Известные стенды для испытания на твердость металлических заготовок и деталей, снабженные подвижной головкой от пресса Бринеля, перемещаемой электроприводом относительно станины стенда, не позволяют осуществлять контроль твердости крупных удлиненных заготовок и деталей на любом их участке по длине и периметру поперечного сечения.
Этот недостаток устранен в описываемом стенде тем, что станина стенда оборудована подвижными боковыми суппортами с роликовыми опорами и гидравлическим подъемным устройством, перемещаемыми вдоль станины приводом от электродвигателя. Кроме того, в стенде применены смонтированные над станиной подвесные точила, с целью зачистки контролируемых участков на поверхности испытуемых заготовок и деталей.
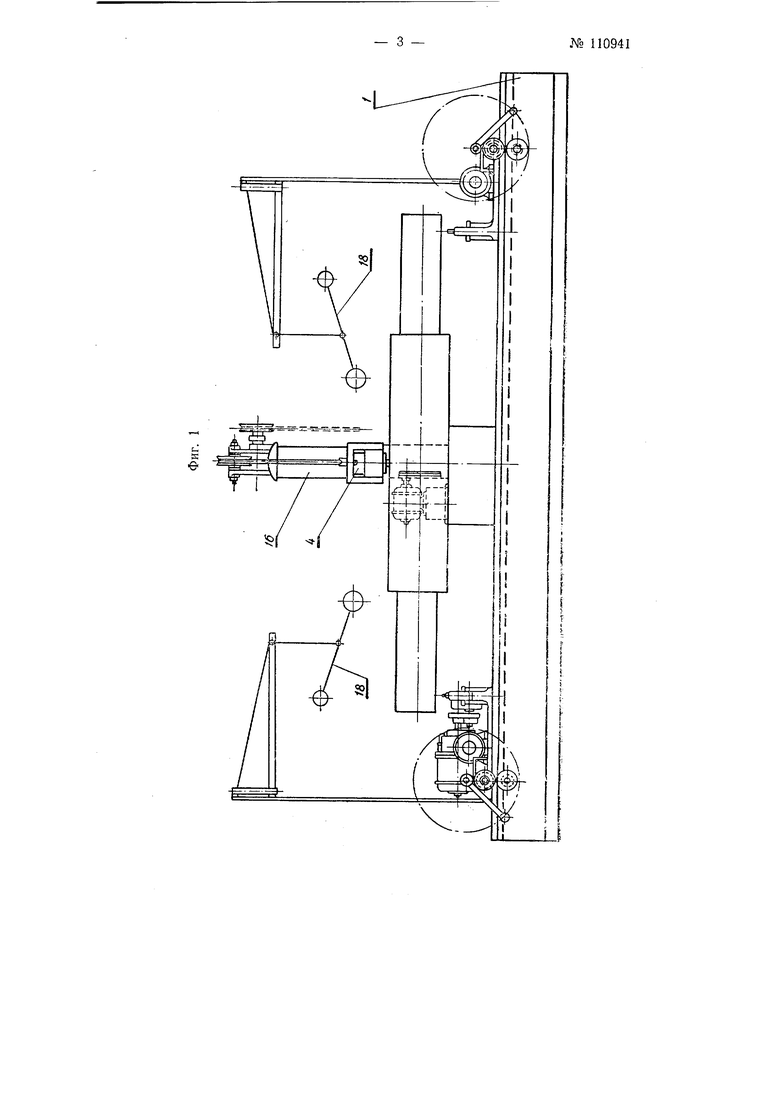
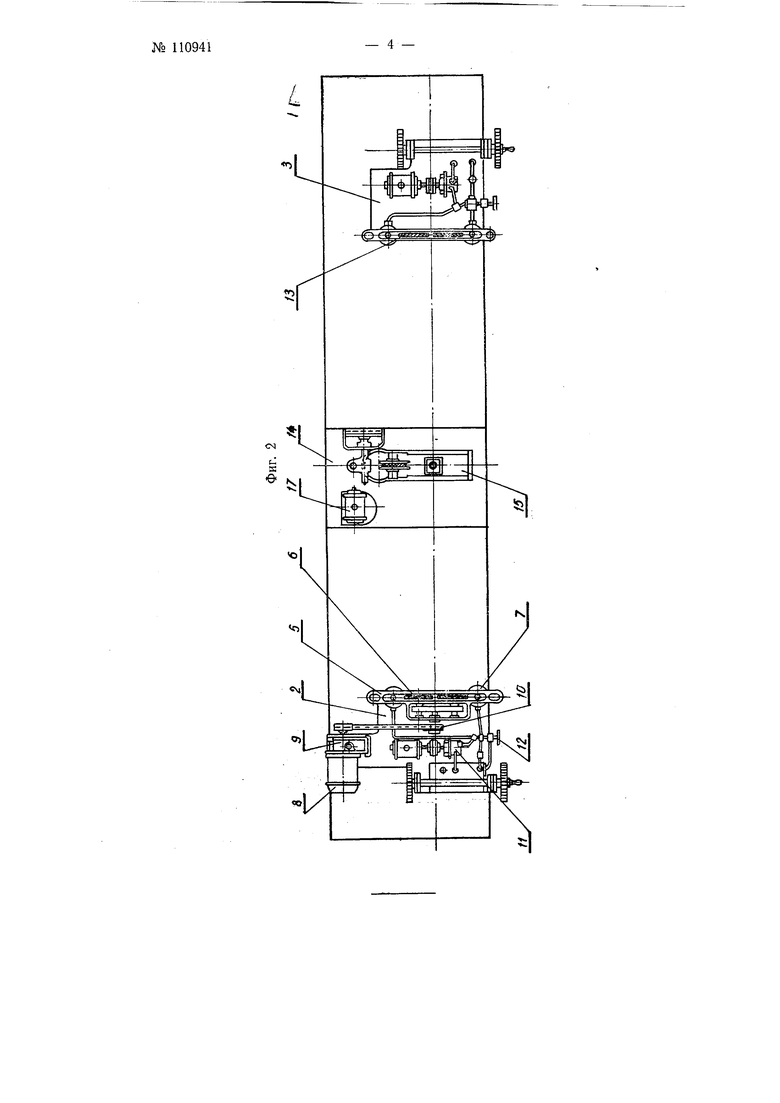
На фиг. 1 изображен описываемый стенд, вид спереди; на фиг. 2- то же, вид сверху.
На станине / стенда, закрепленной на фундаменте, смонтированы
передвижные суппорты 2 и с, а также пресс 4 Бринеля.
На плите левого суппорта 2 расположена траверса 5 с приводными роликами 5 и двумя гидравлическими цилиндрами 7; привод роликов осуществляется от электродвигателя 5 через редуктор 9 посредством цепи 10 Галля. Подъем траверсы 5 производится электрогидравлическим насосом // при повороте вентиля 12.
В траверсе правого передвижного суппорта 3 расположены свободно вращающиеся ролики 13; подъем траверсы на этом суппорте осуществляется подобно суппорту 2.
Пресс 4 установлен на подвижной плите 14, передвигается по консоли 15 и устанавливается в требуемое положение вручную- Консоль может вращаться вокруг колонки 16; подъем и опускание консоли по колонке осуществляется вручную либо электроприводом.
Пресс 4 вместе с подвижной плитой передвигается по станине стенда электродвигателем 17 с редуктором посредством зубчатой рейки, заделанной в станине, и зубчатой шестерни.
