Устройство д.ля ш,1ифования стальных игл и т. п. мелких изде.чий с испо.-1ьзованием вращающегося магнитного ноля для сообщсннп относительного движения нзде.чиям и абразивной жидкости, поме1цснным в цилиндрическом сосуде, известны.
Особенностью предлагаемого устройства того же тина является применение в цилиндрическом сосуде меща.гки для абразивной жидкости, обесиечивакнцей движение немета.ч,1ических абразивных частиц в направлении, нротивоно.южном направлению движения изделий нод воздействием вращающегося магнитного по.1я. Такое выпо.чненнс устройства нредотвращает шунтирование стальным цилиндрическим сосудом магнитного ноля и иотери в ци/шндрическом сосуде, изготовленном из меди или ее снлавов.
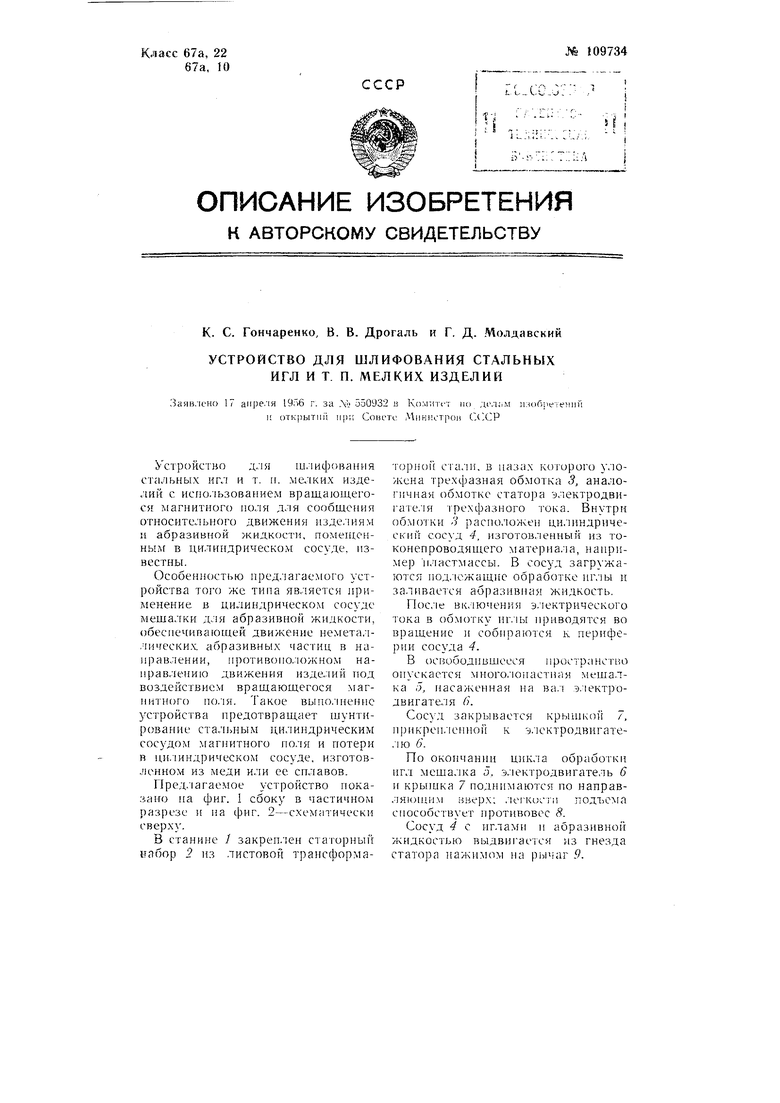
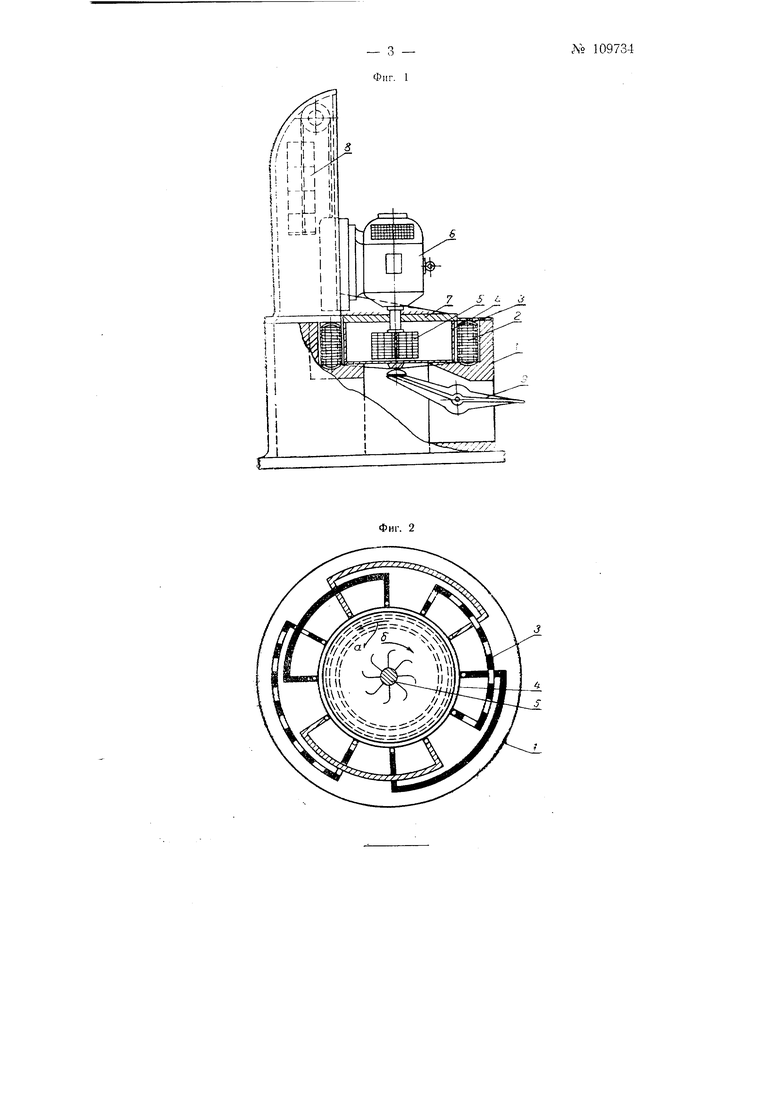
Пред.чагаемое устройство показано на фиг, 1 сбоку в частичном разрезе и на фиг, 2-схематически сверх},
В станине / закрен.чен статорный набор 2 из листовой трансформаторной стали, в пазах которого уложена трехфазная обмотка 3, аналогичная обмотке статора электродвигаге.1я трехфазного тока. Внутри обмотки -) расположен ци.ишдрическиц сосуд 4, изготов.ленный из токонепроводящего материала, нанример пластмассы, В сосуд загружаются иод,1ежащие обработке иты и заливается абразивная жидкость.
После включения э.чектрического тока в обмотку нг.чы приводятся во вращение и собираются к периферии сосуда 4.
В освободнвщееся пространство опускается много.юиастная мещалка J, насаженная на ва.1 э.1ект)одвигателя 6.
Сосуд закрывается крьинксм 7, прикреп.ченной к лсктродвигате: ю 6.
