Устройства для шлифования и полирования металлов, в которых использована включенная в качестве катода ванна с электролитом и являющиеся анодами изделия, вращающиеся в электролите, известны.
Особенностью предлагаемого устройства того же типа является введение в электролит абразивных зерен и применение мещалки для их подачи на обрабатываемые изделия с тем, чтобы на последних непрерывно образовывались шероховатости, удаляемые электрополированием. Такое выполнение устройства обеспечивает непрерывное возобновление съема металла, наиболее интенсивного при наличии на изделии шероховатостей.
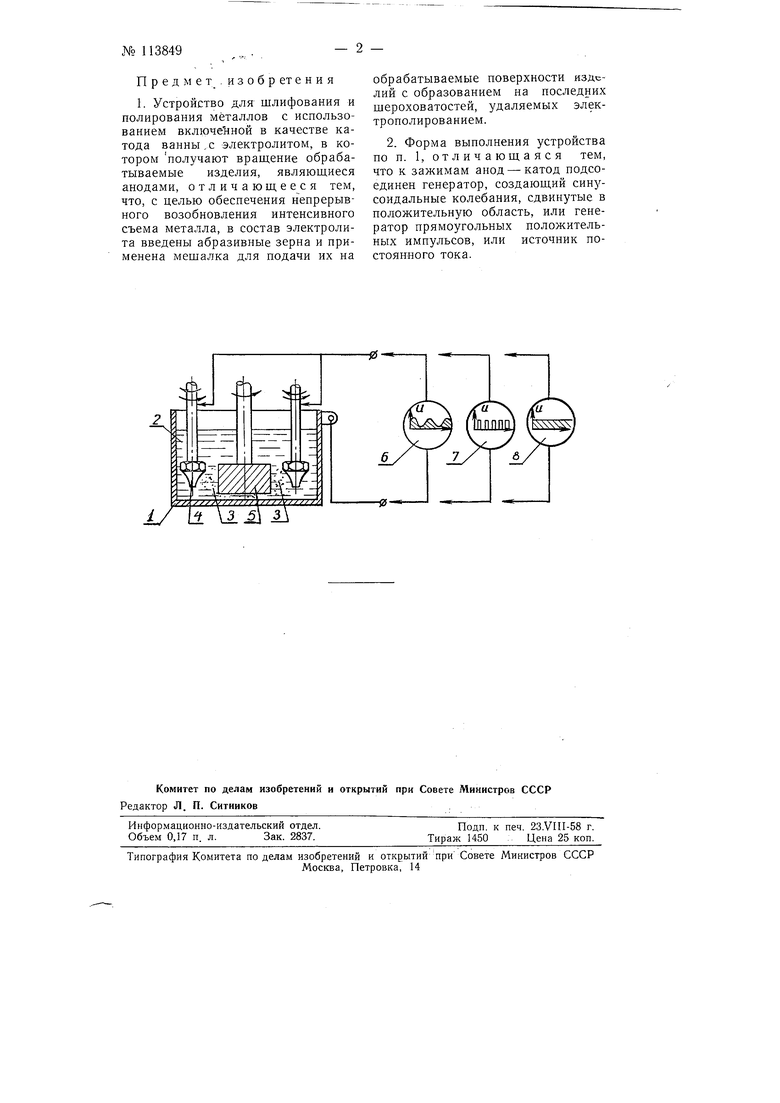
На чертеже дана схема предлагаемого устройства.
В ванну / из нержавеющей стали, являющуюся катодом, налит электролит 2 для шлифования и полирования и насыпан абразив 3. В эту смесь абразива « электролита погружены вращающиеся шпиндели с
закрепленными на них изделиями 4, подлежащими обработке. Изделия 4 являются анодами. В центр сосуда опушена мешалка 5. Вращаясь, она подает абразив на изделия, создает на обрабатываемой поверхности шероховатости, которые, в свою очередь, снимаются электрополированием, преимущественно с выступающих мест.
Для осуществления процесса к зажимам анод - катод могут быть подсоединены: генератор 6, создающий синусоидальные колебания, сдвинутые в положительную область; генератор 7 прямоугольных положительных импульсов; источник 8 постоянного тока.
Проведенные опыты показали, что, изменяя число оборотов шпинделей с изделиями, число оборотов мешалки, амплитуду, форму подаваемого напряжения (длительность и скважность импульсов, их частоту), возможно регулировать процессом в широких пределах.
№ 113849
Предмет .изобретения
1. Устройство для шлифования и полирования металлов с использованием включеТ1ной в качестве катода ванны,с электролитом, в котором получают вращение обрабатываемые изделия, являющиеся анодами, отличающееся тем, что, с целью обеспечения непрерывного возобновления интенсивного съема металла, в состав электролита введены абразивные зерна и применена мешалка для подачи их на
обрабатываемые поверхности изделий с образованием на последних шероховатостей, удаляемых электрополированием.
2. Форма выполнения устройства по п. 1, отличающаяся тем, что к зажимам анод - катод подсоединен генератор, создающий синусоидальные колебания, сдвинутые в положительную область, или генератор прямоугольных положительных импульсов, или источник постоянного тока.