УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПОСЛЕДОВАТЕЛЬНО ИЛИ
РАЗДЕЛЬНО АНОДНО-МЕХАНИЧЕСКОЙ ИЛИ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ МЕТАЛЛИЧЕСКИХ
Заявлено 19 февраля 1949 г. за № 392407 в Гостехнику СССР
Описываемое устройство позволяет выполнять последовательно или раздельно следующие операции обработки внутренних полосте 1 цилиндрических изделий:
1.анодно-1 1еханическую шлифовку поверхности,
2.электрополировку,
3.электролитическое хромирование.
Осуществление такого комбинированного устройства достигается совместным применением пасосной установки для принудительной подачи электролита, станины с держателем для обрабатываемого изделия, колонны с направляющими и с механизмом подачи шпинделя и щпинделя со сменными электродами, причем обработка ведется по обычным электрическим схемам.
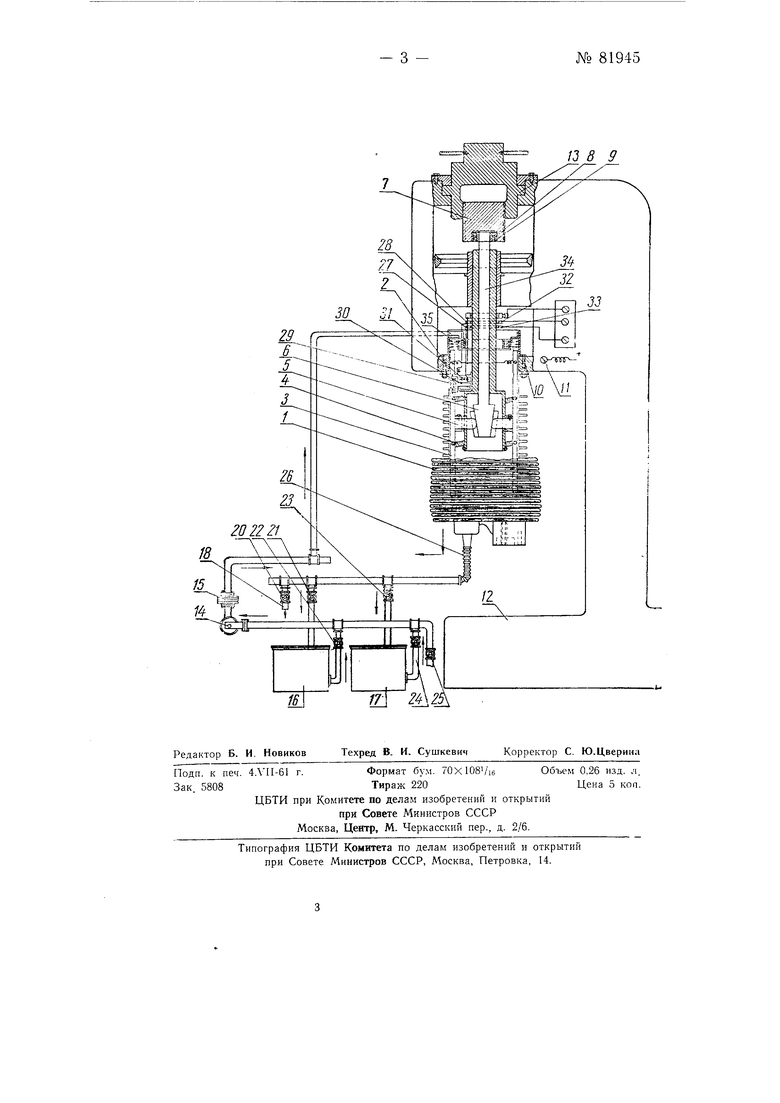
На чертеже изображено описываемое устройство.
Рабочий механизм, смонтированный на станине, состоит из трех катодов 3, изготовленных, например, из марганцовистого чугуна, укрепленных на направляющих 5, прижимающихся торцами, под действием пружин 4, к конусу 6 вала 34. На конце вала 34 запрессован шарикоподщипник Я укрепленный в гнезде 8. При использовании установки для хромирования на валу 7 укрепляют свинцовый анод.
Для подбора и контроля величины зазора между катодами 3 и стенкой обрабатываемого цилиндра /, служащего анодом, пользуются нониусом, связанным с головкой 13.
Электролит подается в цилиндр / из ванн 16 и 17, а вода из водопроводной сети с помощью насоса 14 через фильтр 75 и разбрызгиватель 5J. При подаче какого-либо раствора остальные источники электролита и воды перекрываются вентилями 20-25. Обрабатываемый цилиндр укрепляется на болтах 2, причем для точной установки цилиндра и для контроля съема металла в устройстве предусмотрен электрический индикатор,
ИЗДЕЛИЙ
№ 81945- 2 датчик которого, состоящий из ролика 29, перемещающего вилку 30, размещен внутри цилиндра, а исполнительная часть, связанная с вилкой 30, размещена вне установки. Электрический индикатор питается током через кольца 27 п 28 и щетки 32 и 33.
Электрический ток для процесса электрообработки подается через кольцо и щетку 10 и зажим Jl, соединенный со станиной 12. Катоды расположены под углом 120° один относительно другого и приводятся в движение от щкнва, вращаемого нриводом.
После установки детали и проверки точности установки индикатором с помощью новорота головки 1 подбирают зазор между катодами 5 и стенкой цилиндра 1, причем зазор отсчитывается по нониусу. Затем нодается из ванн один из растворов.
Для этого открывают один из вентилей, например 21 или 22, включают насос 14. Электролит начинает циркулировать по направлению, указанному на чертеже стрелками. По окончании цикла, например, анодноме.ханической обработки производится промывка водой, и установка переключается на другой цикл, для чего открываются лищь вентили 23 и 24 ванны 17. После окончания цикла электрополировки, в случае необходимости, производится третий цикл - электролитическое хромирование. При этом головкой 13 отводятся катоды и подключается свинцовый анод.
Предмет изобретения
Устройство для выполнения последовательно или раздельно анодномеханической или гальванической обработки полых металлических изделий, отличающееся тем, что оно состоит из станины с держателем для обрабатываемого изделия, насосной установки для принудительной подачи электролита внутрь обрабатываемой полости в изделии и шпинделя, на котором укрепляют либо электроинструменты, необходимые для анодно-механической обработки, либо иные электроды, причем для выполнения обработки выщеуказанное устройство подключают к источнику постоянного тока по обычным схемам.
/4
/J /9