(Л
4
оо
ел
NU
Изобретение относитея , чистовой о-бра- ботке и может быть использовано в раз- ;1ичных отраслях промышленност n(tin){iiiib ных операциях.
Цель изобретения - - нозышение чистоты поверхности при сохранении нрокзводи- тельности за счет формирован ; из фер)о- абразив1-;О1 0 порошка в рабочей зоне jiiJCTj)}- мента с и ;мс1 икпцейся плотностью.
На чертеже нредставж-на схема стр()й- ства ;uiii реализации снособ-а.
Устройство содержит статор. вьн10, :иен- ный в виде магнитной систем;) с р Ивно- мерно ргсноложеннь1ми но ок:) явно выражениями полюсами 1. с абженньлущ об.мотками 2, нодключсн1-1ыми к источняк / трехфазного тока (не псжазя;;; ко;м,н вой носитель 3 с ферроабразивн м нор-ом;; ком 4. Внутри кольцевого 1Ч)сителя 3 ().;;с- нолагают обрабатываемое изде:н-1с 5.
В кольцевом носителе ;, изгото лениоу из немаг1Н-1тного токопрон(;д|:о| о м ггер/иа.та, В1п11Юлнен 51 расноложенные вдоть его оси пазы 6, занолпеин1ле немапн: |-чым пет{и он к)- водным материалом, нанриме;) текстолитом.
При обработке вк.тючают источник т;)г.- фазно|-о тока, а детали еог)б1нию |- г-.раще- нис с у| ./1Овой скоростью (К., от ()тде. | ривода. В статоре создается бегун1ее ма.г- иитное поле, вращающееся с глово;1 скоростью (i)i . Под действием бе лнцего но.ли приводится во вращение КОЛЬЦСЕЮЙ носи тс. П) Л ccjBMecTHcj с фeppoaбpaзивl ы ;o|)OHj- Kk)M 4 с углор.ой скоростью (D l., причем уг- . ювая ск;)рость lOi: s (гк- р, резул :гга.те от - носите..ты1ого их скольжешчи.
11род(),:|ьные назы, вьн1о.;1нен1-ые в к; IU1M ноеиге.те, снижают- ноте;ои на них юки и HO u iHiaioT в1)ан|.ак)4иН1 момент Hiei4j электфо.магнитио1 о юля на но , :е. а вставки из ;|стокоироводнн1е -о риала у.л ии1ают ус.товия намаг|1Иии( учаетко движущегося норонн а, ..i()- женпого нротиз иазов кольцевого иосителя.
Обрабатывае.мое изделие 5 гпюдится в коь;- такт с движущимся кольцевым потоком абразива для осуигествления обработки, fiapy- шенная после контакта с обрабатынаем()й новерхиостыо форма движущегося ко;1ь;1ево- го потока абразива восстанав:1нзае- с;- нод действием магнитног о но.тя и си:: г-ндчм ии 1тосле нрохода изде.тия. Вьгбоос Macc-sii i})e)- роабразивного норонша и, зоны обрабс.ггкн отсутствует, что обеснеми- .гст стаби. е нос-| нроцесса обработки.
При использовании в{)а:н;,;)Н1С1Ч)с:.; нитпого иоля, создавае.:(.н-(1 тре.-:ф;5.и1ьгм током, у )О1 о фазы сдвинуты на 2ir по отг:()Н егн1Ю друг к другу, .аетея iioci-;; ni- ное но амгиштуде равно.мерно ранииои1ееся MHiHinTHoe ноле. Результирук)пи1Й век 1ч )р ьчг- нитной индукции В такого но.тя ненреоьн О меняет свое положение я г;рск трапс -1« как 1О отн:оше1 ию к етатоггс. так и по огио- шению к носителю и -.ег нам абра.чнва.
