Изобретение относится к технике неразрушающего контроля качества материалов и изделий.
Известно устройство для ультразвукового контроля качества сварных соединений, состоящее из электронного блока, соединенных с ним лентопротяжного и записывающих механизмов, механизмов продольного и поперечного перемещений и связанного с ними посредством держателя акустического искателя.
Такое устройство обладает недостаточной производительностью контроля вследствие значительного расхода контактной жидкости.
Предлагаемое устройство снабжено переключателем штыревого типа и фиксатором угловых положений искателя, механизмом растирания со сменным пористым элементом, расположенным в держателе искателя, и электромагнитами с регулируемым усилием прижима, установленными на направляющей механизма продольного перемещения.
Это позволяет повысить производительность контроля.
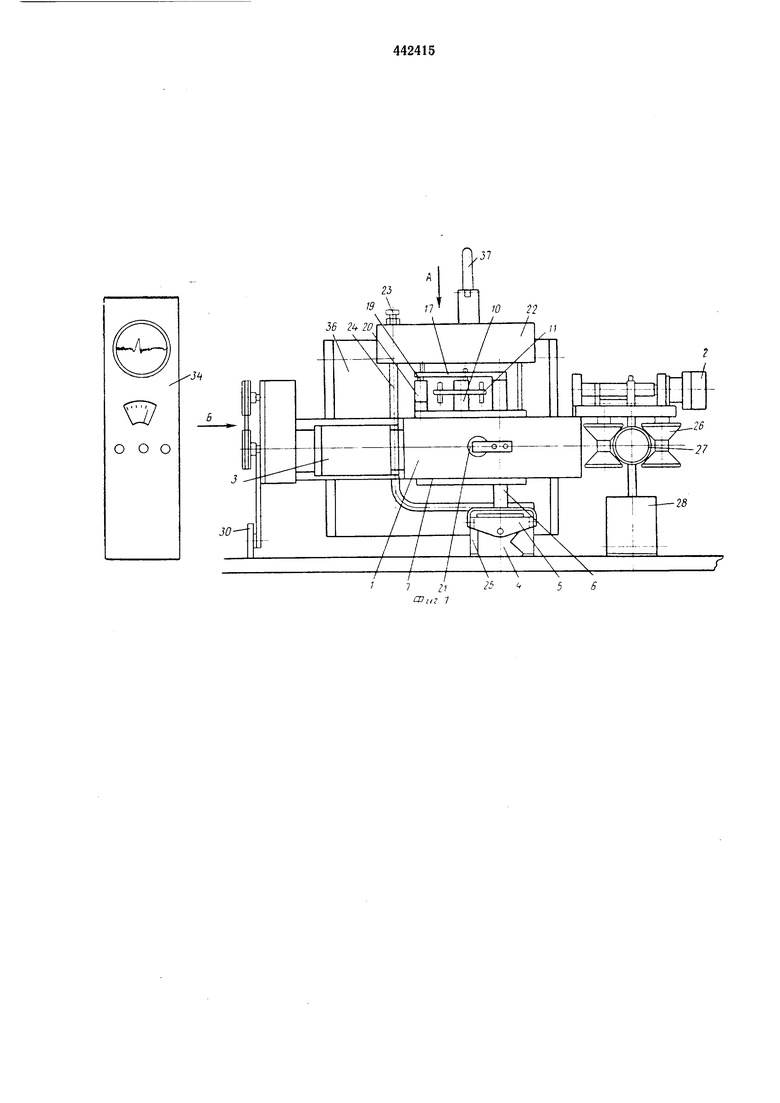
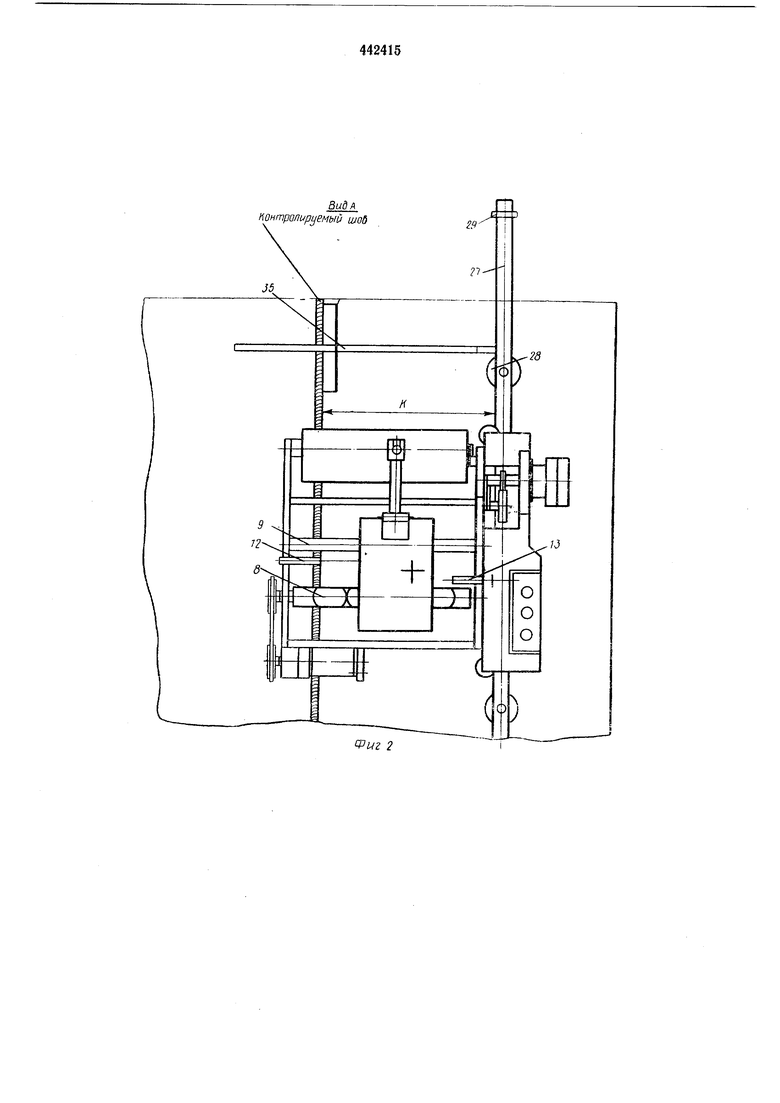
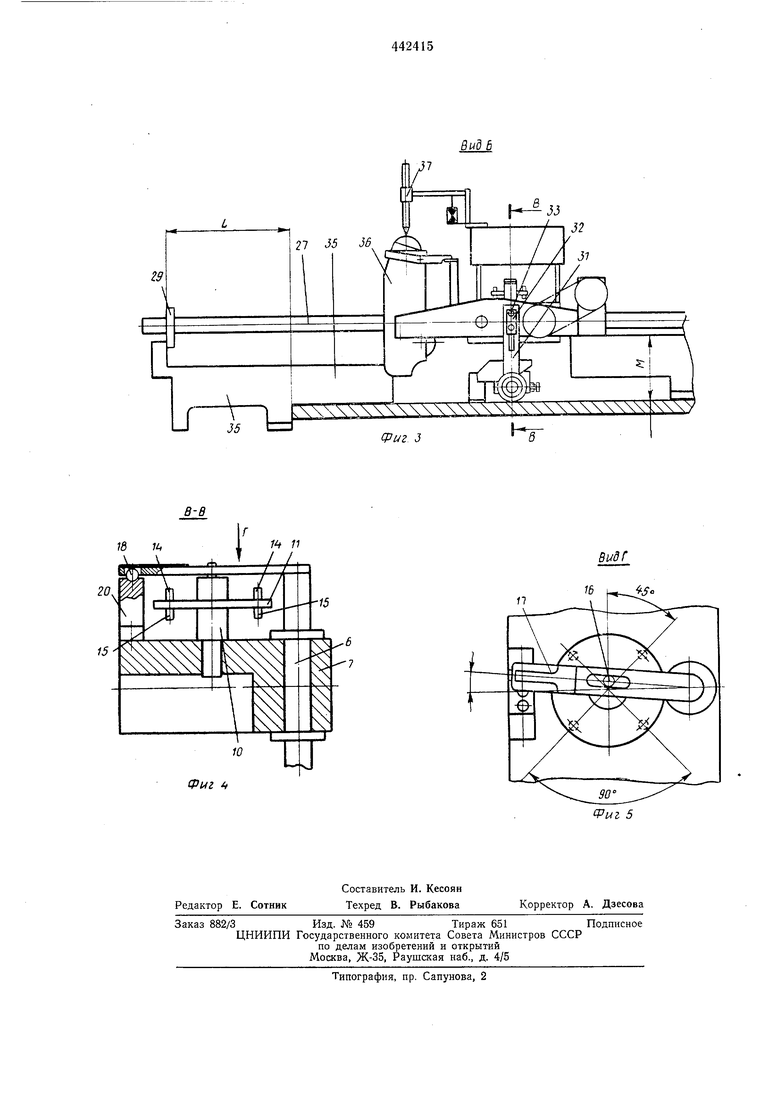
На фиг. I изображено предлагаемое устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3- вид Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 3; на фиг. 5 - вид Г на фиг. 4.
