Предметом изобретения является установка для проверки болтов на твердость, устройство которой основано па автоматизации операций загрузки, проверки и сортировки болтов.
Известные установки иодобиого назначения, оборудованные загрузочным бункером, устройством для нодач1 болтов из бункера ио наклонному желобу на поворотный диск с отверстиями ио окружности для проверяемых болтов и установленным над ;1,иском прессом , не обеспечивают полиой автоматизации процесса проверки н сортировки болтов.
Этот недостаток устранен в описываемой устаповке тем, что устройство для определенная твердости болтов но степени иагружения наконечника пресса Брнне.гя в торец головки бо.гтов ir сортировки их по степени твердости выно,:1иеио в виде илунжера, смоитированиого в поршня пресса и нерсмегцаемого поршнем иа глубину погружения иако11ечиика, а также кинематически связанного с и.|унже1юм и.гтока и понодка, воздействующего иа наконечник электроконтактного датчика. Последний замыкает контакты командного устройства для подачи сигна.юв }{а электромагниты узла сортировки, открываюш,ие соответствующие заслонки иа иаклоииом же.1обе приемного бункера.
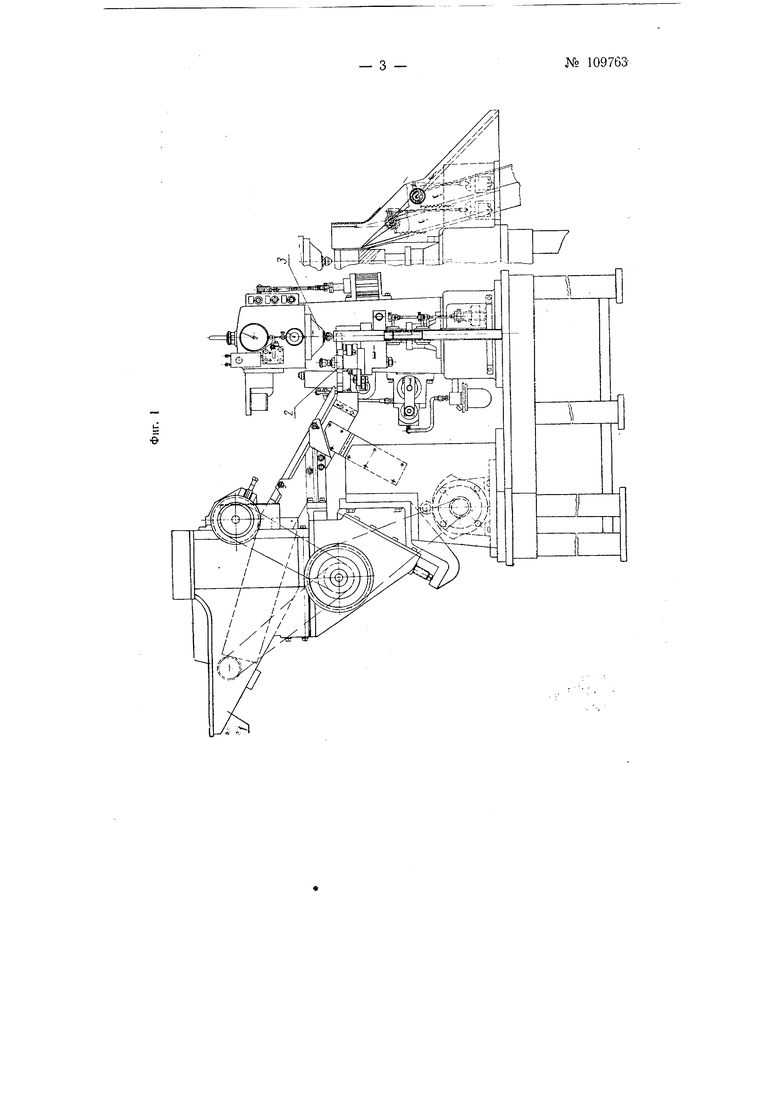
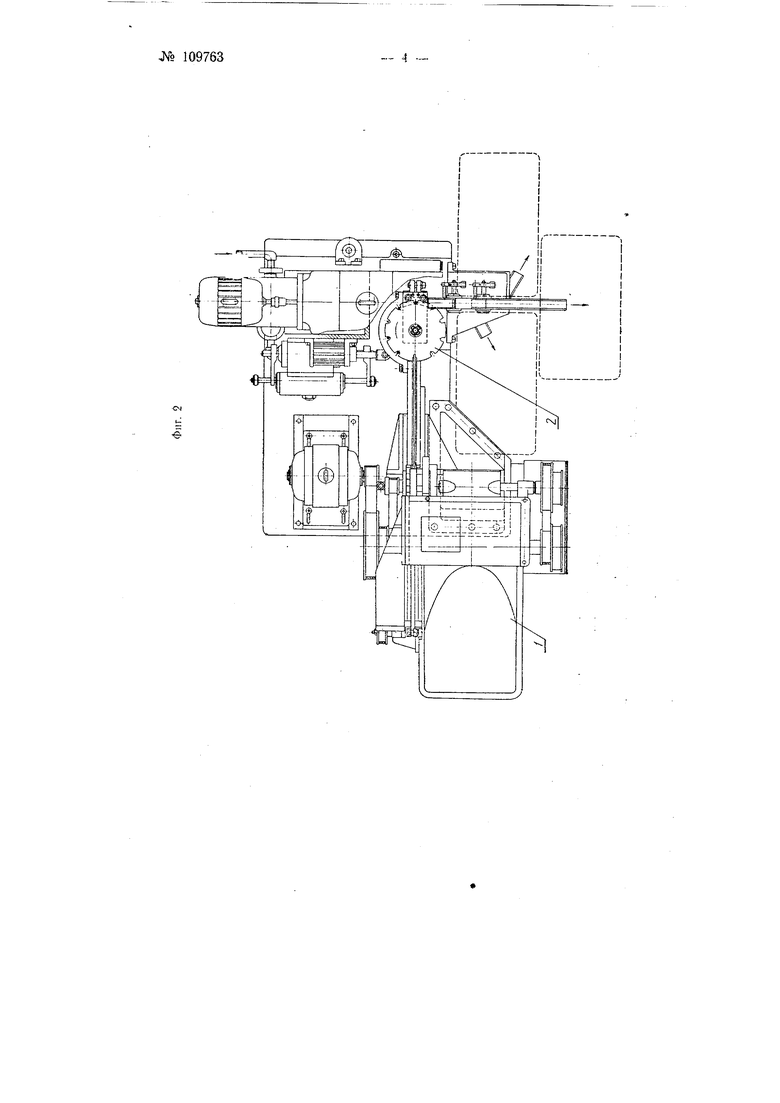
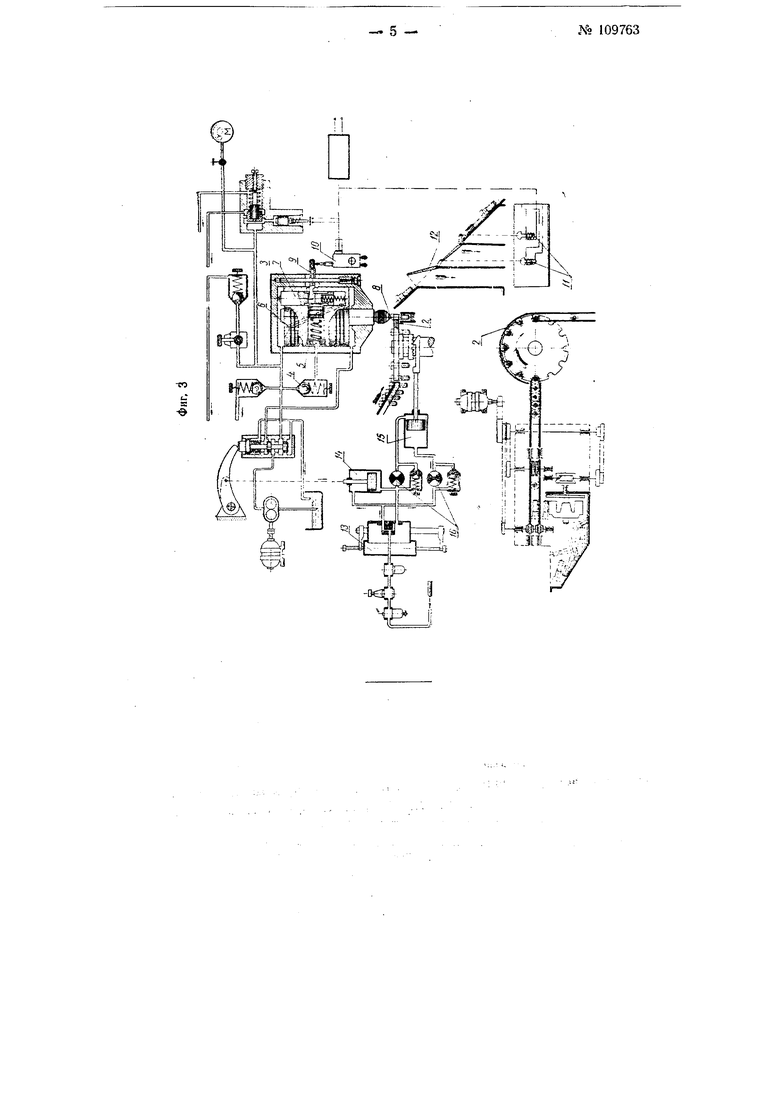
На фиг. 1 изображен обилий вид установки спереди; иа фиг. 2 установка показана сверху; фиг. 3 изображает прииц11пиальную схему н взаимодейст15пе осиовиых конструктивных узлов установки.
