Изобретение относится к обработке металлов давлением, в частности к устройствам для профилирования ободьев колес автомобилей и тракторов.
Известно устройство для профилирования ободьев колес, содержащее установленные на станине подвижную траверсу с верхним профилирующим роликом, нижний профилирующий ролик и механизм удержания заготовки от торцового биения, содержащий торцовые ролики, установленные на оси с возможностью паремещения вдоль нее 1.
Недостатком известного устройства является смещение обечайки в процессе профилирования, что приводит к браку изготовляемых деталей.
Целью изобретения является улучшение качества ободьев путем исключения смещения заготовки в процессе профилирования.
Поставленная цель достигается тем, что в устройстве для профилирования ободьев колес, содержащем установленные на станине подвижную траверсу с верхним профилирующим роликом, нижний профилирующий ролик и механизм удержания заготовки от торцового биения, содержащий торцовые ролики, установленные на оси с возможностью осевого перемещения, механизм удержания заготовки от торцового биения выполнен в виде двух рычагов, щарнирно закрепленных на подвижной траверсе с возможностью взаимодействия с наружной поверхностью торцовых роликов,-регулируемых упоров, установленных на станине и контактирующих с упомянутыми рычагами, и распорной пружины, размещенной на оси торцовых роликов между ними.
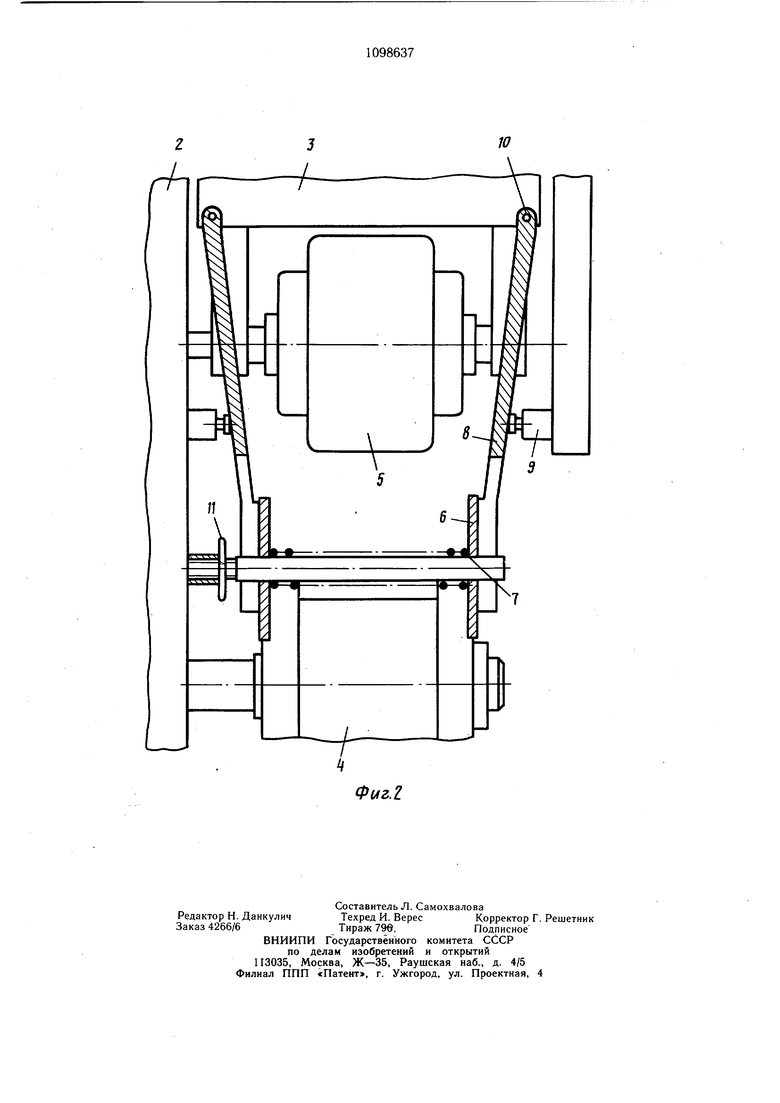
На фиг. 1 показано устройство для профилирования ободьев колес; на фиг. 2 - разрез по оси торцовых роликов.
