В станках для притирки, состоящих из вращающейся колонны с притиром, настоящим изобретением предлагается свободно поместить притир на торцевой поверхности колонны и сообщить ему планетарное движение от той же колонны. При этом преследуется цель - устранить погрещности, обычно возникающие из-за неточностей органов крепления притира.
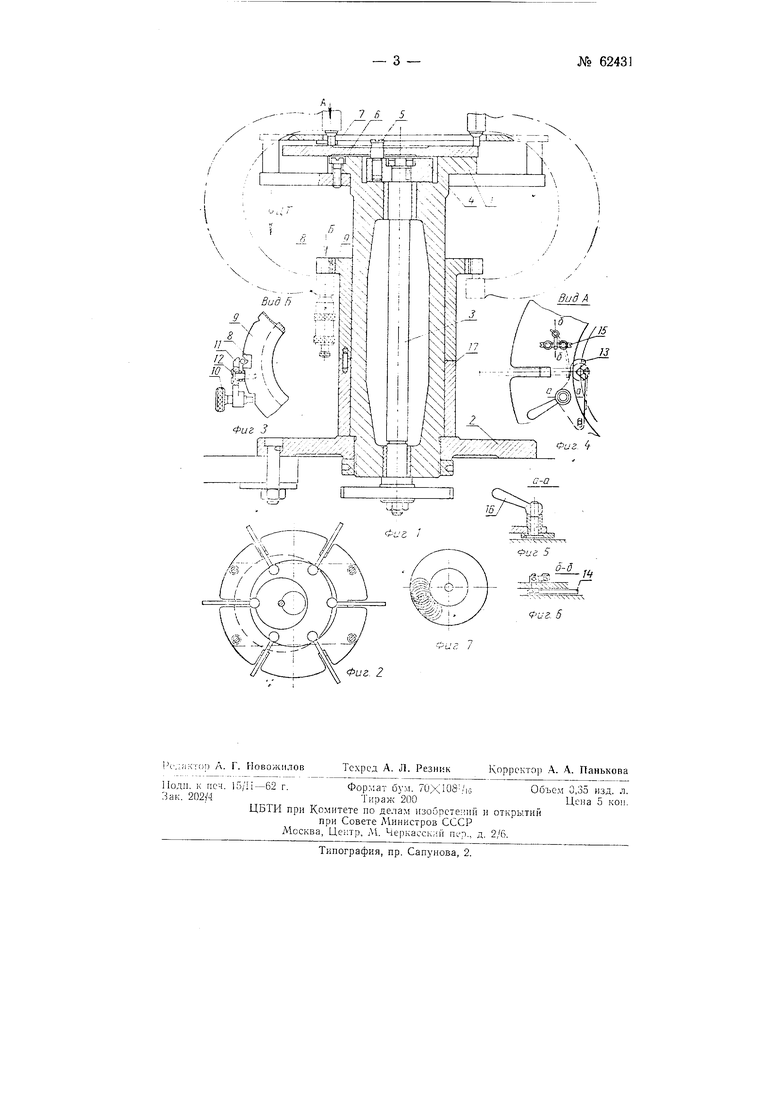
На фиг. 1 изображен станок в продольном разрезе; на фиг. 2 - вид станка сверху; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - вид по стрелке Л на фиг. 1; на фиг. 5 - разрез по а-а на фиг. 4; на фиг. 6 - разрез по б-б на фиг. 4; фиг. 7 иллюстрирует движение притира.
Станина / станка (фиг. 1) имеет форму колонки, которая крепится к столу на основании 2. Через колонку проходит вертикальный вал 3, который приводится ВО- вращение через редуктор от двигателя (мощностью 0,5 кет), расположенного под станком. Сверху на валу насажен на щпонке фланец 4, в который ввертывается эксцентрично расположенный палец 5. Притир 6 свободно лежит на верхней плоскости колонки и приводится в движение пальцем 5.
Притир соверщает планетарное движение. Ось его описывает окружность диаметром, например, 60 мм. Кроме того, при каждом полном обороте пальца притир поворачивается вокруг CBoeii оси (приблизительно на 5) за счет сил трения, действующих на него, как изображено на фиг. 2.
Пад притиром неподвижно укреплено кольцо 7, имеющее щесть прорезей для одновременной установки шести микрометров. Микрометр заводится снаружи скобой в прорезь кольца и опускается пяткой на притир. Цилиндрический конец микрометрического винта попадает на призму 8 втулки 9 (фиг. 1 и 3). Рабочий берет правой рукой винт W прихвата 11, который висит на оси 12 вертикально, и, повернув его против часовой стрелки в горизонтальное положение до упора, одним поворотом прижимает микрометрический винт к призме 8, фиксируя тем самым ось перпендикулярно плоскости притира.
