;о ч
со со
4
Изобретение относится к технике неразрушающего контроля качества материадов и изделий и может быть использовано при контроле, качества сварных швов или наплавки на поверхности изделий.
Известна установка для автоматизированного ультразвукового контроля сварных швов как на плоских, так и на цилиндрических конструкциях. Ус.тановка содержит каретку, перемещаемую по эластичным направлянячим, рамки с искателями, электродвигатель и механизмы продольного перемещения каретки и возвратно-поступательного перемещения рамки с искателями. Механизм продольного перемещения каретки включает червячную передачу, сменные шестерни, валы, а механизм возвратно-поступательного перемещения рамки с искателямивыполнен в виде червячной передачи и винта непира tl3.
Недостатки известной установки заключаются в низко производительности контроля , что обусловлено механизмами перемещения каретки и рамки с искателями, ограниченных технологических возможностях (обеспечивается только один способ сканирования по пилообразной траектории ), сложности изготовления (в частности, механизма перемещения рамки с искателем ),
Наиболее близким по технической сущности к изобретению является устройство для ультразвукового контроля сварных швов изделий, содержащее направляющий стержень, подвижно .установленную на нем тележку с приводом, жестко соединенную с ней направляющую, подвижно установленную на последней каретку с дополнительным приводом, искатель, кинематически связанный с дополнительным приводом и шарнирно соединенный с кареткой , и электромагниты для крепления направляющего стержня к контролируемому изделию С23.
Существенным недостатком данного устройства является постоянная, нерегулируемая величина амплитуды сканирования искателя, определяемая Длиной нарезки двухходового винта, что ограничивает технологические возможности контроля, снижает производительность устройства при контроле малых толщин. Кроме того, изготовление элементов устройства связано с Определенными технологическими трудностями.
Цель изобретения - повывление производительностй контроля.
Указанна цель достигается за счет того, что устройство для ультразвукового контроля сварных швов изделий, сод эржащее направляющий стержень, подвижно установленную на нем
тележку с приводом, жестко соединенную с ней направляющую, подвижно установленную на последней каретку с дополнительным приводом, искатель, кинематически.связанный с дополнительным приводом и шарнирно соединенный с кареткой, и электромагниты для крепления направлякяцего стержня к контролируемому изделию, снабжено подвижно размегценным на каретке водилом со стопорным BHrtTOM, соединенным с водилом с возможностью поворота относительно него кронштейном с гнездами под стопорный винт, и установленным на каретке дополнительным стопорным винтом для фиксации каретки относительно тележки, дополнительный привод выполнен в виде диска с отверстиями, расположенными на разных расстояниях от центра последнего, и шатуна, один конец которого шарнирно соединен с диском, а другой его конец шарнирно соединен с водилом..
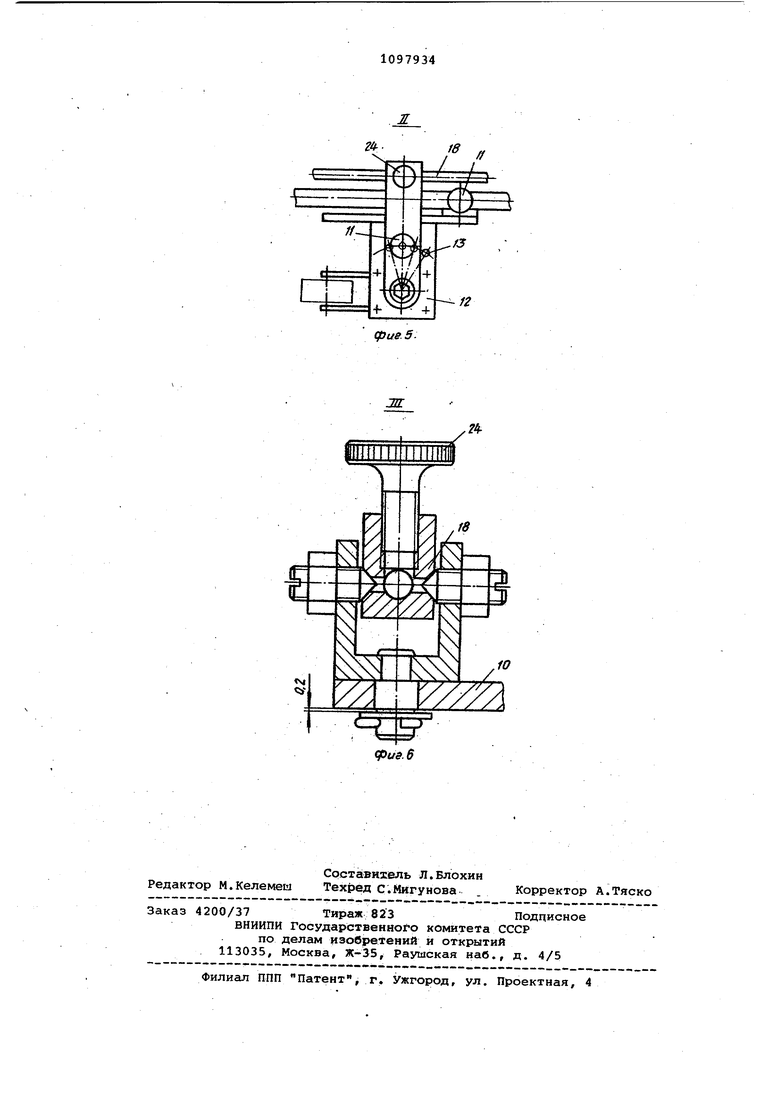
На фиг.1 показано предлагаемое устройство для ультразвукового контроля сварных швов изделийJ на фиг.Зузел 1 на фйг.1; на фиг.З - вид А на фиг.1; на фиг.4 - разрез Б-Б на фиг.З; на фиг.5 - узел Д на фиг.17 нафиг.б - узел iFi на фиг.4.
