Известные установки для электрохимической, обработки различных изделий, подаваемых и передвигаемых по токоподводящим шинам перемещающимся магнитным полем, создаваемым магнитами, снабжены движущимися частями и механизмами, что усложняет конструкцию таких установок.
Для устранения указанного недостатка предлагается установка, в которой перемещающееся магнитное поле создается стационарным) электромагнитами, питающимися трехфазным переменным током.
Для интенсификации процессоз электрохимического обезжиривания, щлифования и полирования соответствующие ванны снабжены магнитострикторами, вмонтированными в аноды и возбуждающими в электролите ультразвуковое поле.
Для размагничивания обработанных деталей установка снабжена соленоидом, питающимся переменным током, установленным в месте выхода деталей из установки.
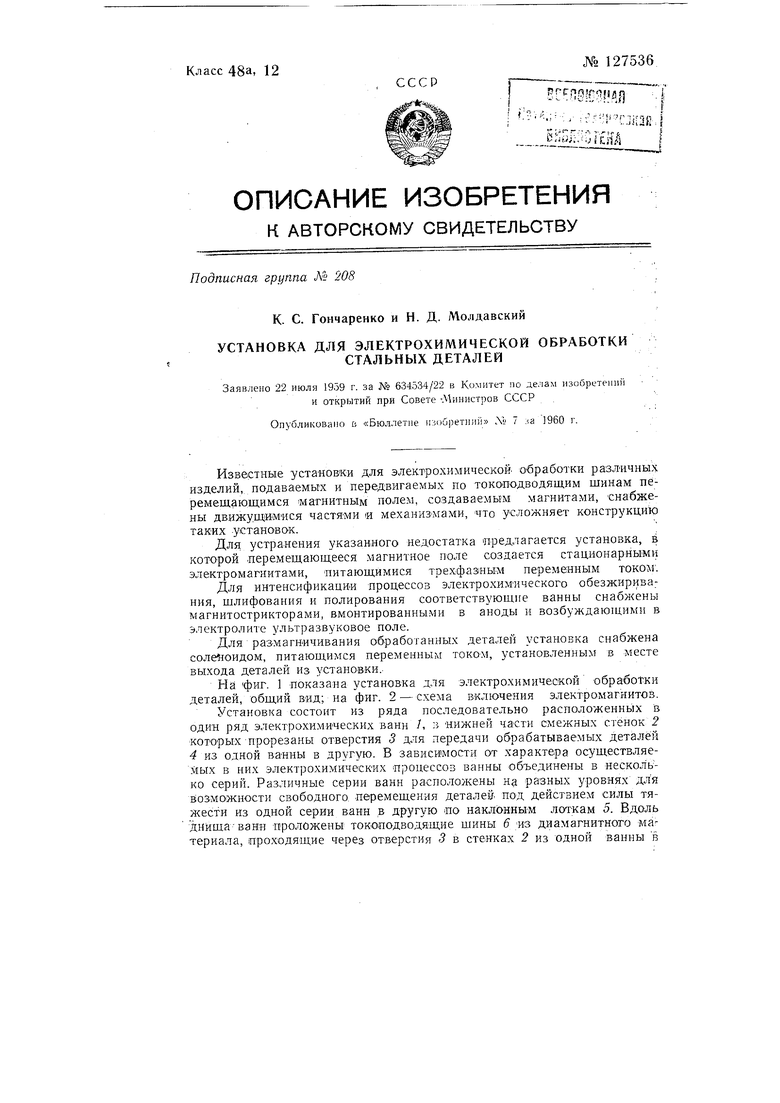
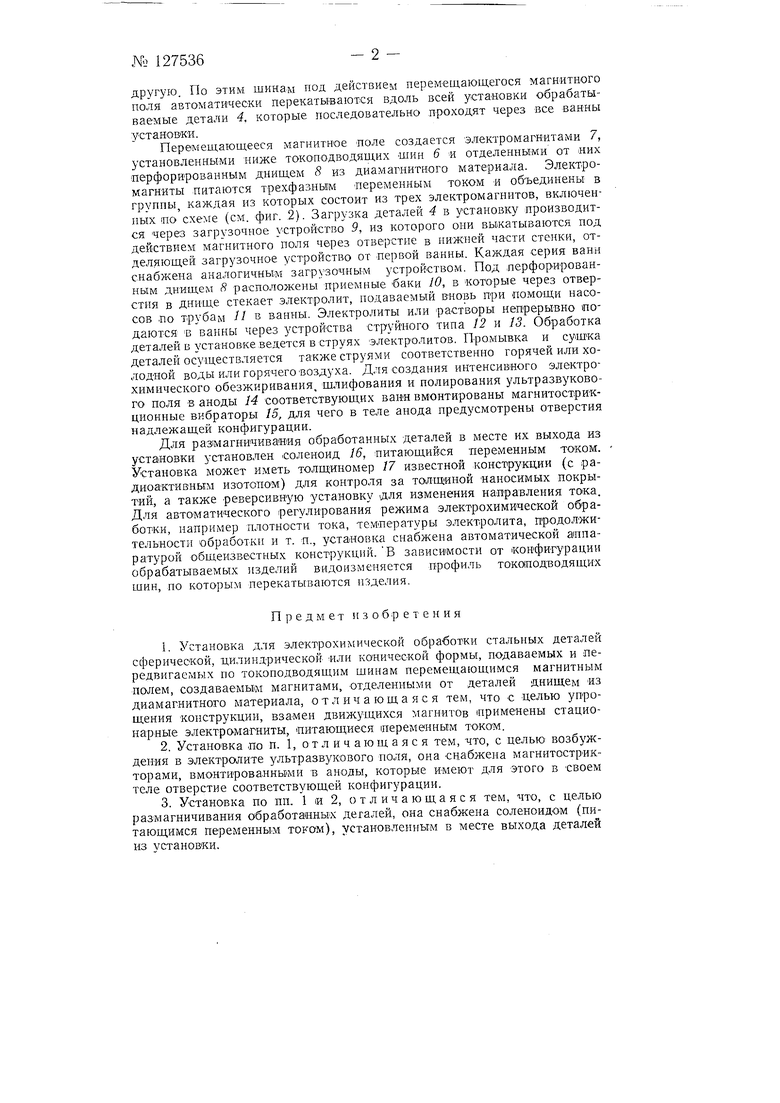
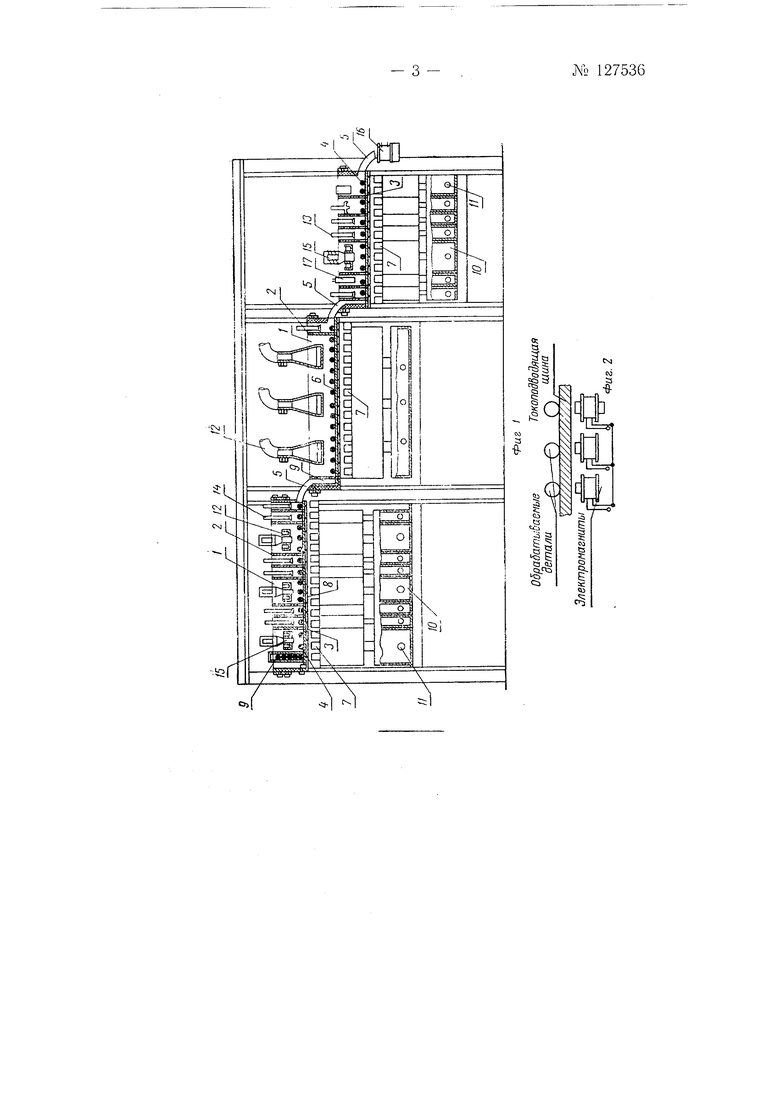
На фиг. 1 показана установка для электрохимической o6pa6otKH деталей, общий в-ид; на фиг. 2-схема включения электромагнитов.