Устройство для профилирования ободьев 1 колес содержит станину 2, траверсу 3, несущий профилирующий ролик 4 и верхний профилирующий ролик 5, торцовые ролики 6 с распорной пружиной 7, рычаги 8 с регулируемыми упорами 9, размещенными на станине 2, щарниры 10, посредством которых рычаги 8 закреплены на верхней траверсе 3, и механизм 11 первоначальной установки зазора между торцовыми роликами 6.
Устройство работает следующим образом.
Обечайка обода 1 помещается в рабочую зону устройства на несущий профилирующий ролик 4. С помощью механизма 11 первоначальной установки зазора торцовые ролики 6 устанавливаются вплотную к обечайке 1. Траверса 3 с верхним профилирующим роликом 5 опускается, включается привод вращения несущего профилирующего ролика 4 (не показан). В процессе профилирования под действием верхнего профилирующего ролика 5 обечайка 1 изменяет свои размеры, а именно, ее диаметр
увеличивается, а щирина уменьщается. Одновременно с этим траверса 3 при движении вниз увлекает за собой рычаги 8, которые, касаясь регулируе йвгх упоров 9, поворачиваются вокруг щарниров 10 и сводят тор, цовые ролики 6 до контакта с обечайкой 1. Это будет происходить на протяжении всего хода траверсы 3, т. е. в течение всего процесса профилирования обечайка 1 будет иметь контакт с торцовыми роликами 6, что обеспечивает устойчивое положение ее без
0 осевого смещения. По окончании процесса профилирования траверса 3 с рычагами 8 поднимается вверх, а торцовые ролики 6 под действием распорной пружины 7 возвращаются в исходное положение. С помощью регулируемых упоров 9 задается момент начала движения торцовых роликов друг к другу при перемещении траверсы 3 вниз. Рычаги 8, контактируя с регулируемыми упорами 9, обеспечивают сближение торцовых роликов 6 при уменьшении щирины обечай0 ки 1, а распорная пружина 7 - поджатие торцодых роликов бкрычагам 8 и возврат упомянутых роликов в исходное положение после профилирования.
Предлагаемое устройство обеспечивает надежное удержание заготовки от торцового биения на протяжении всего процесса профилирования при всех режимах обработки. Рычаги 8 с регулируемыми упорами 9 позволяют осуществлять плотный контак торцовых роликов 6 с обечайкой 1 во время профилирования, используя для этого рабочее перемещение верхнего профилирующего ролика 5 с траверсой 3, что способствует удержанию обечайки 1 по центру ручья нижнего ролика 4 без осевого смещения, предупреждая разнобортность из5 готовляемой детали.
По сравнению с известным предлагаемое устройство позволяет улучшить качество выпускаемых ободьев, уменьшить брак по дефектам искажения профиля и разнобортность за счет надежного удержания
0 заготовки от осевого смещения, что дает значительный экономический эффект.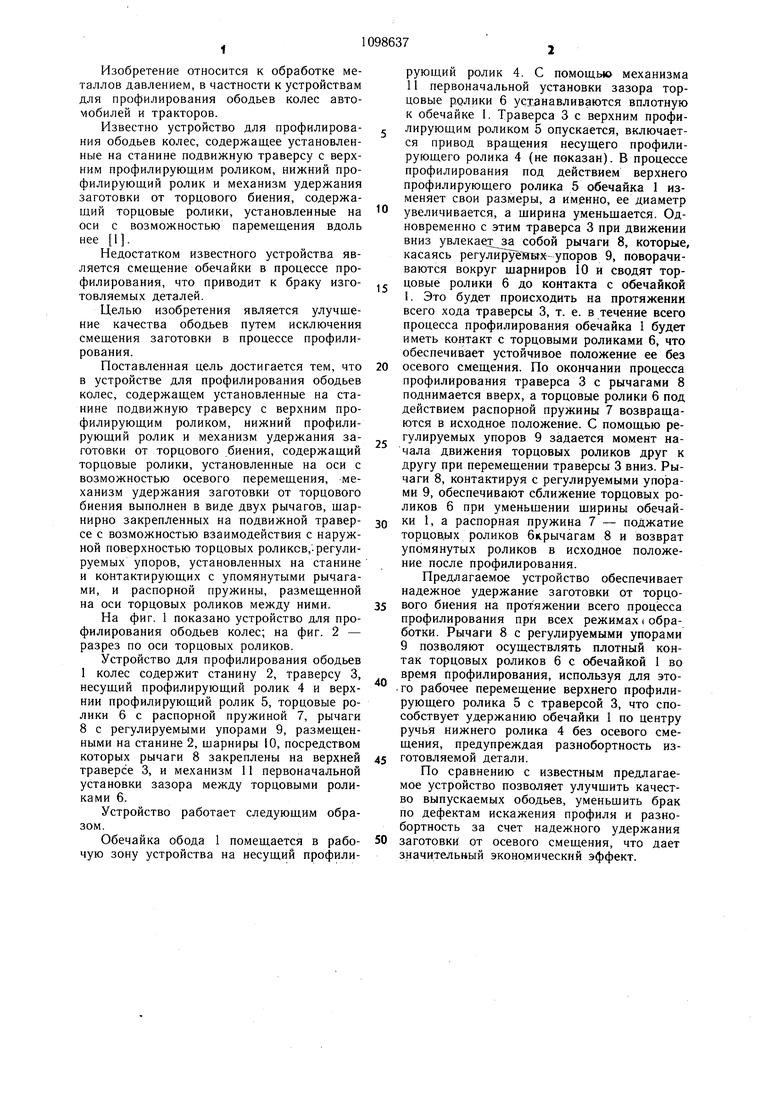
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для профилирования ободьев колес | 1983 |
|
SU1094656A1 |
| Устройство для профилирования ободьев колес | 1984 |
|
SU1233993A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОЛЕЦ | 1972 |
|
SU422513A1 |
| Устройство для профилирования ободьев колес | 1990 |
|
SU1710172A1 |
| Способ изготовления ободьев | 1986 |
|
SU1407634A1 |
| Устройство для профилирования ободьев колес | 1985 |
|
SU1449210A1 |
| Способ профилирования ободьев колес | 1986 |
|
SU1412859A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ОБОДЬЕВКОЛЕС | 1972 |
|
SU435040A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ОБОДОВ КОЛЕС | 1993 |
|
RU2050998C1 |
| Способ профилирования ободьев колес из цилиндрических обечаек и устройство для его осуществления | 1989 |
|
SU1655636A1 |
УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ОБОДЬЕВ КОЛЕС, содержащее установленные на станине подвижную траверсу с верхним профилирующим роликом, нижний профилирующий ролик и механизм удержания заготовки от торцового биения, содержащий торцовые ролики, установленные на оси с возможностью осевого перемещения, отличающееся тем, что, с целью улучшения качества ободьев путем исключения смещения заготовки в процессе профилирования, механизм удержания заготовки от торцового биения выполнен в виде двух рычагов, щарнирно закрепленных на подвижной траверсе с возможностью взаимодействия с наружной поверхностью торцовых роликов, регулируемых упоров, установленных на станине и контактирующих с упомянутыми рычагами, и распорной пружины, размещенной на оси торцовых роликов между ними. (Л СХ) 05 оо 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ОБОДЬЕВКОЛЕС | 1972 |
|
SU435040A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