5
расиоложенным на нем. При этом создаётся несовнадение в каждый момент времени направления действия магнитных сил. Силы и} ерции Г .in. направ..тены радиально к поверхности носителя и всегда снособствуют унлотнению ферроабраз.ивного порошка, а величина их возрастает с уве, |ичением угловой скорости вращения носителя. На участках носителя, где силы инерции ло имеют направл.ение., ротивоноложкое направлению
) магнитны:; си1 1-- происходит разуплотнение абрази;}а, т ак как сучмар11ая сила от действия сил И1;ерн.ии и магнитных сил уменьшается, ч- О согз -ветстненно ci- ижает усилие | е ;и1ия на абразивном зерне.
Это нозм(.:н ность нри меньшем уси- . :и;: )езання i Х-у нгть б(;лее высокий класс 1иероховатост1- ;овеэхн()стей: 0,040 - ii,()2() мкм.
Рез -льтирую ций вектор магнитной индук- дин В получается в результате сложения
р, зекторо } .ма1 питг:ьгх индукций, создаваемых сггдельпыми кату нками в любой .момент вре- ме.ни. Каждая кату ика создает вдоль окружности статора рас 1рсделс ние магнитной ин- ;-,укнии б.тизкое к сг;нусоидально.му. Если Г5еличИна маг иитной индукции в данный момент времени в одной катушке убывает до пу.тевого значения, то в соседней катушке, так как з ;и)угой фазе, значение магнитной HHZiyKLiHH возрастает до максимума, а в третьей ка1лдпке начинает возрастать е нулевого значения. Поэтому вдоль окруж- ноети статора магнитное иоле неоднородно, неод.нородность его возрастает в направле- ниг; результируюидего вектора магнитной ин- дукн.ии В. В этом случае масса ферро- абразивного порошка под действие.м такого ноля .топо. ;ни 1 ел)Но едви ается ндольокр ж- п ости статора в нанравлении результирую- и.его вектора ма нитной индукции, увеличивая разуплотнение и обеспечивая переориентацию зерен через их сдвиг, все участки носителя с riopoF.UKOM последовательно под0 вергаются указанному намагничиванию и сднигу.
Пример. Проводилась обработка трех партий колец, изготоЕ;ленных из латуни с наруж- 11ЫМ диаметром 30 мм, по 20 деталей в каждой нартии. Исходная шероховатость поверхности 6 до обрабо 1Т и соответственно Ra ),32...П, 16 мкм (9 класс). (.)бработку вели )оаб)азив1;ь;--1 noponjKOM на основе кар- би.та титана.
IlepBVio на)тию колец обрабатывали по
Q гпедлагаемому способу при угловой скорос- ги вращения кольцево1 о носителя совмест- 1:0 с ферроабразивиым порошком ы„ с, а срс-дняя линейная скорость не- реме1цения потока абразива п 00 .м/мин .1;}и v. 80 м/мии. В течение 30 с ма1.цин5 ного времени но. -учепа шероховатость по- нерхног-дч R. 0,040...0,020 мкм. Обработку ггго)ой партии дета:1ей вели но известному ()С(}бу на тех ;-i-:e режимах в)ащения но5
сителя и детали. В течение 30 с машинного времени получена высота микронеровностей Ra 0,080...0,045 мкм.