Устройство содержит раму 1, на которой смонтированы механизм продольного 2 и поперечного 3 перемещений. Искатель 4 через
щарнирные держатели 5 укреплен на поворотной оси 6, установленной в корпусе ползуна 7. Ползун движется по двухходовому винту 8 и скалке 9. На поворотной опоре 10 находится переключатель 11 щтыревого типа. На раме установлены левый 12 и правый 13 упоры, регулируемые по длине. Диск переключателя имеет два верхних 14 и два нижних 15 штыря. Верхние штыри относительно нижних расположены под углом 90°. Верхняя цапфа 16 поворотной опоры выполнена эксцентрично относительно вертикальной оси переключателя; нижняя цапфа размещена в теле нолзуна. Верхняя цапфа расположена в пазу водила 17, закрепленного с одной стороны на поворотной оси. Подпружиненный шарик 18 фиксатора 19 угловых положений искателя установлен на другой стороне водила и фиксирует относительно неподвил ной стойки 20
среднее и два крайних угловых положений водила. Двухходовый винт находится в зацеплении с пальцем 21, перемещение которого ограничено плоской пружиной. Бачок 22 имеет регулировочное устройство 23 и трубку 24.
Механизм растирания 25 укреплен на держателе искателя.
Ролики 26 механизма продольного перемещения охватывают направляющую 27, снабженную электрическими магнитами 28 и съемным упором 29.
Опорный ролик 30 связан с рамой планкой 31 сухарем 32 и винтами 33 крепления.
В устройство входят также блок 34 электронного оборудования, установочный угольник 35 и механизмы лентопротяжки 36 и записи 37.
С помощью угольника 35 устанавливают размер К, характеризующий параллельность направляющих 27 контролируемому шву (фиг. 2), размер L - положение съемного упора 29 относительно края контролируемого изделия (фиг. 3) и размер М - высоту расположения опорного ролика 30 (фиг. 3).
Направляющие закрепляют электромагнитами на контролируемом изделии. Подключают блок 34 электронного оборудования к устройству и включают привод механизмов продольного и поперечного перемещений. Все дальнейшие операции совершаются автоматически до окончания контроля. Ролики 26 перемещают все устройство по направляющим вдоль контролируемого шва.
