Изобретение относится к средствам неразрушаняцих методов контроля иJдeлий и может быть использовано в различных отраслях промышленности, в частности в атомном машиностроении и -котлостроении при ультразвуковом контроле сварных швовизделий крупных размеров типа обечаек и корпусов реакторов.
Известно устройство для неразрушающего контроля сварных швов изделий, имеющее несколько пьезозлементов, закрепленных на гранях призмы, представляющих собой несимметричный диск, установленный с возможностью вращения от закрепленного на кронштейне привода. Каждый пьезозлемент снабжен катушкой индуктивности, взаимодействующей с общей катушкой индуктивности Cl 3.
Однако для известного устройства характерна недостаточная надежность контроля, вызванная тем, что в нем не предусмотрена возможность ориентации оси вращающихся искателей по нормали в каждой точке криволинейной контролируемой поверхности, характерной для обечайки или корпуса реактора.
Наиболее близким по технической сущности к изобретению является сканирующее устройство для ультразвукорого контроля сварных швов изделий, содержащее ходовую тележку с прикрепленным к ней блоком ультразвуковых преобразователей и механизм поперечного перемещения блока преобразователей 20.
Недостатком известного устройства также является низкая надежность контроля, обусловленная отсутствием механизма для ориентации блока преоб
разователей по нормали к контролируеMoi части криволинейной поверхности изделия и прозвучивания этой части изделия под разными углами ввода ультразвуковых колебаний.
Целью изобретения является повьш1ение надежности контроля.
Указанная цель достигается тем, что сканирующее устройство для ультразвукового контроля сварных швов изделий, содержащее ходовую тележку с прикрепленным к ней блоком ультразвуг ковых преобразователей и механизм поперечного перемещения блока преобразователей, снабжено прикрепленным к ходовой тележке пантографным механизмом, шарнирно подвешзнной к нему кареткой с ходовым и ведущим колесами, размещенными в каретке валом и приводом вращения вала от ведущего колеса каретки, при этом блок преобразователей прикреплен к валу,
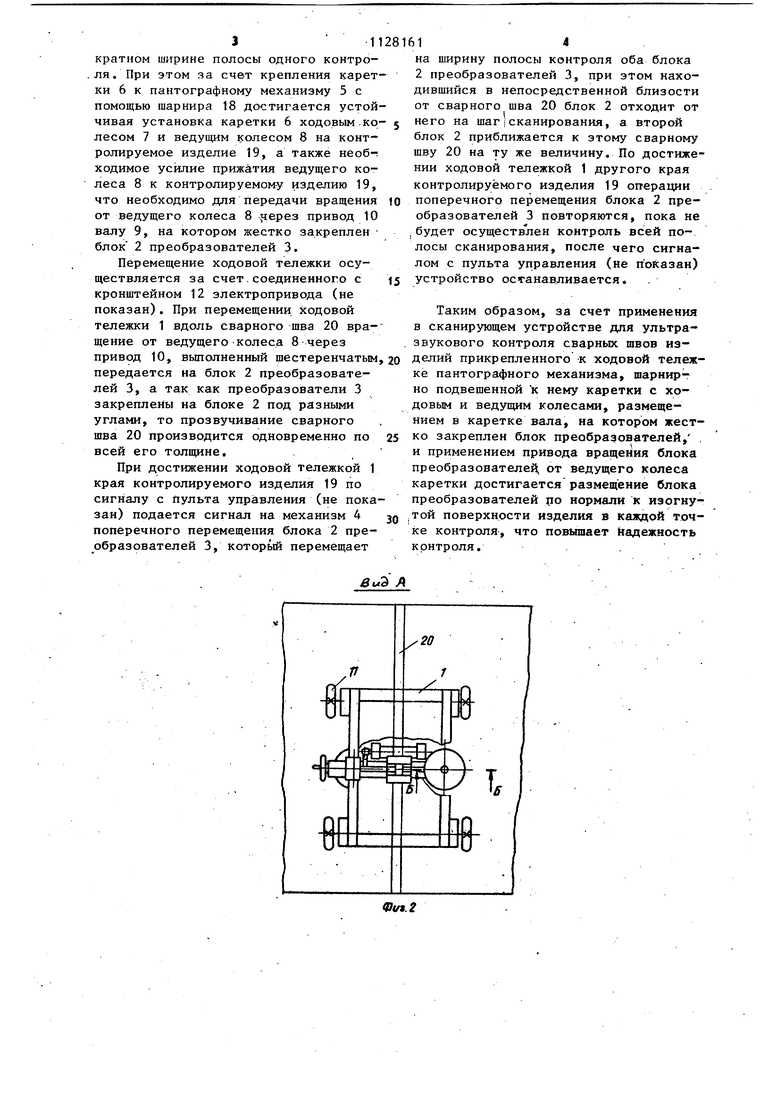
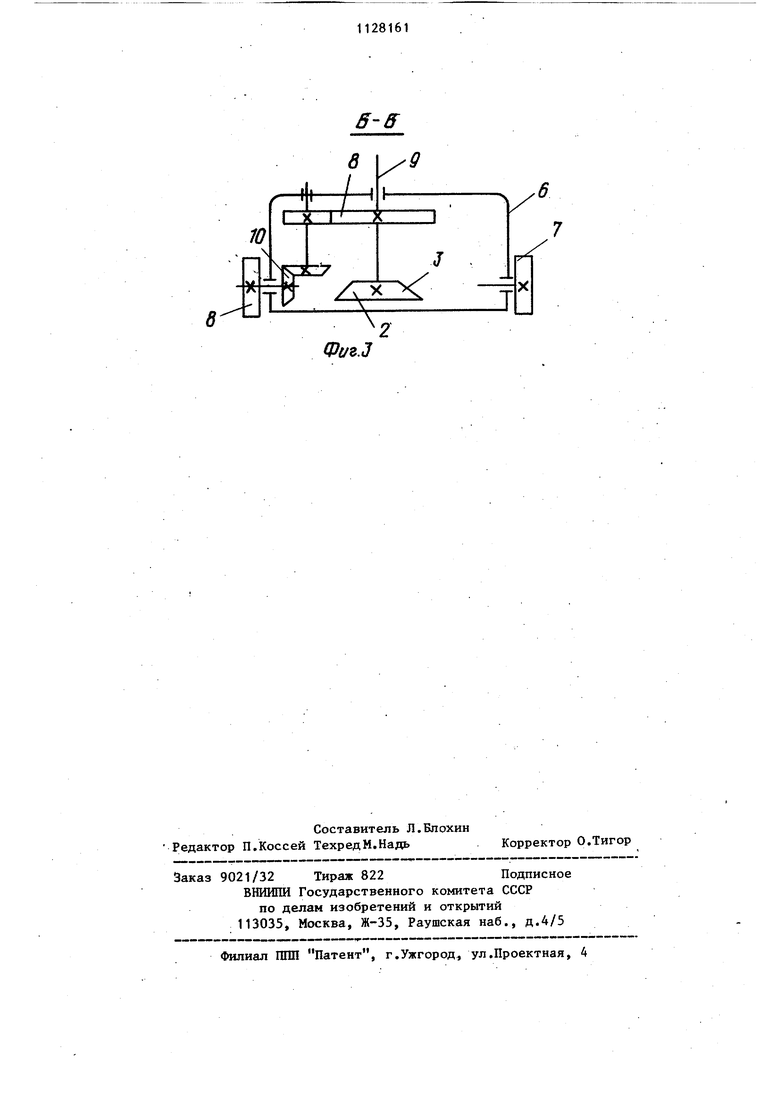
На фиг.1 изображено сканирующее устройство для ультразвукового контроля сварных швов изделий, общий вид на фиг.2 - вид А на фиг.1, на фиг.З разрез Б-Б фиг.2.
Сканирующее устройство для ультразвукового контроля сварных швов изделий содержит ходовую тележку 1 с прикрепленным к ней блоком 2 ультразвуковых преобразователей 3, механизм 4 поперечного перемещения блока 2 преобразователей 3, прикрепленный к ходовой тележке 1 пантрграфный механизм 5, шарнирно подвешенную к нему каретку 6 с ходовым колесом 7 и ведущим колесом 8, размещенный в каретке 6 вал 9 с приводом 10 вращения вала 9 от ведущего колеса 8 каретки 6.
Кроме того, сканирующее устройство для ультразвукового контроля сварных швов изделий содержит опорные колеса 11 ходовой тележки 1, закрепленный на ходовой тележке 1 кронштейн 12, закрепленный на кронштейне 12 корректирующий узел 13, включающий в себя ходовой винт 14, направляющую 15, рукоятку 16 ходового винта 14 и гайку 17 ходового винта 14, к которой жестко прикреплен пантографный механизм 5. Каретка 6 крепится к пантографному механизму 5 с помощью шарнира 18.
Позицией 19 обозначено контролируемое изделие со сварным швом 20.
Сканирующее устройство для ультразвукового контроля сварных швов изде:лий работает следующим образом.
В начале контроля ходовую тележку 1 опорными колесами 11 устанавливают на контролируемое изделие 19. Вращением рукоятки 16 поворачивают ходовой винт 14 корректирующего узла 13, вследствие чего путем перемещения гайки 17 и жестко связанного с ней пантографного механизма 15 устанавливают блок 2 преобразователей 3 в непосредственной близости от сварного шва 20 контролируемого изделия 19. Аналогично второй блок 2 преобразователей 3 устанавливают на противоположной стороне сварного шва 20 контролируемого изделия 19 на расстоянии. кратном ширине полосы одного контроля. При этом за счет крепления каретки 6 к пантографному механизму 5 с помощью шарнира 18 достигается устойчивая установка каретки 6 ходовым.колесом 7 и ведущим колесом 8 на контролируемое изделие 19, а также необ-; ходимое усилие прижатия ведущего колеса 8 к контролируемому изделию 19, что необходимо для передачи вращения от ведущего колеса 8 -jiepes привод 10 валу 9, на котором жестко закреплен блок 2 преобразователей 3, Перемещение ходовой тележки осуществляется за счет.соединенного с кронштейном 12 электропривода (не показан). При перемещении ходовой тележки 1 вдоль сварного шва 20 вращание от ведущего колеса 8 через привод 10, выполненный шестеренчатым передается на блок 2 преобразователей 3, а так как преобразователи 3 закреплены на блоке 2 под разными углами, то прозвучивание сварного шва 20 производится одновременно по всей его толщине,. При достижении ходовой тележкой 1 края контролируемого изделия 19 по сигналу с Пульта управления (не пока зан) подается сигнал на механизм 4 поперечного перемещения блока 2 преобразователей 3, которьй перемещает 5и на ширину полосы контроля оба блока 2 преобразователей 3, при этом находившийся в непосредственной близости от сварного шва 20 блок 2 отходит от него на шагiсканирования, а второй блок 2 приближается к этому сварному шву 20 на ту же величину. По достижении ходовой тележкой 1 другого края контролируемого изделия 19 операции поперечного перемещения блока 2 преобразователей 3 повторяются, пока не будет осуществлен контроль всей по-. лосы сканирования, после чего сигналом с пульта управления (не показан) устройство останавливается. Таким образом, за счет применения в сканирующем устройстве для ультразвукового контроля сварных швов изделий прикрепленного к ходовой тележке пантографного механизма, шарнирно подвешенной к нему каретки с ходовым и ведущим колесами, размещением в каретке вала, на котором жестко закреплен блок преобразователей, . и применением привода вращения блока преобразователе от ведущего колеса каретки достигается размещение блока преобразователей ро нормали к изогнутой поверхности изделия в каждой точке контроля, что повышает йадежность контроля.. .
UJ
(Pt/z.J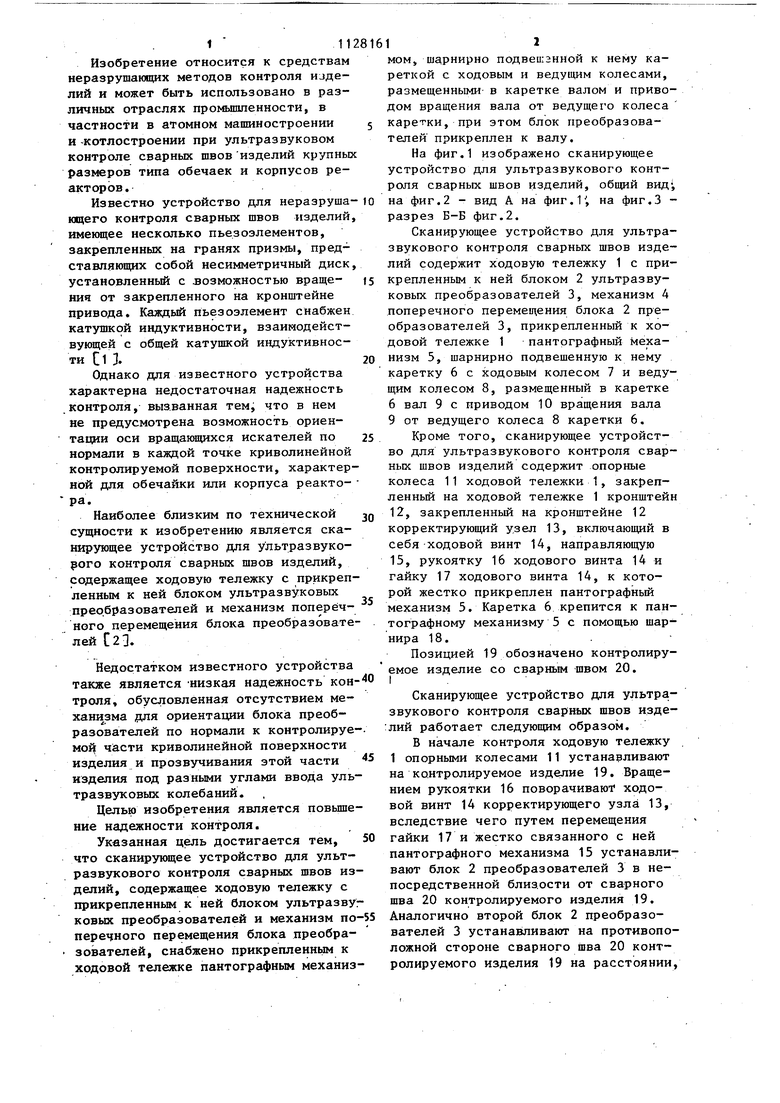
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля изделий | 1988 |
|
SU1566284A1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
| Устройство для ультразвукового контроля сварных швов изделий | 1983 |
|
SU1107044A1 |
| Двигатель внешнего сгорания и система управления двигателем внешнего сгорания | 1989 |
|
SU1831580A3 |
| Устройство для контроля качества продольных сварных швов зубчатых колес | 2020 |
|
RU2751149C1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ | 1991 |
|
RU2008666C1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1663536A1 |
| Устройство для ультразвукового контроля сварных швов изделий | 1982 |
|
SU1097934A1 |
| Устройство для ультразвукового контроля сварных швов труб | 1984 |
|
SU1165979A1 |
| Устройство для ультразвукового контроля сварных кольцевых швов изделий | 1984 |
|
SU1208507A1 |
СКАНИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ИЗДЕЛИЙ, содержащее ходовую тележку с прикрепленным к ней блоком ультразвуковых преобразователей и механизм поперечного перемещения блока преобразователей, отличающееся тем, что, с целью повышения надежности контроля, оно снабжено прикрепленным к ходовой тележке пантографным механизмом,шарнирно подвешенной к нему кареткой с ходовым ri ведущим колесами, размещенными в каретке валом и приводом вращения вала от ведущего колеса каретки, при этом блок преобразователей прикреплен к залу.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Искатель с переменным углом ввода ультразвуковых колебаний в изделие | 1974 |
|
SU551557A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для ультразвукового контроля труб | 1975 |
|
SU555333A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