По окончании цикла обработки игл мешалка 5, э,мектродвигатель 6 и крышка 7 поднимаются по направ,чяк)Н1|1м вверх; .чегкогj-ii подъе га способствует противовес 8.
Сосуд 4 с иглами и абразивной жидкостью выдвигае1ся из гнезда статора нажимом на р1)1чаг 9.
Стрелкой и обозначено направление движения игл гюд дейетвием магнитного поля, а стрелкой б-направ.1ение движения абразивной жидкоети, получаемое от меща.тки 5.
На иредлагаемои установке возможно подвергать шлифованию и полированию не только иглы, но и другие мелкие металлические детали, крепление которых затруднено в применяемых шлифовально-полировальных етанках.
Регулированием еилы тока в обмотке числа оборотов мешалки, подбором соответствующего соотношения между количеством абразива и жидкости можно достигнуть наиболее эффективных параметров для получения высокч производительного и качественного шлифования и полирования игл п других Me/iKHX металлических деталей.
П р е д м е т и з о б р е т е н и я
1.Устройство дли П1лифования ста.чьных игл и т. п. мелких изделий с использованием вращающегося магнитного поля для сообщения относительного движения изделиям и абразивной жидкости, помещенным в цилиндрическом сосуде, отличающееся тем, что, с целью оеущеетвления движения абразивных частиц в направлении, иротивоположном направлению движения изделий под воздействием вращающегося магнитного поля, в пилиндрическо-лг сосуде установлена мешалка для абразивной жидкости.
2.В устройство по п. 1 применение для создания вращающегося магнитного поля статорного набора с трехфазной обмоткой вокруг токоненроводян,его цилиндрического сосуда.
Л 109734