Пульт управления механизмами правого и левого суппортов, а также прессом размещен на подвижной плите 14.
Подача электроэнергии на механизмы стенда осуществлена посредством троллей, расположенных с нерабочей стороны стенда.
Зачистка площадок на контролируемом изделии производится посредством двух подвесных точил 18, установленных на радиальных кранах. Зачистка площадок может быть выполнена также специальной фрезерной головкой, установленной на консоли 15. Этими же точилами или фрезой производится удаление дефектов с поверхности заготовки.
Предмет изобретения 1. Стенд для испытания на твердость металлических заготовок и деталей, снабженный подвижной головкой от пресса Бринеля, перемещаемой электроприводом относительно станины стенда, отличающийся тем, что, с целью контроля твердости крупных удлиненных заготовок и деталей на любом их участке по длине и периметру поперечного сечения, станина стенда оборудована подвижными боковыми суппортами € роликовыми опорами и гидравлическим подъемным устройством, перемещаемыми вдоль станины приводом от электродвигателя. 2. В стенде по п. 1 применение смонтированных над станиной подвижных подвесных точил, с целью зачистки контролируемых участков на поверхности испытуемых заготовок и деталей.
t, s ©
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для ремонта ступицы с фланцем | 1985 |
|
SU1316779A1 |
| Устройство для электрогидравлической штамповки | 1978 |
|
SU713040A1 |
| МНОГОПИЛЬНЫЙ СТАНОК для РАСКРОЯ листовых' | 1973 |
|
SU388879A1 |
| ПРИБОР ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ДЛЯ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ МЕТАЛЛОВ | 1992 |
|
RU2082148C1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Устройство для аргонодуговой сварки вольфрамовыми электродами сильфонов из нержавеющей стали | 1948 |
|
SU83682A1 |
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Машина для огневой зачистки горячего металла в потоке обжимного стана | 1961 |
|
SU143364A1 |