Установка состоит из ряда последовательно расположенных в один ряд электрохимических ванн /, в нижней части смежных стенок 2 которых прорезаны отверстия 3 для передачи обрабатываемых деталей 4 из одной ванны в другую. В зависимости от характера осуществляемых в них электрохимических пропессоз ванны объединены в несколько серий. Различные серии ванн расположены на разных уровнях для возможности свободного перемещения деталей, под действием силы тяжести из одной серии ванн в другую оо наклонны.м лоткам 5. Вдоль днища-ванн проложены токоподводящие щины 6 ws диамагнитного материала, проходящие через отверстия 3 в стенках 2 из одной ванны в
№ 127536- 2 другую. По этим шинам под действием перем ещающегося магиитного поля автоматически перекатываются вдоль всей установки обрабатываемые детали 4, которые последовательно проходят через все ванны установки.
Перемещающееся магнитное лоле создается электромагнитами 7, установлепными ниже токоподводящих шин 6 и отделенными от «их перфорированным днищем 8 из диамагнитного материала. Электромагниты питаются трехфазным переменным током и объединены в группы, каждая из которых состоит из трех электромагнитов, включенHbix посхелге (см. фиг. 2). Загрузка деталей 4 в установку производится через загрузочное устройство 5, из которого они выкатываются под действием магнитного поля через отверстие в нижней части стенки, отделяющей загрузочное устройство от первой ванны. Каждая серия ванн снабжена аналогичным загрузочным устройством. Под перфорированным днищем 8 расположены приемные баки 10, в которые через отверстия в днище стекает электролит, подаваемый Вновь при помощи насосов .по трубам 11 V: ванны. Электролиты или растворы непрерывно подаются В ванны через устройства струйного типа 12 и 13. Обработка деталей в установке ведется в струях электролитов. Промывка и сунгка деталей осуществляется также струями соответственно горячей или холодной воды или горячего воздуха. Для создания интенсивного электрохимического обезжиривания, шлифования и полирования ультразвукового поля в аноды 14 соответствующих ванН вмонтированы магнитостри-кционные вибраторы 15, для чего в теле анода предусмотрены отверстия надлежащей конфигурации.
Для раэмагничиваиия обработанных деталей в месте их выхода из установки установлен соленоид 16, питающийся переменным током. Установка может иметь толщиномер 17 известной конструкции (с радиоактнвным изотопом) для контроля за толщиной наносимых покрытий, а также реверсивную установку для изменения направления тока. Для автоматического регулирования режима электрохимической обработки, например плотности тока, температуры электролита, продолжительности обработки и т. п., установка снабжена автоматической аппаратурой общеизвестных конструкций.В зависимости от конфигурации обрабатываемых изделий видоизменяется профиль ТОКОПОДБОДЯЩИХ шин, по которым перекатываются изделия.
Предмет изобретения
1. Установка для электрохимической обработки стальных деталей сферической, цилиндрической «ли конической формы, подаваемых и передвигаемых но токонодводящим щинам перемещающимся магнитным полем, создаваемым магнитами, отделенными от деталей днищем из диамагнитного материала, отличающаяся тем, что с целью упрощения конструкции, взамен движущихся магнитов применены стационарные электромагниты, питающиеся 1переменным током.
2.Установка по п. 1, отличающаяся тем, что, с целью возбуждения в электролите ультразвукового ноля, она снабжена магнитострнкторами, вмонтированными в аноды, которые имеют для этого в своем теле отверстие соответствующей конфигурации.
3.Установка по пп. 1 и 2, отличающаяся тем, что, с целью размагничивания обработанных деталей, она снабжена соленоидом (питающимся переменным током), установленным в месте выхода деталей из установки.