Устройство содержит направлйющий стержень 1, подвижно установленную на нем тележку 2 с приводом 3, жестко соединенную с ней направляющую 4, подвижно установленную на последней .каретку 5 с дополнительным приводом б, искатель 7, .кинематически связанный с дополнительным приводом б и шарнирно соединенный с кареткой, электромагниты 8 для крепления направляющего стержня 1 к контролируемому изделию 9, подвижно размещенное на каретке 5 водило 10 со стопорным винтом 11, кронштейн 12с гнездами 13 под стопорный винт 11, установленный на каретке 5 дополнительный стопорный винт 14 для Лйксации каретки 5: относит.едьно тележки 2. Дополнительный привод б выполнен в виде жестко размещенного на валу 15 диска 16 с отверстиями 17, расположенными на разном расстоянии от центра последнего, и шатуна 18, один конец которого шарнирно соединен с диском 16, а на другом его конце шарнирно и с возможностью перестановки закреплено водило 10.
Кроме того, устройство содержит ведущий 19., ведомый 20, опорный 21 ролики тележки 2, державку 22 искателя 7, палец 23 шатуна 18 и зажим 24. .
Ведьпцим 19 и ведомым 20 роликами тележка устанавливается на направляющий стержень 1, а опорным роликом 21, - на поверхность контролируемого изделия 9. Устройство для ультразвукового контроля сварных швов изделий работает следующим образом. Вдоль контролируемого шва 25 изделия 9 укладывается направляющий стержень 1, на который устанавливаю ся ведущий 19 и ведомый 20 ролики тележки 2. Опорный ролик 21 устанав ливается на поверхность контролируемого изделия 9. При включении привода 3 тележка 2 перемещается вдоль контролируемого шва 25(наплавки) изделия 9. При этом устройство может быть настроено для работы искателя 7, за крепленного на державке 22, в одном из следующих режимов:поперечное сканиро ние, угловое сканирование и движение вдоль сварного контролируемого шва -25 (наплавки) изделия 9 с плоскостью ввод луча искателя 7 под прямвлм или другим углом и необходимой точкой ввода лу ча относительно оси контролируемого шва 25 изделия 9. Для осуществления поперечного ск нирования искателя 7 палец 23 шатуна 18 устанавливают в нужное отверстие 17 диска 16, закрепленного на валу 15 дополнительного привода б, зажимают стопорный винт 11 и зажим |24, при этом стопорный винт 11 моS Ifl жет быть зафиксирован в нужном гнездё 13 на кронштейне 12 каретки 5 для установки искателя 7 под прямым или другим углом к оси контролируемого шва 25 изделия 9, а дополнительный стопорный винт 14 находится в отпущенном положении. При включении дополнительного .