Формула изобретения
Способ чистовой обработки наружных поверхностей изделий из немагнитных материалов ферроабразивным порошком, при котором внутри кольцевого носителя из немагнитного материала располагают изделие и ферроабразивный порошок, а носитель помещают в магнитное поле неподвижной
магнитной системы с явно выраженными полюсами, равномерно расположенными по окружности, формируюш.ее на носителе зоны с различной плотностью ферроабразивного порошка, и задают независимые вращения детали и носителю совместно с порошком, отличающийся тем. что, с целью повышения чистоты поверхности при сохранении производительности обработки, зоны с различной плотностью ферроабразивного порошка формируют вращающимся магнитным полем, создаваемым магнитной системой, питаемой трехфазным током.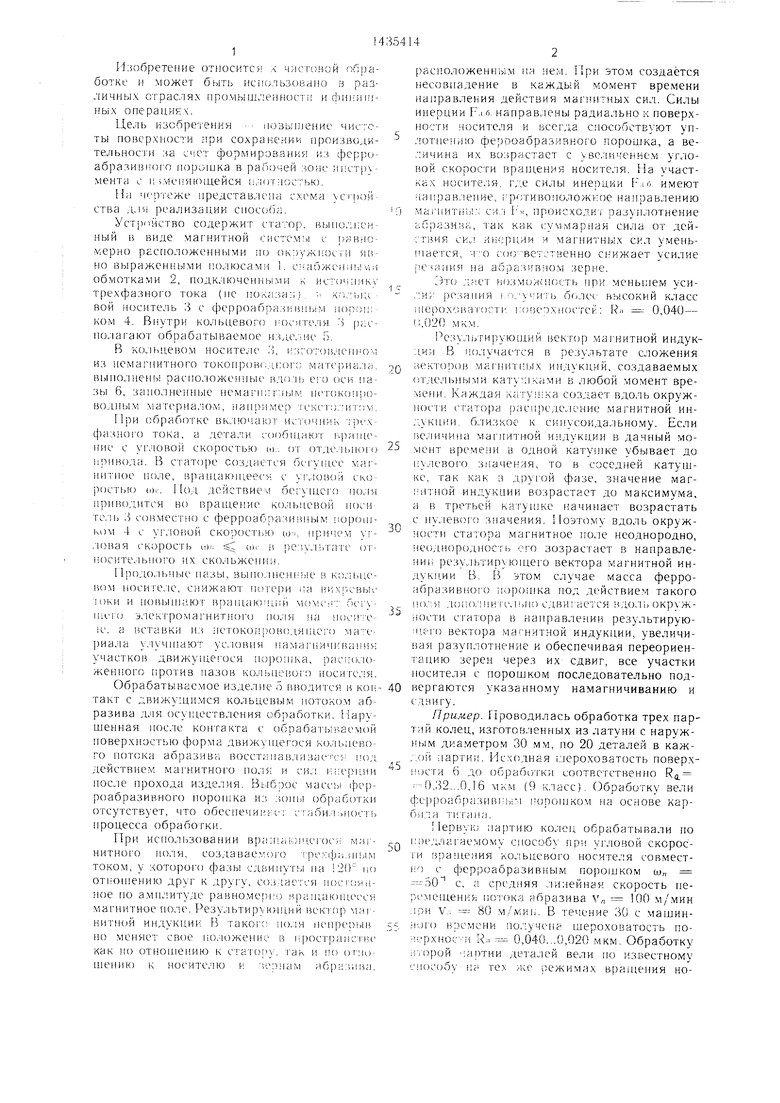
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1981 |
|
SU986749A1 |
| Способ магнитно-абразивной обработки изделий | 1977 |
|
SU677896A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| Способ магнитно-абразивной обработки внутренних поверхностей полых немагнитных деталей типа тел вращения | 1989 |
|
SU1773696A1 |
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| Устройство для магнитно-абразивнойОбРАбОТКи плОСКиХ пОВЕРХНОСТЕй | 1979 |
|
SU841931A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Приспособление для магнитно-абразивной обработки деталей | 1980 |
|
SU872222A2 |
| Устройство для магнитно-абразивной обработки | 1988 |
|
SU1523314A1 |
Изобретение относится к чистовой обработке и может быть использовано в различных отраслях фомышленности на финишных операциях. Целью изобретения является повышение чистоты поверхности. Внутри кольцевого носителя 3 располагают изде. -ис - и ферроабразивный порошок 4, а носите, ib помещают в магнитное поле неподвижной магнитной систе.мы с равномерно располо женными явно выраженными полюсами 1 и обмотками 2, подключенными к источнику трехфазного тока. В кольцевом носителе 3 из немагнитного токопроводного материала выполнены осевые пазы 6, заполненные немагнитным нетокопроводным материалом (текстолит). При обработке изделию 5 задают вращение, а вращающееся магнитное поле обеспечивает привод вращения носителя намагничивание и разуплотнение ферро- абразивного порошка, расположенного на внутренней поверхности носителя. Способ позволяет получить поверхности с RQ. 0.040...0,020 мкм. 1 ил. S
| Способ чистовой обработки изделий | 1980 |
|
SU948639A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