Вращаясь в одну сторону от привода механизма продольного перемещения, двухходовой винт 8 через палец 21 обеспечивает ползуну 7 равномерное возвратно-поступательное движение, перпендикулярное контролируемо1у у шву.
Двигаясь от шва, искатель 4 имеет угол разворота 0° относительно оси двухходового винта. При этом нижний штырь 15 упирается в правый упор 13 и диск переключателя 11 перемещается на 90° по направлению движения часовой стрелки. При этом верхняя цапфа 16 за счет своего эксцентричного расположения передвигается по пазу водила 17 и поворачивает водило, а также поворотную ось 6 на угол (равный, например, ±5°), соответствующий крайнему угловому положению. Это фиксируется шариком 18. Следовательно, искатель в момент окончания хода от шва повернулся на заданный угол.
Двигаясь к шву, верхний штырь 14 упирается в левый упор 12 и диск переключателя поворачивается на 90° по направлению движения часовой стрелки. При этом верхняя цапфа, поворачиваясь, перемещается по пазу водила и передвигает водило, а также поворотную ось на угол, относительно крайнего углового положения. Это также фиксируется шариком 18. Искатель в момент окончания хода к шву занимает положение 0° относительно оси двухходового винта. Дальнейшее движение от шва искатель продолжит в положении 0°, а в конце хода, благодаря верхней цапфе, попадет в положение - 5° и т. д. Таким образом, за один полный оборот диска переключателя искатель последовательно займет четыре положения 0°, + 5°, 0°, - 5°. Это позволяет вести прямым и однократно отраженным лучом автоматический ультразвуковой контроль качества сварных соединений
одним искателем, вместо обычно применяемых двух искателей.
Для обеспечения надежного акустического контакта жидкость из бачка 22 через регуливочное устройство 23 подается в механизм
растирания 25, пористая губка которого создает тонкую пленку между искателем и контролируемым изделием.
Одновременно с включением устройства в работу начинает работать механизм лентопротяжки 36. Механизм записи 37 вступает в работу только после получения усиленного сигнала из блока электронного оборудования о наличии дефекта и отключается при отсутствии дефекта.
т-г
Предмет изобретения
Устройство для ультразвукового контроля качества сварных соединений, состоящее из электронного блока, соединенных с ним лентопротяжного и записывающих механизмов, механизмов продольного и поперечного перемещений и связанного с ними посредством держателя акустического искателя, о т л и ч ащ е е с я тем, что, с целью повышения производительности контроля, оно снабжено переключателем щтыревого типа и фиксатором угловых положений искателя, механизмом растирания со сменным пористым элементом, расположенным в держателе искателя, и электромагнитами с регулируемым усилием прижима, установленными на направляющей механизма продольного перемещения. 56
О О О 7 (7 / 22 /
/ /
77 ;,25
5
а:} иг 7
BuSA (контролируемый шоб
сРиг 2
Фиг J
| название | год | авторы | номер документа |
|---|---|---|---|
| Сканирующее устройство к дефектоскопу | 1979 |
|
SU974250A1 |
| Акустическое устройство для контроля сварных соединений изделий | 1981 |
|
SU1101728A1 |
| Устройство для ультразвукового контроля сварных швов изделий | 1982 |
|
SU1097934A1 |
| Устройство для контроля изделий | 1991 |
|
SU1826060A1 |
| Устройство для ультразвукового контроля изделий | 1983 |
|
SU1147978A1 |
| Сканирующее устройство к дефектоскопу | 1982 |
|
SU1033961A2 |
| Сканирующее устройство к дефектоскопу | 1981 |
|
SU974254A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПЕРЕМЕЩЕНИЯ ТРАНСПОРТНОГО МЕХАНИЗМА | 1970 |
|
SU276443A1 |
| Устройство искательное к ультразвуковому дефектоскопу | 1973 |
|
SU500501A1 |
| Устройство для юстировки искателя ультразвукового дефекстоскопа | 1975 |
|
SU726478A1 |