№ 62431-2 Пятка притира опирается на верхнюю плавающую призму 13 (фиг. 4), расположенную над притиром. Призма занимает положение согласно цилиндрической части пятки, прижимаясь к ней плоской пружиной 14 (фиг. 6); последняя предварительпо тарируется ирп помощи винтов 15 (фиг. 6 и 4) с таки.м расчетом, чтобы восиринять на себя весь вес скобы .микро.метра. Пружина разгружает от изгибающих yc;iл п1 все детали микрометрического винта.
Устранение изгибающих усилий неизбежно отражается на точности установки. Верхияя призма фиксируется в занято.м ею положении рычагом 16 (фпг. 5). После фиксации призмы 13 винт 10 отпускается. Теперь .микрометр висит на притире, прижи.маясь к нему собственны.м весом, точно установлеипьи по отнои1еник) к иоверхности притира.
После установки щести .микрометров станок пускается в ход. Рабочий .может свободно, не останав;п1вая станка, снимать любо/ из .микро.метров и сле;и1ть за ходом доводки, вспгая его иос.че осмотра обратно на свое место, не .меняя установки нла15ак)И1;ей иризмы. Замена притира производится исключительно просто --- для этого н}Ж1ю вынуть палец 5, после чего притир свободно выдвигается в стороиу из-под кольца 7, а иа его место в.двигаегся поввиг
Для того, чтобы быстро нерестропть станок на друго/ размер мпкро..метра - втулка 9 опирается на кольцо 17, состояи1ее из двух половин. Такое устр01 ство дает во:,.можность, ир1П Одняв втулку, быстро заменить кольцо 17 другим, соответствующим по высоте новому размер} .м икр о.метр а.
Движение притира, показаипос на фиг. 7, выбрано потому, что при нем штрих на мер1ггельной поверхности пятки микрометра получается иерекрестньп во всех паправлениях, а это дает HanBi icnjyio производительность, чистоту поверхпости п сто1гкосгь прот1пз пзпоса.
За один полный оборот нальна 5 пугь, с)пис1лваемый пяткой микро.четра по притиру, последовате. . свое направление па 360.
При перекрестном игтрихе и 1три.мспе1П1и одной и Toii же зернистости абразива доводк}.- можно пронзводить за одну операпило, без сье.ма и за.мемы нрити ш.
Процесс щаржирог аиия притира абразивом произгюдится вручпую во время его врап.1,сния. Для по.тучения блестниач поверхности можно перед ок()1гчапием доводки аб к1зи; с ио1;ерхности прити)а снять, произг.одя доводку при помопм зерен, закрепивщпхся па поверхности притира.
Предмет и з о б р е т е п и я
1.Стапок для ДС1ВОД01 пяток у микрометров, состояпц-и из враП1;ающе| 1ся ко.юнны с притиром, о T.:I п ч а ю гч и Ii с я те.м, что, с целью устрапепия погрепиюстей, обычно н-озппкаюииьх 1гз-за неточностей органов крепления прит1 ра. послс-ди Г свободно иомеп;сп iin торпевой пог;срхности колонны и получас 1 11..;апег; рн()е движение ol нее.
2.Станок по и. 1, о т л и; а ю гч и/i с я тс.м. что, с ис.ч.ью ocyniecTB„ ения ир11жи: 1а к прибору и.яток .м11крс;мег К)в ,гиии под деГ СТ5:1ем собственного веса и()Сле.пи1Х, нал );ром исполв1:ж; 0 устанонлсио кольцо с прорезя.ми д;1я скоб .Аикронетров и no.BOjKjTFibiMii призма.ми ;1,ля пептрировання ияток, а иод ирптиром п()меп1е1П)) приз.лп,-. для цептрироваиия микр01ме1рических iininori микром-етров.
J
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования рабочих кромок шаблонов | 1933 |
|
SU36209A1 |
| Станок для доводки мерительных поверхностей микрометров | 1955 |
|
SU109698A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ДОВОДКИ ПЯТОК И | 1969 |
|
SU234177A1 |
| Станок для притирки резьбовых колец | 1944 |
|
SU67410A1 |
| Прибор для проверки перпендикулярности торцовой плоскости к геометрической оси детали | 1959 |
|
SU130192A1 |
| СТАНОК ДЛЯ доводки СКОБ | 1967 |
|
SU205639A1 |
| Устройство для доводки плоскостей | 1982 |
|
SU1105296A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| Станок для одновременного шлифования двух противоположных поверхностей плоских изделий | 1960 |
|
SU139204A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |