1 12231
Изобретение относится к средствам; неразрушающего контроля и может быть использовано при ультразвуковой дефектоскопии швов сварных соединений металлоконструкций, .5
Целью изобретения является расширение функциональных возможностей за счет шарнирного соединения направ- лякщих и выполнения узлов пространственной ориентации ультразвуковых 10 преобразователей с использованием эластичных дисков,
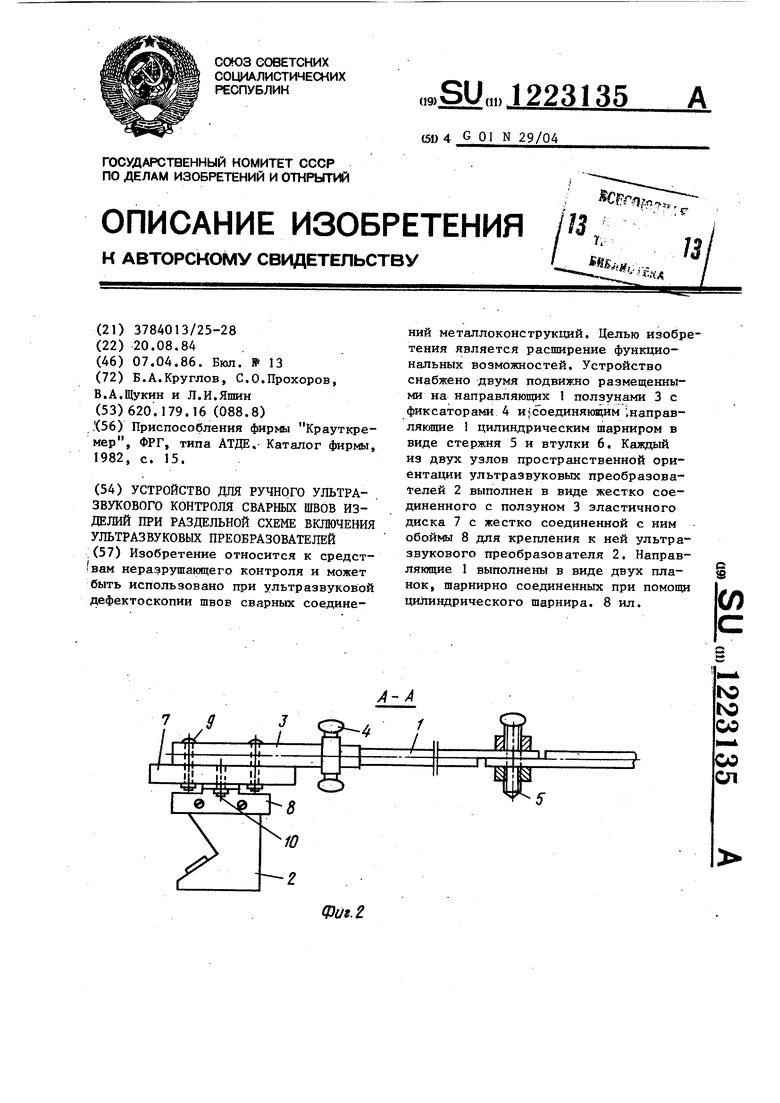
На фиг,1 приведено устройство для ручного ультразвукового контроля сварных швов изделий при раздельной is схеме включения ультразвуковых преобразователей; на фиг,2 - сечение А-А ра фиг,1; на фиг,3 - вариант шарнир- його соединения направляющих для случая ультразвукового контроля разно- 20 толщинных соединений; на фиг,4 - схема работы устройства по стредл-схеме; на фиг,5 - вид Б на фиг,4; на фиг,6-. размещение ультразвуковых преобразователей устройства при контроле по 25 схеме тандем ; на фиг,7 - вид В на г,6; на фиг,8 - схема контроля теневым и эхотеневым методами.
Устройство содержит жесткие направляющие 1 с подвижно закрепленными JQ на них двумя узлами пространственной ориентации жестко закрепленных на них ультразвуковых преобразователей 2, два подвижно размещенных на. направляющих 1 ползуна 3 с фиксаторами 4, соединяющий направлякицие 1 цилиндрический шарнир в виде стержня 5 с втулкой 6, каждый из двух узлов пространственной ориентации ультразвуковых преобразователей 2 выполнен в виде жестко соединенного с ползуном 3 эластичного диска 7 и жестко соединенной с ним обоймы 8 для крепления к нему ультразвукового преобразователя 2, при этом направляющие 1 выпол- j нены.в виде планок, шарнирно соединенных при помощи цилиндрического шарнира.
Кроме того, устройство содержит винты 9 для крепления эластичного JQ диска 7 к ползуну 3 и дополнительные винты 10 для крепления обоймы 8 к эластичному диску 7, а также контролируемое изделие 11 со сварным швом 12 и дефектом 13 последнего, jj
Устройство для ручного ультразвукового контроля CBapHbjx швов изделий при раздельной схеме включения ульт35J
развуковых преобразователей работает
следующим образом.
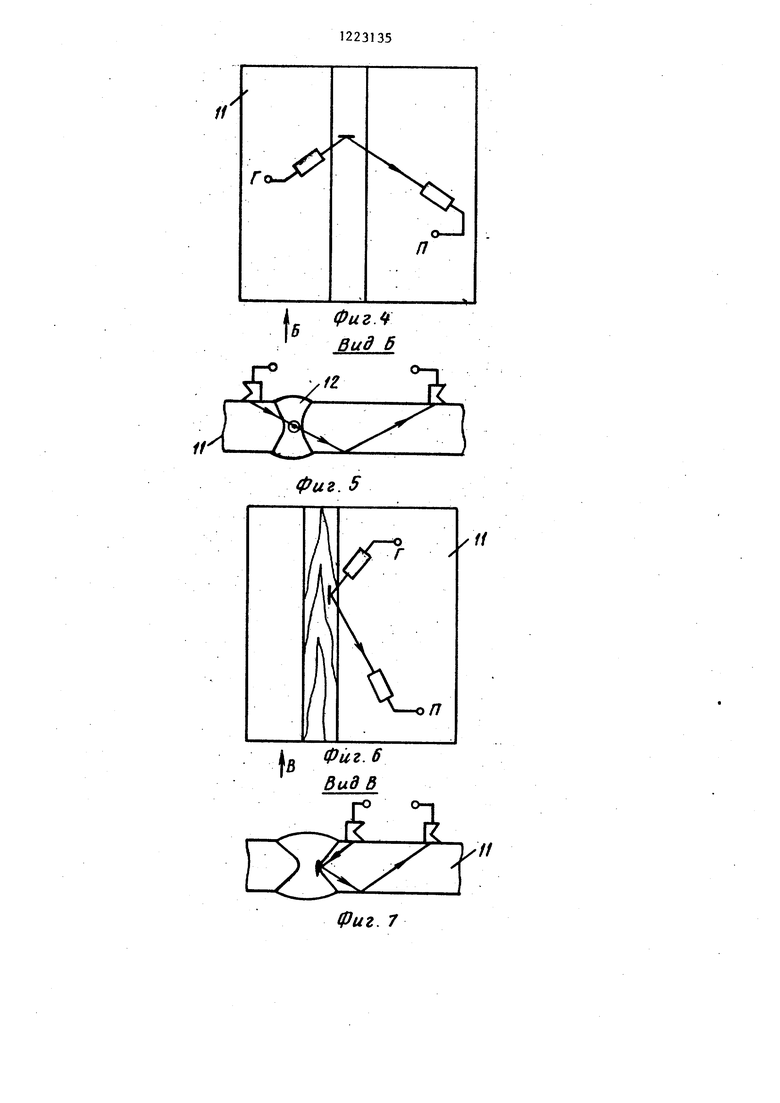
Перед началом контроля устройство устанавливается на контролируемое изделие 11, Для контроля по стредл-схе- ме (фиг,4 и 5) при поиске поперечных дефектов 13 сварного шва 12 ультразвуковые преобразователи 2, прикрепленные допрлнительньтми винтами 10 к обоймам 8, устанавливаются в обоймах 8 навстречу друг другу. Далее направляющие 1 устанавливаются под углом If в пределах 110-120° для обеспечения максимальной амплитуды сигнала от дефекта 13 и фиксируются стержнем 5 цилиндрического шарнира. При этом ползуны 3 с ультразвуковыми преобразователями 2 разворачиваются вокруг направляюпщх 1 таким образом, что контактные поверхности ультразвуко- вьпс преобразователей 2 оказываются в контакте с поверхностью контроли- .руемого изделия, что особенно важно при контроле сварных соединений цилиндрических контролируемых изделий
11или контролируемых изделий 11с изломом соединяемых поверхностей. После этого ползуны 3 фиксируются фиксаторами 4,
Для контроля по схеме тандем (фиг,6 и 7) при поиске дефектов 13, сориентированных вдоль сварного шва
12и перпендикулярно плоскости контролируемого изделия 11, направляюпще 1 устанавливаются на одной прямой либо под острым углом друг к .другу, При контроле сварного шва 12, соеди- някмцего разнотолщинные части контролируемого изделия 11, на стержень 5 между направляющими 1 устанавливается втулка 6 высотой, равной разности толщин сваренных элементов. Ползуны 3 с преобразователями 2, ориентированными в одну сторону, устанавливаются и закрепляются на направляющих 1,
Расположение ультразвуковых преобразователей 2 под острым углом уменьшает неконтролируемую зону в нижней части сварного шва 12.
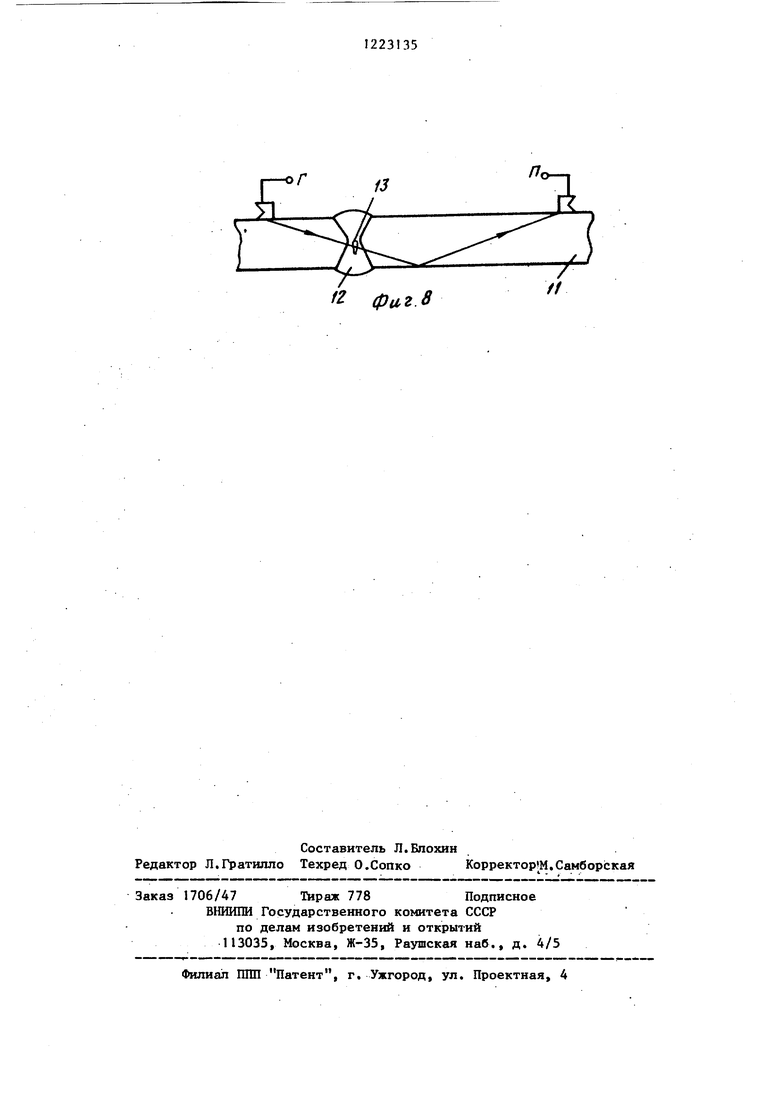
При. контроле теневым и эхотеневым методами (фиг,8) направляющие 1 устанавливаются на одной прямой, а ползуны 3 с ультразвуковыми преобразователями 2 ориентируются навстречу друг другу. При этом использование дисков 7 из эластичного материала, прикрепленных винтами 9 к ползунам
3, обеспечивает необходимую подвижность их крепления к ползунам 3 и позволяет в процессе ручного сканирования лучше отслеживать околошов- кую поверхность контролируемого изделия 11.
Формула изобретения I
Устройство для ручного ультразвукового контроля сварных швов изделий при раздельной схеме включения ультразвуковых преобразователей, содержащее жесткие иаправляющие с подвижно закрепленными на них двумя узлами пространственной ориентации жестко закрепленных на них ультразвуко2231354
вьк преобразователей, отличающееся тем, что, с целью расширения функциональных возможностей, оно снабжено двумя подвижно разме- щенными на направляющих ползунами с фиксаторами и соединяющим направляю щие цилиндрическим шарниром в виде стержня и втулки, каждый из двух узлов пространственной ориентации ульт10 развуковых преобразователей выполнен в виде жестко соединенного с ползуном зластичного диска и жестко соединенной с ним обоймы для крепления к ней ультразвукового преобразовате15 ля, а направлянщие выполнены в виде двух планок, Ларнирно соединенных при помощи цилиндрического шарнира.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля изделий | 1983 |
|
SU1147978A1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 2014 |
|
RU2570353C1 |
| Устройство для ручного ультразвукового контроля сварных швов изделий при раздельной схеме включения ультразвуковых преобразований | 1988 |
|
SU1682916A1 |
| Сканирующее устройство к ультразвуковому дефектоскопу | 1985 |
|
SU1295329A1 |
| Сканирующее устройство для ультразвукового контроля сварных швов изделий | 1987 |
|
SU1497560A1 |
| АВТОМАТИЧЕСКОЕ СКАНИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ИЗДЕЛИЙ | 1987 |
|
SU1602193A1 |
| УСТАНОВКА ИЗМЕРИТЕЛЬНАЯ УЛЬТРАЗВУКОВАЯ И МЕХАНОАКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕЕ | 2007 |
|
RU2351926C2 |
| Устройство для ультразвукового контроля изделий | 1988 |
|
SU1566284A1 |
| Устройство для ультразвукового контроля сварных швов изделий | 1986 |
|
SU1305597A1 |
Фиг.З
г
фиг л Вид б
фиг. 5
г .
11
п
1 Фиг. 6 Вид В
1х//
Фиг. 7
фиг. 8
Составитель Л.Блохин Редактор ТиГратилло Техред опко Корректор М.Самборская
Заказ 1706/47 Тираж 778
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПШ Патент, г. Ужгород, ул. Проектная, 4