Из загрузочного бункера / болты подаются иа пор.оротиый диск 2, который подводит болты под наконечник пресса 3 Брннеля, гидравлический цилиндр которого снабжен устройство- д,1я отсчета глубины погружения накоиеч1пп а в головку болта незавиеимо от его высоты.
Для этой це,1и давление масла, подаваемого в 1 ерхнюю полость цилиидра, имеет вначале иезначительную ве.иишну, необходимую только для не.ремеи1ення riopHiHH до момента соирикосновеиия иакоиечннка с головкой бо.т1-а. В нос.чедуюцуп момент давление мас.ча повышается, и оно нач1шает поетупать через клапан
4 в полость цилиндра плунжера J, расположенного в корпусе поршня 6. Плунжер своим торцом прижима, ет шток 7 к корпусу поршня, который в процессе своего-перемещения увлекает за собой шток вниз до полного погружения наконечника 8 в головку проверяемого болта.
Вместе со штбком- перемещается поводок 9, воздействующий на измерительный наконечник электррконтактного датчика 10, который, в зависимости от глубины погружения наконечника пресса в го.товку болта, замыкает один из двух контактов и посылает электрический пмпульс на электромагниты // узла сортировки, управляющие открыванием заслонок 12. Если проверяемый болт годен, то датчик не срабатывает, первая : по очереди заслонка пе открывается и болт скатывается по лотку, поступая в короб для годных деталей.
Управление работой установки осуществляется посредством пневматического устройства, состояи;его из пневматического самопереключающегося золотника 13, задающего цикл работы установки; цилиндра 14 для переключения масла в гидрав лической системе цилиндра 15, предназначенпого для поворачивания диска 2; дросселей 16 для обеспечения очередности срабатывания цилиндра 15.
Поворотный диск 2 выполнек сменным, с целью проверки твердости болтов различных размеров.
Предмет изобретения
Установка для проверки болтов на твердость, оборудованная загрузоч: ным : ;бункером, устройством для автоматической подачи болтов из бункера по наклонному желобу на поворотный диск с отверстиями по окружности для проверяемых болтои и установленным над диском прессом Бринеля, о т .л и ч а ю щ а я с я тем, что, с целью полной агзтоматизации процесса проверки и сортировки болтов, установка оборудована устройством для определения твердости болтов по степени погружения наконечника пресса Бринеля в торец головки болтов и сортировки их по степени твердости, выполиенным в виде плунжера, смонтированного в корпусе поршня пресса и перемещаемого поршнела КС глубину погружения наконечника, атакже кинемати.чески связанного с плунжером Щтока и поводка, воздействуюп его Нс1 накопечник электроконтактного датчика, замыкающего контакты командного устройства для подачи сигналов па электромагниты узла сортировки, открывающие соответстЬующие заслонки на наклонном желобе приемного бункера.
«
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля твердости поршней | 1949 |
|
SU91852A1 |
| Установка для проверки болтов на твердость | 1980 |
|
SU978008A1 |
| ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ ПО ИХ ЛИНЕЙНЫМ РАЗМЕРАМ | 1947 |
|
SU85098A1 |
| Устройство для контроля твердости болтов | 1959 |
|
SU128186A1 |
| Установка для формования фрикционных дисков сцепления | 1952 |
|
SU103884A1 |
| Стенд для испытания на твердость металлических заготовок и деталей | 1956 |
|
SU110941A1 |
| Автомат для проверки потенциометров | 1957 |
|
SU119929A1 |
| ГИДРАВЛИЧЕСКИЙ КОМПЛЕКС ДЛЯ ОЧИСТКИ ГЛУБИННЫХ СКВАЖИН | 2000 |
|
RU2173380C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2000 |
|
RU2186875C2 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |