 1977 |
|
SU656819A2 |
| Станок для притирки резьбовых колец | 1944 |
|
SU67410A1 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 1970 |
|
SU421478A1 |
| Станок для доводки пяток у микрометров | 1941 |
|
SU62431A1 |
| СТАНОК ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ МЕРИТЕЛЬНЫХ СКОБ | 1938 |
|
SU55700A1 |
| Станок для доводки плоских поверхностейдЕТАлЕй | 1979 |
|
SU804402A1 |