привода б каретка 5 сискателем 7 перемещается по направлякицей 4 возвратно-поступательно с заданной амплитудой. Для углового сканирования за;кимают зажим 24 и дополнительный стопорный винт 14 и отпускают стопорный винт 11. При включении дополнительного привода б искатель 7 совершает угловые колебания.... Для движения искателя 7 вдоль сварного контролируемого шва 25 изделия 9 без поперечного или углового сканирования зажимают дополнительный стопорный винт 14, а стопорный винт 11 водила 10 фиксируют в одном из гнезд 13. Дополнительный привод 6 в данном случае отключен. Таким образом, устройство предлагаемой конструкции можно применять для различных способов сканирования, регулирования сканирования, при этом повы1чается производительность контроля.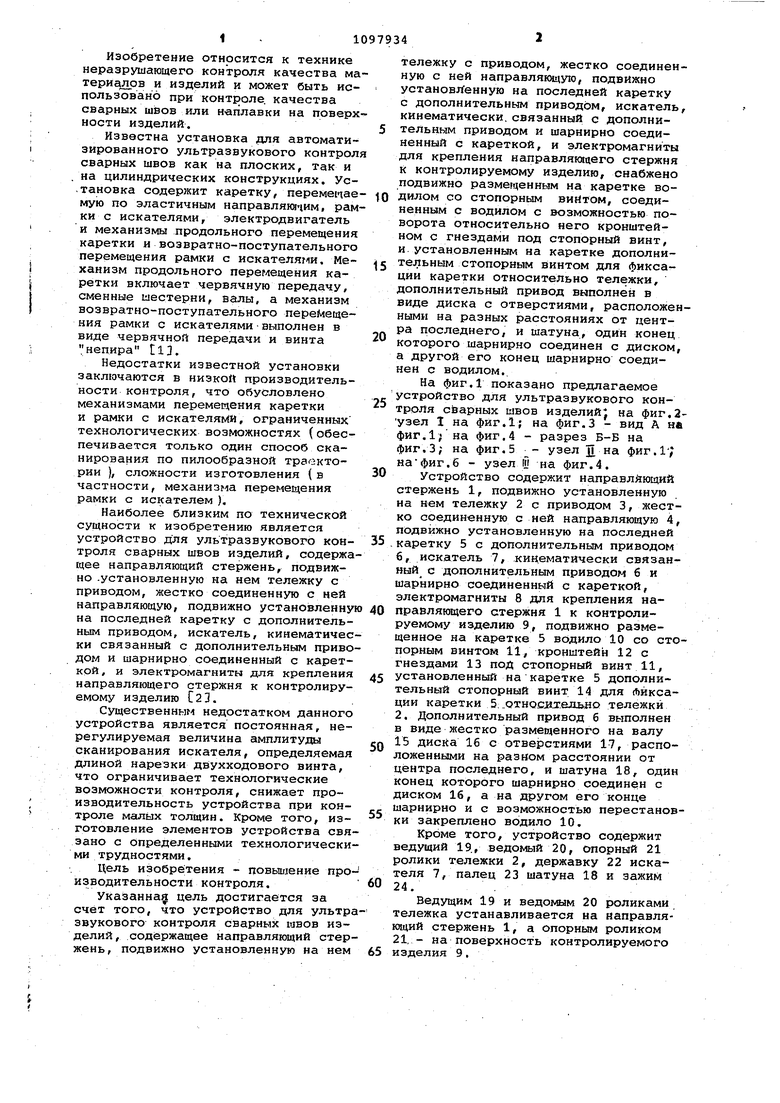

| название | год | авторы | номер документа |
|---|---|---|---|
| Сканирующее устройство для ультразвукового контроля сварных швов изделий | 1982 |
|
SU1128161A1 |
| Акустическое устройство для контроля сварных соединений изделий | 1981 |
|
SU1101728A1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
| Сканирующее устройство к дефектоскопу | 1981 |
|
SU974254A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1973 |
|
SU397838A1 |
| Сканирующее устройство для ультразвукового контроля | 1982 |
|
SU1043559A1 |
| Устройство для контроля качества продольных сварных швов зубчатых колес | 2020 |
|
RU2751149C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 2014 |
|
RU2570353C1 |
| Устройство для ручного ультразвукового контроля сварных швов изделий при раздельной схеме включения ультразвуковых преобразователей | 1984 |
|
SU1223135A1 |
| Двигатель внешнего сгорания и система управления двигателем внешнего сгорания | 1989 |
|
SU1831580A3 |

УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ИЗДЕЛИЙ, содержащее направляющий стержень, подвижно установленную на нем тележку с приводом, жестко соединенную с ней направляющую, подвижно установленную на последней каретку с дополнительным приводом, искатель, кинематически связанный с дополнительным приводом и шарнирно соединенный с кареткой, и электромагниты для крепления направляющего стержня к контролируемому изделию, Отличающееся тем, что, с целью повышения производительности контроля, оно снабжено подвижно размещенным на каретке водилом со стопорным винтом, соединенным с водилом с возможностью поворота относительно него кронштейном с гнездами под стопорный винт, и установленный на каретке дополнительным стопорным винтом для фиксации каретки относительно тележ- ки, дополнительный привод выполнен 9 в виде диска с отверстиями, расположенными на разных расстояниях от Г/1 центра последнего, и шатуна, один конец которого шарнирно соединен с диском, а другой его конец шарнирно соединен с водилом.
Б - 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бабкин И.Г | |||
| и др | |||
| Автоматизированный ультразвуковой контроль сварных соединений | |||
| Дефектоскопия, 1975, 1, с.127 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для ультразвукового контроля качества сварных соединений | 1972 |
|
SU442415A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
